


五軸加工(gōng)中心上螺紋銑削(xuē)應用技術研(yán)究
2020-9-29 來源: 西安現代控製技術(shù)研究所 作者:張永智,郭穎,孫建邦,郭誌(zhì)偉
摘要:對於螺紋銑削(xuē)來講,其主要是一種通過數控加床加工螺紋的加工工藝,該(gāi)工藝主要是從西方發達國家引進來的,在我國數控機床的發展過程中,加工工藝逐漸地的得到了廣(guǎng)大群眾的認可。現階段伴隨著科學技(jì)術的快速發展,各領域的技術都得到了一(yī)定程度的改革與升級。在此環境中,數控技術方麵的應用範圍得到(dào)了一定程度的延伸,對於螺紋銑削來講,其屬於相對較為重要的一種新型加工的工藝。該加工工藝性(xìng)對與(yǔ)以往的螺(luó)紋加工工藝(yì)來講其在精密程度上(shàng)以(yǐ)及效率(lǜ)上存在一定的優勢,介紹了螺紋銑削加工在(zài)五軸加(jiā)工中心上應用的新方法,不用編寫複雜的宏程序,利用(yòng)相(xiàng)關指令可輕鬆實現對(duì)螺紋的銑削(xuē)加(jiā)工,對實際加工中的問題進行了說明,並上機驗證,有(yǒu)很強(qiáng)的實踐指導性。
關鍵詞:螺(luó)紋銑削;海德漢係統 ITNC530;CYCL DEF 263 指令
1 、螺紋銑削(xuē)加工概(gài)述
傳統的(de)螺紋加工方法主要為采用螺紋車刀車削螺紋或采用絲錐和板牙手工攻、套螺紋,隨著數(shù)控加工技術的發展,使更先進的螺紋加工方式螺紋銑削得以實現。螺紋銑削加工
與傳統加工方(fāng)式相比,在加工精度、加工效率方麵具有極大優勢(shì):
(1)加工時不受螺紋結構和旋向的限(xiàn)製,如一把螺紋(wén)銑刀可加工(gōng)多種不同旋向的內、外螺紋,可加工不(bú)允許有過渡扣或(huò)退刀(dāo)槽結構的螺紋;
(2)螺(luó)紋銑刀的(de)使用壽命長,是絲錐、板牙的幾倍甚至十多倍。
2 、 目的
對於銑削螺紋(wén)而言,由(yóu)於老舊機床(chuáng)普(pǔ)遍(biàn)沒有銑削螺紋指令,所以隻能通過編寫宏程序,按照刀具旋轉一周,軸向下降一個螺距來實現螺旋(xuán)線插補,從而完成加工。目前大多(duō)數教材及資料對於螺紋銑削均是提及此方法。而對於五軸加工機床,尤其是海德漢係統指令的應用(yòng)更是微乎其微,僅停留在培訓教材的程度,對(duì)實際加工的具體指導性更(gèng)是無從談起,作者通過多次上機使用,將其中的問(wèn)題總(zǒng)結歸納,希望能給大家今後的工(gōng)作一個借鑒(jiàn)參考。
3、 方(fāng)法
在海德漢(hàn) ITNC530 係統中,對於(yú)銑削螺紋有專門(mén)的循環指令 CYCL 263,作者實際使用過程中操作簡便,易於(yú)快速實現程序編寫。
3.1 CYCL 263 指令介紹
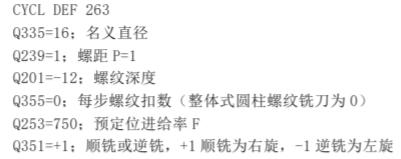
注明:CYCL DEF 263 指令各部分的釋義如上,按照螺紋要求,對照填寫直徑、螺距、深度、旋向、進給率等信息,其(qí)餘(yú)保持默認均可。
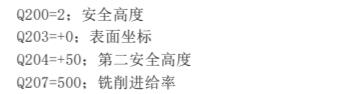
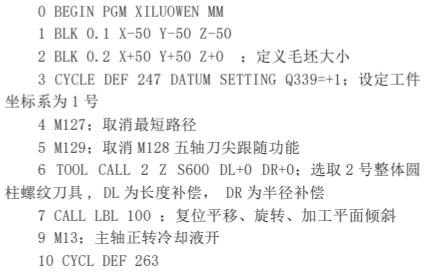
