


基於多傳感器的高速 CNC機床集成監控係統設計
2018-1-22 來源:旅遊職業學院信息工程 鄭州旅遊職業學院 作者:王珂 陳婉
摘要:複雜工況對於高速(sù) CNC機床加工的精度以及其(qí)安全都有很大的影響,因此要設定檢測參數(shù)閥值,通過檢測數據預期對比來判斷加工工況是否安全。設計了基於多傳感(gǎn)器技(jì)術的高速 CNC 機床集成(chéng)監控係統,對該係統(tǒng)的工藝進行了設計,同時還設計了係統硬件以及開(kāi)發(fā)了 PLC 軟件程序,另外對傳感器選型進行了說明,並且完成多傳感器與840D/828D 數控係統的(de)無縫銜接。最後通過(guò)實際試驗證明了(le)該監控係統提高了高速 CNC機床在複雜工況下工作的安全性以及生產(chǎn)過程的(de)可控性,同時使得生產(chǎn)產品質量以及其效(xiào)率得到了保障。
關鍵詞:高速車削;工況預測;集成監控;多傳感(gǎn)器
可靠 的 工 況 狀(zhuàng) 態 是 高(gāo) 速 CNC 機 床 的 生(shēng) 產 效率、加工產品質量以及設備安全性的重要保障。因為高速 CNC機床加工(gōng)的過程具有柔(róu)性化及動態化等特點,所以加工過程及其運(yùn)行狀態的監控均包含有明顯(xiǎn)的複雜性[1-3]。盡管我國當前自主研製的機床的定位及反複定位精度已經很高,但是由於加(jiā)工的過程很複雜,同時伴隨有振動、刀具損耗和熱(rè)力耦合變形等要素影響,從而致使生產精度及穩定性(xìng)等特(tè)性降低,所以生產過程的穩 定性及可 靠性、產品質(zhì)量及生產效率等方麵和先進國 家還有很大的距離[4-5]。實(shí)際生(shēng)產過程(chéng)中,由於工藝參(cān)數(shù)的合理選擇(zé)、切削振動、刀具磨損、受熱變形(xíng)等諸多(duō)影響因素致使加工成(chéng)品與(yǔ)理論模型之間(jiān)存在誤差,設(shè)備性能(néng)的發揮(huī)和(hé)壽命的保障(zhàng)、加工效率和成本等都是需要考慮的因素(sù),這些都(dōu)離不開加工過程監測技術。對加工裝備和加工過程的監控可以(yǐ)有 效保證(zhèng)產品的最終加工精度及(jí)全麵掌握機床運行 過程中各單元的運行狀況,提高(gāo)機床工作性能,消除廢品的產生、降低成本。監控技術 可以(yǐ)提 高加工過程 的可(kě)靠性和可控性,要提高加工穩定(dìng)性 和 可靠性、加工質量和(hé)加工效率,不但(dàn)要加強機床設計和工藝的基礎研究(jiū),還要善於運用現代化的計算機技術和(hé)信息化技術(shù)和監控手段,增強加工裝(zhuāng)備和加工過程的感知和控製功能。
機床和加工過程(chéng)的監控技術是獲取信息、發現問題和解決問題的途徑,是實現數字製造、智能(néng) 製造的前提和基礎,是(shì)進(jìn)行高效、高質、安全、可靠 加工的有利保障,隻有對機床、刀(dāo)具和加(jiā)工過(guò)程進行監測,才(cái)能獲知(zhī)設備和過程狀態信息,從而據(jù)此進行智能優化控製,所以說先進(jìn)的(de)監控技術是(shì)實現智能製造和使(shǐ)機床(chuáng)變聰明的基礎和唯一可行(háng)的(de)途徑。因此本文設計了基於多傳感器技術的高速 CNC 機床集成監控係統,對複雜工況進行實時監控,對加(jiā)工質量進行全程的控製和評測。
1 、集成監控係統工藝設計
高速 CNC機床複雜工(gōng)況下(xià)集成監控係統工藝流程(chéng)見圖1,在加工開(kāi)始之前,利用(yòng)虛擬測試過程(chéng)實現每一項代表性工況的檢測工作並將其特性保存至數據庫,同時作為工況(kuàng)的辨別以及其參數優化的參考依據。
多傳感器的監控將涉及全部(bù)生產(chǎn)過程,針對如碰撞、刀具破(pò)損、崩刃、超(chāo)載及顫(chàn)振等突發性事故完成實時(shí)檢測甄別(bié),然後動態(tài)檢測刀具的損耗程度以及(jí)切削的振動狀態,當檢測到刀(dāo)具損耗時開啟機器(qì)視覺過程以此來確定其損耗程度,在線檢過程完成主要節點以及加工結束的(de)檢測,以此(cǐ)來確保生產質量。
