


數控車圓弧螺紋車削加工(gōng)方法研究
2020-12-2 來源: 北(běi)礦機電科技有限責任公司 作者:姚明釗
摘(zhāi)要: 圓弧螺紋數控車(chē)加(jiā)工一直以來就是(shì)一(yī)個難點。介紹了數控車(chē)加(jiā)工圓弧螺紋的方法與注意事項。以矩(jǔ)形螺紋方式(shì)進行開(kāi)粗,圓弧擬合的方式進行精加工。以變量參數(shù)化、宏程序為基礎,編寫了圓(yuán)弧螺紋加工通用宏程序。在實際加工中,對於不同圓弧螺紋的車削,隻需(xū)改變程序中(zhōng)的變量參(cān)數即可(kě),提高了編(biān)程效(xiào)率(lǜ),保證了圓弧螺紋的加工(gōng)質量(liàng)。為今後企業中車(chē)削圓(yuán)弧螺紋提供了有益(yì)的參考。
關鍵詞: 圓弧螺(luó)紋; 數(shù)控車床; 宏程序; 車削
0 引言
滾珠絲杠是將回(huí)轉運動轉化為直線運動,或將直(zhí)線運動轉化為回轉運動的理想產品。滾珠絲杠(gàng)上的螺紋區別於普通螺紋,牙型為圓弧形,屬於異形螺紋。圓弧(hú)螺紋在各種(zhǒng)異形螺紋加(jiā)工中最具有(yǒu)普遍性。數控車床(chuáng)以(yǐ)其高穩定性、高精度(dù)、高效性,為(wéi)圓弧螺紋的加工提供了良好的(de)加工基礎,並且得到了廣泛的應用和推廣。
在數控車床上加(jiā)工圓弧螺紋,程(chéng)序編寫較複雜繁瑣,而且當圓弧型螺紋的(de)導程、公稱直徑、長度、螺紋槽深(shēn)、牙寬圓弧半徑等參數中任何一值不同時,就需要重新編製程序。如果能編寫出(chū)圓弧形螺紋加工(gōng)的通用宏程序模(mó)版就可以解決這一問題。筆者以 FANUC Series 0i Mate-TD 數控係統、前(qián)置四方刀架、絕對(duì)編碼器(qì)( 采(cǎi)用絕對位置檢測元件,開機不用返回參(cān)考點) 為例,詳細介紹了基於宏程序的圓弧螺紋加工方法及宏程序通用模版(bǎn)的建立過程。
1 、圓弧螺紋的基本參數
圓弧螺紋實體模型如圖 1 所示,具(jù)體參數(shù)如剖(pōu)麵圖 2 所示,圓弧(hú)半徑(jìng)為 10 mm,導程(chéng)為 40 mm。

圖 1 圓弧螺紋實體(tǐ)模型
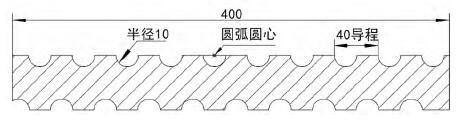
圖 2 圓弧螺紋剖麵視圖
2 、圓弧螺紋的數控車加工
本文介紹的圓弧螺(luó)紋加工方法分為(wéi)圓弧螺(luó)紋的開粗與精加工(gōng)。采用(yòng)矩形螺紋的加(jiā)工方法進行圓弧螺紋的開粗,采用球刀圓弧擬合的方式(shì)完成圓弧螺(luó)紋的精加(jiā)工。
2.1 圓弧螺紋的開粗采用
如圖 3 所示的矩形螺紋車刀進行開粗。開圖原理圖如 4 所示。
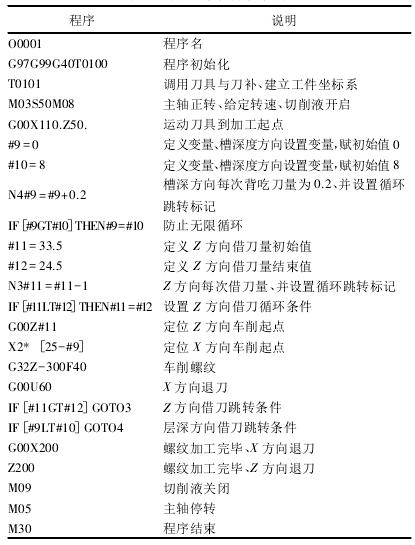
將螺紋(wén)的牙型置於工件的右端(duān),其圓心距離工件(jiàn)右端麵為 30 mm,其中剖麵線部分為圓弧螺紋粗加工(gōng)後剩(shèng)餘的材料(liào),即精(jīng)加工需要(yào)去除的材料(liào)。矩形螺紋采用層優先加工方式,避免了夾(jiá)刀現象。矩形螺紋開粗程序如表 1 示。
