


加(jiā)工中心(xīn)錐度螺紋的(de)編程加(jiā)工技巧(qiǎo)
2020-10-9 來源:太原(yuán)航空儀表有限公司 作者(zhě): 武 凱
摘要: 螺紋加工通常是車床或數控車床(chuáng)完成的機械加工任務但遇到方形或異形零件的螺紋加工數控車就需要借助花盤進行零(líng)件(jiàn)裝夾定(dìng)位或專用(yòng)工裝才能完成加工任務這種方法費用高、 效率低工裝準備時間(jiān)長且有些零件可能都無法(fǎ)通(tōng)過數(shù)控車來完成加工任務如: 當遇(yù)到曲麵異形零件(jiàn)上的螺紋加工就(jiù)不是(shì)花(huā)盤能解決的問題了即便是專用工裝也是不容易辦到的這就需要數控加工中(zhōng)心來完成加工任務。
1、錐度螺紋加工難點
螺紋(wén)形狀大致分為直螺紋和錐度螺紋兩種直螺紋在數控加工中心上比較好實現 是最常用的加工方法 錐度螺紋加工(gōng)在數控加工中心上比較少用到 多數是鉗工借助錐度絲攻進行手工(gōng)攻螺紋加工 這種方法加工效率(lǜ)低 加工精度和表(biǎo)麵粗糙度也較低 且加工出的錐度螺(luó)紋和零件垂直度差 有密封要求的錐度螺紋很難保證精度(dù)加(jiā)工要求 並且加(jiā)工範圍受到螺紋直(zhí)徑的影響大遇到很大的錐度螺(luó)紋時 由於絲(sī)攻的問題無法很快(kuài)進行零件加工(gōng) 絲攻成本高 對鉗工的技術水平要求也很高 效率低 因此就需要在數控加工中心上進行錐度螺紋的銑螺紋加工。
2、 在數控加工中心上加工錐度螺紋方法(fǎ)
在數(shù)控加工(gōng)中心上加工錐度螺紋有三種加工方法: 數控加工中心絲攻錐(zhuī)度螺紋循環加工數控宏程序錐度螺紋(wén)加工借助 CAM 編程軟件進行錐(zhuī)度螺紋(wén)加工。
(1) 數控加工(gōng)中(zhōng)心絲(sī)攻錐度螺紋加工G84 G98 X_Y_Z_ R5 F300(右(yòu)旋螺紋循環)主軸在孔底反(fǎn)轉返回 R 平麵後主軸恢複正轉(zhuǎn)G74 G98 XYZ R5 F300(左(zuǒ)旋螺紋循環(huán))主軸在(zài)孔底正轉返回 R 平麵後主軸恢複(fù)反轉這種錐(zhuī)度螺(luó)紋加工方法采用錐度絲攻利於攻(gōng)螺紋G代碼進行(háng)螺紋(wén)加工。 一般隻適用(yòng)於小直徑的直螺紋和錐度螺紋加工加工質量和表麵粗糙度及精度取決於絲攻的精度ꎮ 螺紋尺(chǐ)寸和精度不好(hǎo)控製
(2) 數控宏(hóng)程序錐度螺紋加工錐度螺紋加工說明: 右旋(xuán)內錐度螺紋中心位置 (X30Y30) 螺紋大段直徑 40mm、 螺距 P = 2mm、 錐度角 12°、 螺紋深度 Z = - 30mm 以及(jí)單刃螺紋銑刀 R = 10mm。
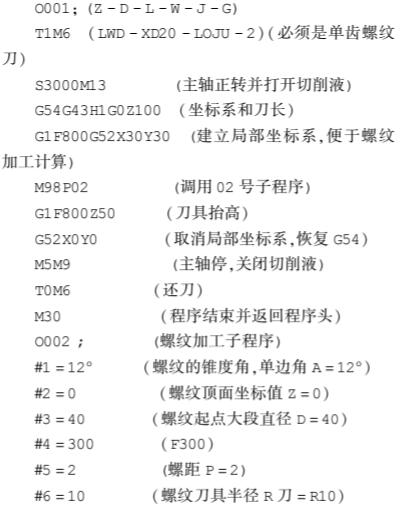
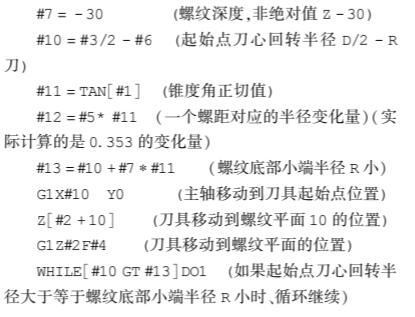
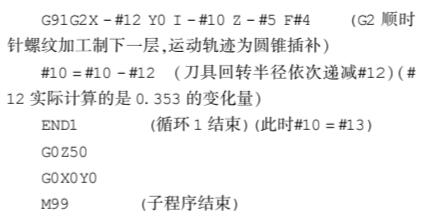
螺紋加工(gōng)宏程序示意如圖 1 所示。 錐度(dù)螺(luó)紋孔加工程序加工效果如圖 2 所示(shì)。
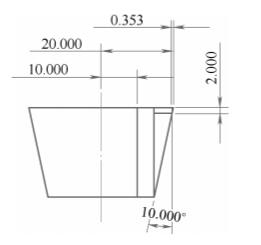
圖 1 螺紋加工宏程序圖示意