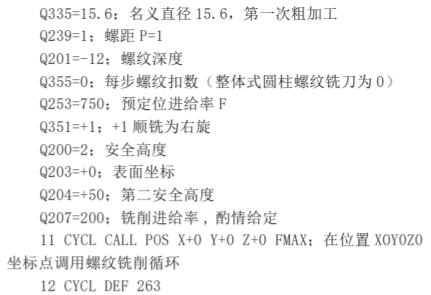
3.2 程序編寫
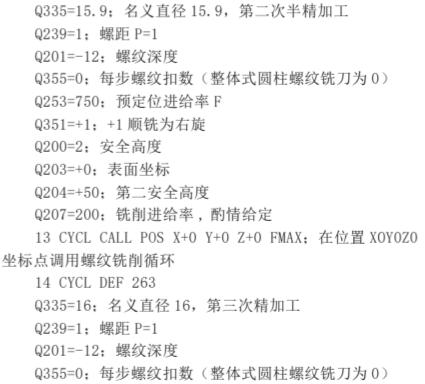
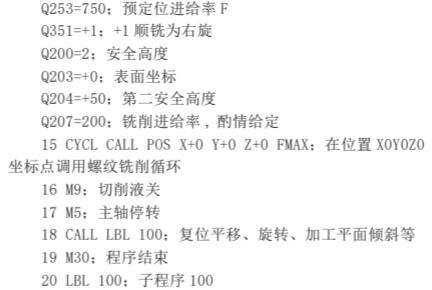
以內螺紋 M16×1,螺(luó)距 P=1mm, 螺紋深度 12mm 細牙為例,螺紋底徑 15.1 已加工好,所采(cǎi)用機床(chuáng)為德瑪吉 DMU80P 五(wǔ)軸加工(gōng)中心,刀具為直徑(jìng) D=10 的整體式圓柱螺紋銑(xǐ)刀,編寫加工程序如下 :
3.3 對程序的幾點說明
(1)螺紋底孔尺寸不能完全依靠(kào)計(jì)算公式,應(yīng)根據具(jù)體情況加工適當,經(jīng)驗公式為 D1=D-(1 ~ 1.3)P( 公稱直徑減去 1 ~ 1.3 倍的螺距 ),直徑小用小值,直徑大用大值。
(2)注意銑削時讓刀現象。為(wéi)避免這一情(qíng)況的產生,螺紋加工(gōng)在(zài)徑向上應分若幹次切削(筆(bǐ)者認為 3 ~ 4 次較為合適),將徑向餘量進行從大到小合理(lǐ)分配,具體做法就是多次調用 CYCL DEF 263 指令,每次(cì)修改 Q335(名(míng)義直徑(jìng))的值即可達到分配餘量的目(mù)的。
(3)對首件的加(jiā)工應采用試切法,通過螺紋量規測量和修改刀具半徑補償 DR 值相結合(hé)的方法,從而達到螺紋尺(chǐ)寸精度要求。
4 、 結語
(1)用海德漢係統螺紋循環指令加工螺紋是一種不(bú)需編(biān)寫宏程(chéng)序的新方法。通過(guò)在五軸加工中心上的應用,使平時較少接觸的指令有了(le)用武(wǔ)之地,使設備的優越性得到了體現(xiàn)。但又不(bú)光限於此係統,也為(wéi)其他具備螺紋銑削指令的設(shè)備提供了新思路。
(2)不用編(biān)寫複雜的(de)宏(hóng)程(chéng)序,編程結構簡單,編輯調整快捷,隻需將指令多次複製、粘貼稍作修改(gǎi)即可。
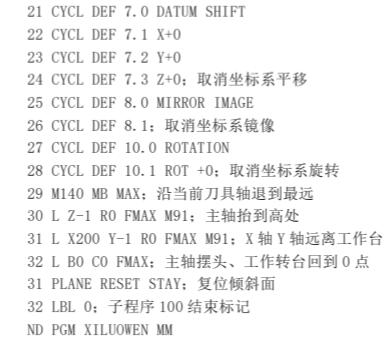
(3)借(jiè)助五(wǔ)軸(zhóu)傾(qīng)斜(xié)麵固定(dìng)軸可實現對特殊位置分布螺(luó)紋的加工,避免做工(gōng)裝、夾具(jù)帶來(lái)的成本浪費。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)
")
業界(jiè)視點
| 更多(duō)

行業數據
| 更(gèng)多
- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分地區金(jīn)屬(shǔ)切削機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月 新能源汽(qì)車銷量情況(kuàng)
- 2024年10月 新能源汽車(chē)產量數(shù)據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年(nián)8月(yuè) 新能源(yuán)汽車產量數據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據