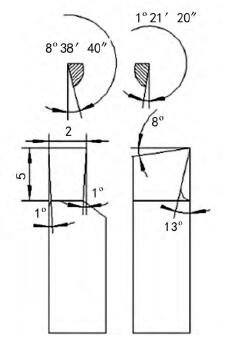
圖 3 矩形螺紋刀
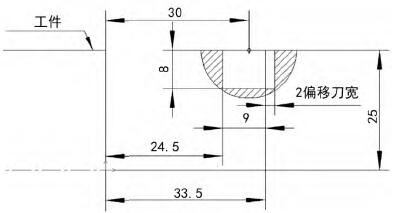
圖 4 開粗原理圖
表(biǎo) 1 圓弧螺紋開粗程序(xù)
采用 VERICUT 軟件對加工程(chéng)序進行仿真驗證。VERICUT 軟件是美國(guó) CGTECH 公司開發的專業(yè)數控機床加工仿(fǎng)真軟件,能夠真實模擬數控加工過程中刀具的切削與機床(chuáng)的運動過程,實現對數控加工程序的驗證。
開(kāi)粗仿真如圖 5 所示,剖麵視圖如圖 6 所示。
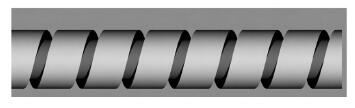
圖 5 圓弧螺紋開粗仿真
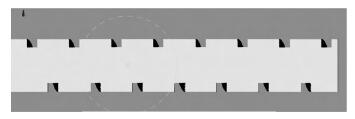
圖 6 圓弧螺紋開粗後剖麵圖
2.2 圓弧螺紋的精加工
精加工采用(yòng)球(qiú)形車刀,具體參數如圖 7 所示(shì),程序的對刀點設在球形(xíng)車刀的球心。
精加工刀路軌跡在圓弧螺紋的外形的(de)基礎上偏移 4 mm 球形車刀半徑(jìng)值。為了解決第一(yī)刀背吃刀過大的問題,將進刀軌跡延 X 方向延伸(shēn) 4 mm 球形車刀半徑值(zhí),如圖 8 所示。
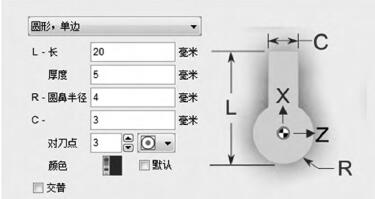
圖 7 精加工球形車刀
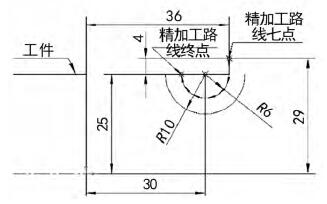
圖 8 粗加(jiā)工原理(lǐ)圖
精加工程序如表 2 所示。螺紋(wén)精加工(gōng)仿真如圖9 所示,剖麵視圖如圖 10 所(suǒ)示。開粗與(yǔ)精加(jiā)工刀路圖如圖 11 所示。
表 2 圓(yuán)弧螺紋精加工程序
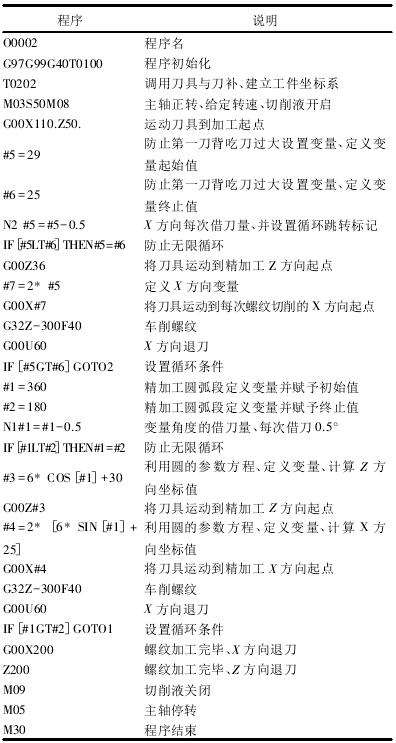

圖 9 圓弧螺紋精加工仿真(zhēn)

圖 10 圓弧(hú)螺紋精加工剖麵視圖
3 、圓(yuán)弧螺紋加工的注意事項
精加(jiā)工圓弧部分的起始(shǐ)角為 360°,終止角為 180°,而(ér)不是始角(jiǎo) 0°,終止角 180°,這點很關鍵,需要(yào)特別注意。
對於導程特別大的(de)圓弧螺紋,加工時需要沿螺紋升角的方向進刀,並且(qiě)需要增加螺紋收尾的操作,螺紋收尾可以通過(guò)程序實現,即(jí)每次螺紋切削完成後的退刀操作,務必(bì)不(bú)要使用(yòng) G00 直接退(tuì)刀,須要采用 G32 指令以增量坐標(biāo)方式退刀,這樣不但有效避免了刀具退刀時(shí)與(yǔ)工件的幹涉問題,而且螺紋收尾美觀。
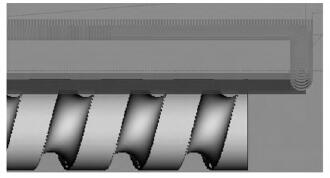
圖 11 精細(xì)加工(gōng)仿真刀路圖
4 、結語