圖 2 錐度螺紋孔加工程序加工效果
這種宏程序編程方法可以控製(zhì)錐度螺紋大小尺寸加工效率高尺寸表麵粗糙度高程序可修改參數隨意調整方便快捷但(dàn)程序複雜加工前需要進行(háng)程序驗證。
(3) 借助 CAM 編程(chéng)軟件進行錐度螺紋加工根(gēn)據設計要求進行錐度建模保證大端或小端尺寸(cùn)及錐(zhuī)度尺寸要求依據零件螺距(jù) P 的技術要求畫(huà)左旋或右旋螺旋(xuán)線ꎮ進行螺旋(xuán)曲線投影到錐度
模型上形成錐(zhuī)度螺旋(xuán)線ꎮ進行錐度螺紋加工設置螺紋刀具、 轉速根據固定輪廓銑的曲線進(jìn)行曲線驅動加工進行錐(zhuī)度螺紋(wén)加工編程操作通過後處(chù)理形成 G 代碼完成錐度(dù)螺(luó)紋加工如圖 3 所示。
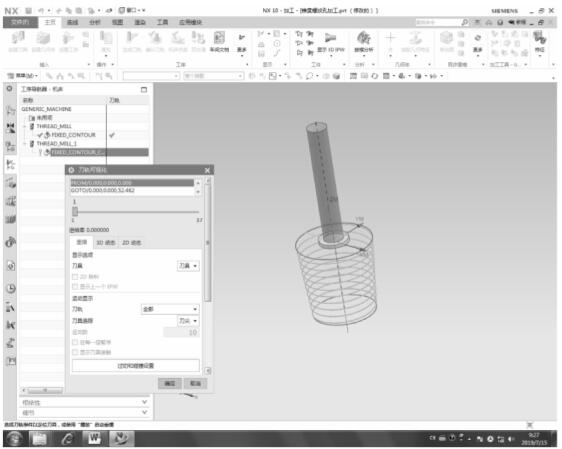
圖 3 通過軟件編程的內錐度螺紋加(jiā)工
3、結語
加工中心加工異形零件上的螺紋效率高可以一次裝夾加工多個形狀和多個孔位的螺紋省去大量的(de)工裝夾具(jù)成(chéng)本和裝夾校正(zhèng)時間效率非常高對加工大(dà)螺紋異形零件是非常好的加工方法。
投稿箱:
如果您有(yǒu)機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息

業界視點
| 更多(duō)
牌調查")
行業數據
| 更多
- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削(xuē)機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基(jī)本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車(chē)產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸(zhóu)承出口情況
- 2024年10月 分地區金屬切削(xuē)機床產量數據
- 2024年(nián)10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機(jī)械(xiè)加工過程圖(tú)示
- 判斷一台加工中心精度的(de)幾種辦法
- 中(zhōng)走絲線切割機(jī)床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術(shù)工(gōng)人都去哪裏(lǐ)了?
- 機械(xiè)老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智(zhì)造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從(cóng)機床(chuáng)
- 一文搞懂(dǒng)數控車床加(jiā)工刀具補(bǔ)償(cháng)功能
- 車床鑽孔攻螺(luó)紋加(jiā)工方法及(jí)工裝設計
- 傳統鑽削與螺旋銑孔加工工藝(yì)的區別