


分步體對角線誤差(chà)辨識及空間誤差(chà)補(bǔ)償
2018-3-9 來源:同濟大學中德學院 . 沈陽機床研究院 作者:樊留群 張潔 虞敏 趙建華
摘 要: 基於分步體對角線(xiàn)的誤差測量方法是一種快速、高效(xiào)的測量方法. 提出一種基於該測量方法的誤差元素辨識算法,該算法對現有的(de)分步體對角線(xiàn)誤差辨識算法(fǎ)做(zuò)了修正,並根據辨識出的(de)誤差對機床進行空間誤差補償,經過實際機床的測試驗證,證明該方法(fǎ)的正確性和有(yǒu)效性(xìng).
關鍵詞: 分步體對角線(xiàn)測量法; 誤差(chà)辨識; 空間誤差補償
0 引 言
機床的各種誤差最終反映為刀具中心點的空間軌(guǐ)跡與理(lǐ)論空間軌跡的差別 這 一空間誤差由(yóu) 4 部分組成.
1) 在無負荷或精加工條件下機床(chuáng)的幾何 / 運動誤差(chà).
2) 由機床內部熱源和環境溫度(dù)變化而造成的熱誤差,
3) 由切削力和慣性力引起(qǐ)的動態誤差(chà).
4) 與夾具和裝夾有關的誤差.
這 4 種(zhǒng)誤差並非完全孤立的,相(xiàng)互有一定的關聯,其中幾(jǐ)何(hé)/運(yùn)動誤差的測量(liàng)、分析與補償是研(yán)究(jiū)機床加(jiā)工誤差的基礎,現代(dài)數控(kòng)係統不僅實現了單軸螺距誤差補(bǔ)償,像西門子等高檔數控係(xì)統(tǒng)還實現了空間誤差補償.
1 、分步體對角線誤差辨識算(suàn)法
分步對角(jiǎo)線(xiàn)測量法是獲取機床空間誤(wù)差(chà)的快速有效 的方(fāng)法,在《數控機床誤差實(shí)時補償技術》和《數控 機床誤差補償關鍵技術(shù)及其應用(yòng)》中給出了分步對角線測量法的詳(xiáng)細推導過程,但在(zài)實際測試(shì)並根據此方法進行補償時,補償(cháng)效果不(bú)理想。
本文根據分步對角線測量方法,重新推(tuī)導了誤差元素辨識算法,提出了分(fèn)步體(tǐ)對角線誤差補償算法公(gōng)式(shì),並在實際中獲得了很好的補償效果.
1. 1 分步對角線測量法原理
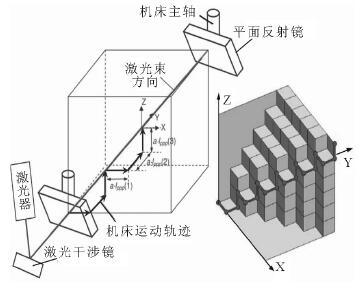
美國光動公(gōng)司提出了基於多普勒位移測量(liàng)儀(yí)和向量測量技術的“分步空間對角線測量法”,其原理是分步測量機床加(jiā)工空間的 4 條體對角線,也就是由測量起始點起,分步地移動(dòng)一個控製軸,每次的移動軸(zhóu)依 X → Y → Z 的(de)順序進(jìn)行移動與暫停(tíng)( 獲取坐標位置用) ,機床部件的運動是斷續的、且其軌跡與激光束不平行(háng),但最(zuì)終抵達(dá)對角線的終點將這些對角線分別記為 PPP,NPP,PNP,PPN其中(zhōng) P 表示正方向,N 表示負方向,PPP 表示沿 X,Y,和 Z 軸(zhóu)的(de)正方向運動. NPP 表示沿 X 軸(zhóu)負(fù)方向、沿 Y 軸和 Z 軸的正方(fāng)向運動. 具體的操作如下: 先校準激光束的方(fāng)向,使之平行於體對角線方向; 將反射鏡通過(guò)磁(cí)性座安裝在主軸上,然後(hòu)就可分別沿指(zhǐ)定方向( X 或 Y 或 Z 方向) 移動運動軸,並在對角線上測量運動距離. 以 PPP 方(fāng)向對角線為例,運動軸首先從(cóng)起點 O 開始沿 X 正方向(xiàng)運動到達頂點 1,測量沿對角線 PPP 方向移動的距離; 再沿 Y 正方向運動到達(dá)
2 並測量運動(dòng)距離; 最後(hòu)沿 Z正向移動到(dào)達 3 並測量運動距離,同理,對其餘三條對角線進行測量.
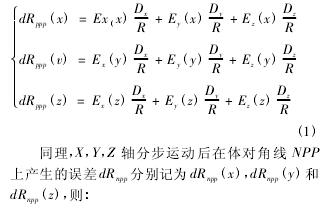
1. 2 參考文(wén)獻中分步對角(jiǎo)線測量法的誤差辨識算法(fǎ)在(zài)分步體(tǐ)對角線測量過程中,X,Y,Z 軸分步(bù)運動後在體(tǐ)對角線 PPP 上產生的誤差 dRppp分別記為dRppp( x) ,dRppp
( y) 和(hé) dRppp( z) ,Ey( x) 表示沿括號中的軸(zhóu)( x) 方向運動在(zài)下(xià)標( y) 軸方向引(yǐn)起的(de)誤差 . 根據參考文獻《數控機床誤差實時(shí)補償技術》則有下式:
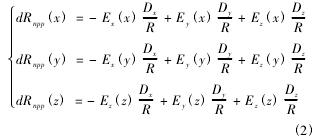
同理,在也(yě)可求出另外兩(liǎng)條對角線上產生的誤差,最後求解出各坐標軸在 x,y 和(hé) z 方向產生的誤(wù)差:

1. 3 分步對角線測(cè)量(liàng)法的誤差(chà)辨識算法修正說(shuō)明(míng)在公式推導中,公式 ( 1) 中(zhōng)的 Ex( x) ( 記為(wéi):
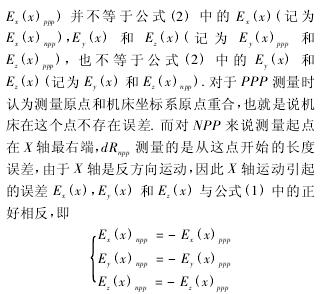


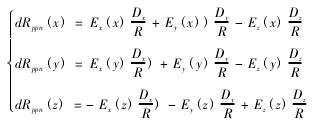
聯立上述 12 組(zǔ)公式,可得出(chū)基於分布體對角(jiǎo)線測量方法的誤差元素求解公式(shì):

2 、修正算法的實驗驗證
為了驗證本文提出的算法的正確性和有效性,基於(yú)沈陽機床的 VMC0656 加工中心,采用分(fèn)步體對角線方法對機床進行測量(liàng),然後按照本文修正(zhèng)算法進行誤差辨識,並采用空間誤差補償將補償值加載到 VMC0656 的控製器沈陽(yáng)機床自主開(kāi)發的 I5數控係統中,然後進行測量. 為了進一(yī)步(bù)進行驗證還分別進行了單軸螺距誤差的測量(liàng)與補償以及混合(hé)補償( 定(dìng)位誤差采用單軸螺補,直線度誤差采用(yòng)分步體對(duì)角線測量方法得到的補償值) ,補償後在進行測量,並計算了這幾種(zhǒng)方法的方差. 表 1 和圖4 是 Y 軸的實驗結果,
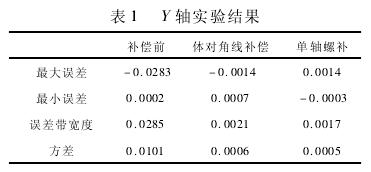
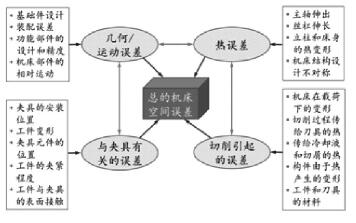
圖 1 機床 Y 軸補償實驗結果
表 2 Z 和圖 2 為 Z 軸(zhóu)實驗結果(guǒ)
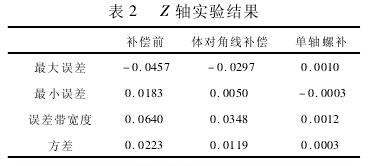
圖(tú) 2 機床(chuáng) Z 軸補償實驗結果
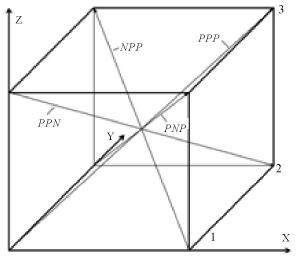
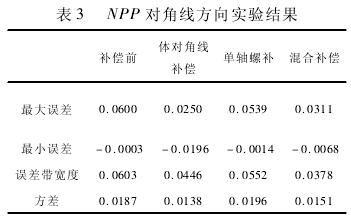
圖 3 NPP 對角線(xiàn)方向實驗結(jié)果
表 3 和圖 3 為 NPP 對角線方(fāng)向實驗結果
3 、結 論
在分步(bù)體對(duì)角(jiǎo)線測量方法(fǎ)及誤(wù)差元素(sù)辨識(shí)算法基礎上,提出誤差辨識算(suàn)法,實驗數據證(zhèng)明該算法能較好的對機床空間誤差進行補(bǔ)償. 從測量(liàng)結果可以看出,體(tǐ)對角線補償方法雖然在單軸定(dìng)位誤差方麵(miàn)沒有單軸螺距誤差補償精度高(gāo),但綜合定位誤差和直線度誤差的(de)空間誤差補償方麵,體對(duì)角線(xiàn)方(fāng)法的(de)效果最好。
投稿箱:
如果您有機床(chuáng)行(háng)業、企業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係(xì)本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行(háng)業、企業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係(xì)本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
調查")
行業數據
| 更多
- 2024年11月 金屬切削機(jī)床產量(liàng)數(shù)據
- 2024年(nián)11月 分地區金屬切(qiē)削機床產量數據
- 2024年(nián)11月(yuè) 軸承出口情況
- 2024年(nián)11月 基本型乘(chéng)用車(轎車)產(chǎn)量數據
- 2024年(nián)11月 新能源汽車產量數(shù)據
- 2024年11月(yuè) 新(xīn)能(néng)源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年(nián)10月(yuè) 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產(chǎn)量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多(duō)
- 機械加(jiā)工過程(chéng)圖示
- 判斷一台(tái)加工(gōng)中(zhōng)心精度(dù)的幾種辦法
- 中走(zǒu)絲線切割機床的發展趨勢
- 國產數控係統和數控機床何去何從(cóng)?
- 中國的技術工人都去哪(nǎ)裏了?
- 機械老板(bǎn)做了十多年,為何還是(shì)小作坊?
- 機械行業最新(xīn)自(zì)殺性營銷,害人害己!不倒閉才
- 製(zhì)造業大逃亡
- 智能時代,少談(tán)點智造,多談點製造
- 現實麵前,國人沉默(mò)。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽(zuàn)孔攻(gōng)螺(luó)紋加工方法及工裝設計
- 傳統鑽削與螺旋銑(xǐ)孔(kǒng)加工工藝的區別(bié)