該集成監控 係統利用數控係統(tǒng)實現對複雜工況的控製,將測頭及 CCD 看成刀具安設在對應的位(wèi)置,利用數(shù)控程序及機床自身的 工作實現其檢測(cè),因此該集成監控(kòng)係統不僅僅含有對(duì)硬件的集成而且還有對軟件的集成。
2 、監控係統設計
將(jiāng)檢測到的主軸電 機功(gōng)率(lǜ) 信號及(jí)切削振(zhèn)動信實時傳輸(shū)到840D/828D 數控係統及上位機,並且通過840D/828D HMI R 變 量 模 式 可 以 對 保 存 在200~203範(fàn)圍內的檢測數(shù)據進行實時(shí)查看,同時利用數控係統實時處理檢測數據並 實行(háng)對應的控製步驟,然後利用上位(wèi)機監(jiān)控界麵實(shí)現對檢測數據的實時顯示(shì)。
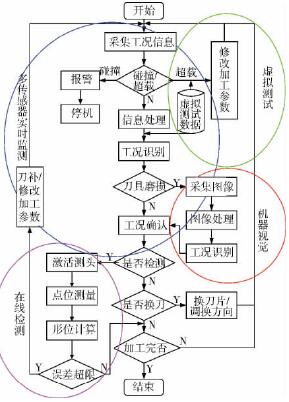
圖(tú)1 集成監控係統工藝設計
2.1 傳感(gǎn)器選型
傳感器的選(xuǎn)型包 括加速度傳 感 器和功率傳感器,如表1所示。
2.2 硬件設計
利用嵌入式監控 係統實現各 硬 件接口即加速度、電機電流(liú)及溫度等信號接口的(de)數據采集以及傳送[6],監控係統結構原(yuán)理(lǐ)見圖2。
表1 傳感器參數及安裝位置

加(jiā)速度傳感器的信號輸出運(yùn)用4線製連接到前(qián)置專用信號(hào)采集模塊 CS2ACSF/CS2ACPW 將其轉變(biàn)成以太網信號(hào)輸出再連接(jiē)到嵌入式監控係統的以太網接口[7],從而完成檢(jiǎn)測數據采集,其采集的頻率是10Hz;同理功率傳感器的信號輸出運用5線製(zhì)連接到前置專(zhuān)用(yòng)信號采集模塊 CS2ACPW 轉變成以太網信號輸出再連接到嵌入式監控係(xì)統以太網接口,從而完成檢測數(shù)據采集(jí),其采集的(de)頻率是10Hz。
2.3 監控係(xì)統軟件設計
依據非正常工況 的急迫程(chéng)度 來 設定其優先等級,該集成監控係(xì)統按照工況的優先等(děng)級從高到(dào)低的次(cì)序往(wǎng)複掃描,同時自 動采 用相(xiàng)應的應對方法。設(shè)定最高優先等級(jí)的工況是超載、超限等可能致使嚴(yán)峻事故(gù)或者損傷(shāng)設備的狀況,如果檢測到(dào)振動或者(zhě)功率(lǜ)超(chāo)越設定的最高閥值,同時連續時間超越設定最高時(shí)間,那麽係統將鳴(míng) 起(qǐ)警笛並照亮警燈,與此同時係統對該報警進行 記錄存檔。
依據每一道加工工序條件以及係統的規(guī)定範(fàn)圍設定(dìng)各自的最高閥值及其連續時間。設定 像發生刀具毀損或碰撞等(děng)緊急(jí)事件時的連續時間通常小於等於15ms,從而保證(zhèng)在(zài)沒有導致(zhì)設備損傷之前啟動報警係統同時實施相應措施;設定(dìng)像刀具磨損等非緊急事件(jiàn)時的連續時間適宜延長60~90ms。
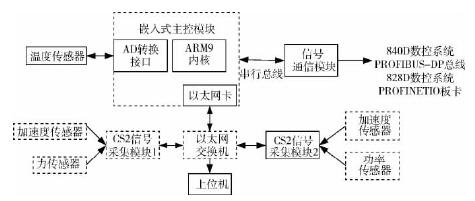
圖2 監控係統結構原理圖
2.4 PLC開發程序設計
通過 PLC自(zì)動(dòng)控製集成監控係(xì)統的運行,其部分 PLC開發程序見(jiàn)圖3。
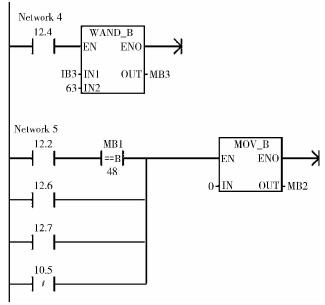
圖3 PLC開發(fā)程序
2.5 與 CNC的無縫銜接設計
通過運用840D/828D 擴展接口(kǒu)編輯集成監控HMI窗口實現與 CNC 的無縫集成。首先,設計自動及程序兩種(zhǒng)方(fāng)式啟(qǐ)動集成監控係統界(jiè)麵,其相應的配置(zhì)文件是 MA_AUTO.COM 及 PROG.COM,其存儲 在 PCU50 的 硬 盤 中 且 保 存 路 徑 是:\DH\CUS.DIR\;其次創建界麵顯(xiǎn)示文本:設定界麵文本保(bǎo)存文件名是 ALUC_XX,存儲路徑是:\OEM\,文本代碼區間85000~89899;第三,設計編程各界麵中的水平(píng)及垂直方向各8個(gè)軟鍵,實現界麵的跳轉;第四,設計開發的集(jí)成監控係統集成在 HMI界麵的 HEBUT 軟 鍵 中,點 擊 HEBUT 軟(ruǎn) 鍵(jiàn) 進 入 高 速CNC機床集成監控(kòng)係(xì)統界,采用 PROFIBUS 總線實現其間的通訊工作。通過軟硬件上的集成,完成了監(jiān)控係(xì)統與 CNC的無縫銜接。