通過實踐驗證,利(lì)用矩形(xíng)螺紋(wén)的加工方式開粗,球刀以圓弧擬合的方式進行精加工,可以(yǐ)高效、精準的加工出圓弧螺紋。開粗過(guò)程采用同一層(céng)不斷借刀、在(zài)牙深方向層層(céng)遞減的方式進行削(xuē),工藝(yì)人(rén)員可根據(jù)刀具、工件材質、現場(chǎng)實際切(qiē)削條件,確定最宜的借刀量(liàng)與層深切削進給量,通過數(shù)控程序方便的控製開粗(cū)進程,從而做到減少刀具(jù)磨損,紮刀(dāo)、震刀等現象,延長了刀具的使用壽(shòu)命。
精加工過程可(kě)以通(tōng)過改變圓(yuán)弧擬合的借刀數值方便的控製圓弧螺紋加工表麵的光潔度。在數控程序方麵,以參數化、模塊化、宏程序為基礎,結(jié)合數控(kòng)係統固有指令編製圓弧螺紋加工程序(xù),使程序通用性增強。對於不同(tóng)圓弧螺紋的車削,隻需改(gǎi)變(biàn)程序中的變量參(cān)數即可(kě),大大提高了編程效率(lǜ),使程序具有參數化、模塊化的特點,而(ér)且程序短小簡潔,給程序的傳輸與存儲帶來了(le)很(hěn)大的方便。本文所研究的方法,對(duì)數控車加工圓弧螺紋具有一定的參(cān)考價值,並且方法實用可靠,在 FANUC Series 0iMate-TD 數控係統上車削成功(gōng),可作為生產實用 。
投稿箱:
如果您有機床行(háng)業、企業相關(guān)新聞(wén)稿件發表,或進行資訊合作(zuò),歡迎聯係(xì)本(běn)網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關(guān)新聞(wén)稿件發表,或進行資訊合作(zuò),歡迎聯係(xì)本(běn)網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息
金馬")
業界視點
| 更多
調查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區(qū)金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數(shù)據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本型乘用車(chē)(轎車)產量數據
博文選(xuǎn)萃
| 更多
- 機械加工過程(chéng)圖示
- 判(pàn)斷(duàn)一台加工中心精度的幾種(zhǒng)辦法(fǎ)
- 中走絲(sī)線切割機床的發展趨勢
- 國產數控(kòng)係統和數控機床何去(qù)何從?
- 中國的(de)技術工人都去哪裏(lǐ)了?
- 機械老板(bǎn)做了十多年,為何(hé)還是小作坊(fāng)?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業(yè)大逃亡
- 智能(néng)時代,少談點智造,多談點製(zhì)造
- 現實麵前,國人(rén)沉默。製造業的騰飛,要從機床
- 一文搞懂數(shù)控車(chē)床(chuáng)加(jiā)工(gōng)刀具補償功能
- 車床鑽孔(kǒng)攻螺紋加工方法及工裝設(shè)計
- 傳統鑽削與螺(luó)旋銑孔加工(gōng)工藝的區(qū)別