3 、試驗結果
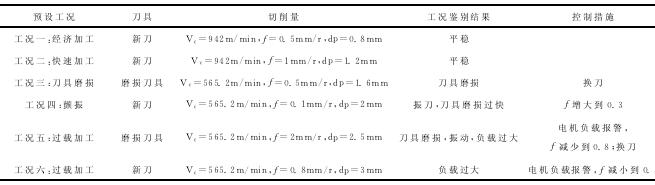
HTC2550hs高速數(shù)控車削(xuē)中(zhōng)心,數控係統西門子828D 係列,選取加工直徑是600mm 的45鋼棒料,主軸的 轉速、電機 功(gōng)率及最高 扭 矩分別是 0~6000轉、20.5/15kW 及162N·m,X 軸(zhóu)及 Z軸的移動 速 度 和 進 給 電 機(jī) 功 率 分(fèn) 別(bié) 是 60m/min 和4.71kW,Z軸(主(zhǔ)軸)、X 軸的最高進給抗力分別是1290N、1720N,人為 設 定 六 種 不 同 的 工 況 條(tiáo) 件,其試(shì)驗結(jié)果見表2。對於(yú)預設的(de)過載、碰撞、顫振、刀具嚴重磨損的異常工況識別和處 理(lǐ),不(bú)同級(jí) 別 的警報響起,警燈點亮,並記錄下此時(shí)的最(zuì)大值和持(chí)續時間。
多傳感器監測到刀具磨(mó)損時(shí),會(huì)調用基於機器視覺的刀具狀(zhuàng)態診斷功能。由(yóu)於環境噪聲、毛胚或材料的瑕疵可能造(zào)成(chéng)的傳(chuán)感器(qì)誤報(bào),會導致錯(cuò)誤的控(kòng)製決策,所以(yǐ)采用多傳感器(qì)實時(shí)監控與(yǔ) CCD 分時監控手 段,確 保 刀 具 工 況 及 時 準 確 的 識(shí) 別 與(yǔ) 控製。確認為(wéi)磨損狀態後,以(yǐ) PLC 變量的(de)方式反(fǎn)饋換(huàn)刀信息和(hé)刀補值。
根(gēn)據(jù)試驗(yàn)結果說 明該集成監 控 係統能夠及時(shí)精確的(de)鑒別(bié)高速 CNC 機床 的 各(gè)種複雜(zá)工 況,並且根據工(gōng)況(kuàng)界別結果做出對應的控製措(cuò)施。
表2 六種工況及相應的識別結(jié)果與應對措施
4 、結 論
基於多 傳 感 器 的(de) 高 速 CNC 集(jí) 成 監 控 係 統 不僅提升了 加 工 過 程(chéng) 的 可 靠 性 及 可 控 性,而 且 還 提升了其(qí)穩定性以及加工質 量與(yǔ)效率。同時用(yòng)戶可以很簡單、方便(biàn)、直觀的運用該係統,在很大程度上提高了 其 對 複 雜 工 況 的(de) 預 測 感(gǎn) 知 能 力 以 及 監 控能(néng)力。
投稿箱:
如果您有機(jī)床行業、企業相(xiàng)關新聞(wén)稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企業相(xiàng)關新聞(wén)稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相(xiàng)關(guān)信息
州金馬")
業界視點
| 更多
調(diào)查")
行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床產量(liàng)數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽(qì)車(chē)產量(liàng)數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出(chū)口(kǒu)情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽(qì)車銷量情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據