


CNC 係統加減速控製對機床(chuáng)結構的影響研究
2018-2-9 來源(yuán):重慶(qìng)工程職業技術學(xué)院 沈陽高精 作者:胡(hú)韶華 趙超純
摘 要: 機床振動是影響機床壽命和性能的重要因素之(zhī)一,加減速運動是在運行(háng)過程中激(jī)發數控機(jī)床振動的重要(yào)來源,因此研究數控係統( CNC) 加減速控製對機(jī)床結構的影響是很重要的。首先建立了(le)切削力和運動之間關係、機床振動與加減速控製的關係(xì),然後通過對加速度信號(hào)的譜分析(xī),發現(xiàn)直線型加減(jiǎn)速控製中方(fāng)波型加速度信號的帶寬較寬,而 S 型加減速控製(zhì)中梯形波(bō)加速度信(xìn)號是一個(gè)帶通濾波(bō)器激發機床,闡明(míng)了方波型加速度信號是激發機床模態振(zhèn)動的根本原因。最(zuì)後在數控銑床V600 上的試驗結果表(biǎo)明,直線型加減速(sù)控製引起的機床振動在(zài)模態 17. 5、29、38. 2、43. 3 Hz 是 S型加減(jiǎn)速控製的 220%、300%、250%、333%.
關鍵詞: 數控機床; 可靠性; 振動(dòng); 加(jiā)減速控製
張(zhāng)根保教(jiāo)授根據產品可靠性的定義給出了機 床可靠性的定義(yì): 數控機床(chuáng)在規定(dìng)條件下,在規(guī)定的時間(jiān)裏完(wán)成規定的功能。在衡量數控機床的可靠性時,“規定的條件”就是機床在設計時確定的(de)產品使(shǐ)用環境和(hé)工作條(tiáo)件,一般包(bāo)括加工尺寸、切削用量(liàng)、切削功率、使用環境條件、加工材料等; “規(guī)定(dìng)的(de)時間”指(zhǐ)的是設計確定的運(yùn)行壽命,也可以是機床大修前的年限,還可以是可靠性考核時確定的任何年限; “規定的功(gōng)能”是指(zhǐ)機(jī)床設計時確定的功能(néng)。
其中,機床(chuáng)振動是(shì)影響機床壽(shòu)命( 包含精(jīng)度壽(shòu)命) 和功能的重要因素之一。在使用過程中,引起機(jī)床振動的原因很多,一般認為數控機床振動的內部振源主要(yào)來自不平衡運動的旋(xuán)轉件、附(fù)件(jiàn)的振動(dòng)和自激振動,其中影響最大的是主軸部件和被加工工件的不平衡運動,但是這些振動大都源於機床自(zì)身結構或(huò)者周期性外力所(suǒ)致,可以通過(guò)優化(huà)設計機床,正確選擇工藝參數(shù)和增加隔離裝置等措施來(lái)消除或(huò)減小。
但是,加減速控製,尤其在軌跡曲率(lǜ)變化頻(pín)繁的加工時,引起的機床振動具(jù)有隨(suí)機性、衝擊(jī)性等特點,難以通過改變機床結構、優化工(gōng)藝等(děng)方法來減小(xiǎo)或者消除。加減速控製是為了保證(zhèng)機床在啟動或停止時不產生衝擊、失步、超程或振(zhèn)蕩(dàng),必須設計專門的加減速控製規律,使加給電動機的輸入( 脈衝頻率或電壓) 按照這(zhè)個規律變化,從而使機床在各種加工作業(yè)的情況下(xià)都能快速準確地停留在給定的(de)位置上,這種(zhǒng)控製稱為加減速控(kòng)製。
加減速控製是數(shù)控係統的核心技術,主要(yào)有直線型加減速(sù)控(kòng)製、S 型(xíng)加減速控(kòng)製、指數型加減速控製等方法,采用不同的加減速控製方法引起機床的振動不(bú)同(tóng)。目前研究大都集中在加減速控製方法與實現等方麵。不同加減(jiǎn)速控製對(duì)機床振動及機床結構的影響機理和(hé)程度尚未得到(dào)深(shēn)入研究。
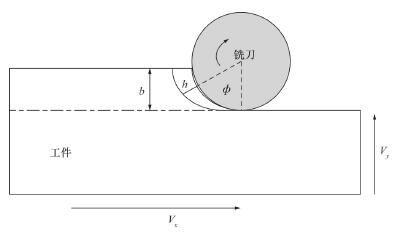
圖1 立(lì)銑的切削運動示意(yì)圖
本文首先通過對加(jiā)減速控製引起機床振動的機理分析,得到不同加減速控製的加速度(dù)信號具有不同頻譜,說明了直線型加減速控製(zhì)更有可能激發機(jī)床的固有頻率; 然後通過在相同加工條件下,采用不同加減速控製方法的切削(xuē)實驗檢測機床的振動(dòng),實驗結果表明,直線型加減速控製較 S 型加減控製更易(yì)激發機床的多階模態。
1 、加減速控製引起機床振動的機理分析
1. 1 切削力與進給速度的關(guān)係
不失一般(bān)性,以立銑為例(lì)分析(xī)力和運動(dòng)之間的關係,由文獻可知:
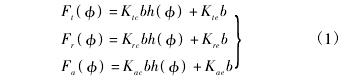
式中: b0、h0是理想切削寬度和切削厚度; Δvx、Δvy是插補周期的速度變化量(liàng); T 是數控係統的插補周期。由式( 1) 、( 2) 可得:
1. 2 加減速控製( 加速度) 與機床振動(dòng)
加減速的控製是數控係統(tǒng)的(de)核心,也是保證加工(gōng)質量和(hé)減小機床(chuáng)振動(dòng)的核心技術。加(jiā)減速控製主要有: 直線型加減速控製、S 型加減速控製,三次樣(yàng)條加減速控製等等,其本質都是對速度變化的控製及加速(sù)度的控製。
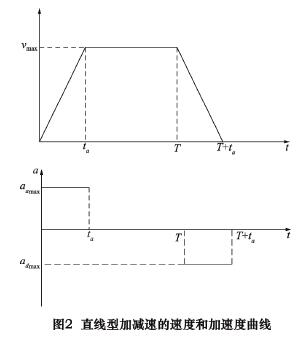
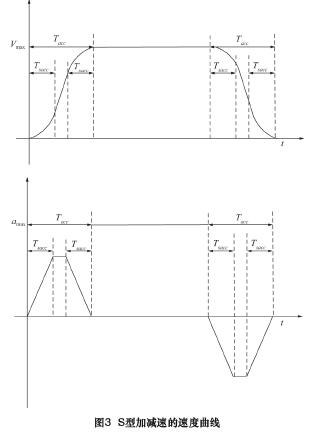
現以直線型加減速控製和 S 型加(jiā)減速為例分析加減速控製對(duì)機床振動的影響。直線型加減速(sù)控製和 S 型加減速控製的速度變化和減速度(dù)變化分別(bié)如圖(tú) 2 ~ 3 所示。可以看出,直線型加減速控製、S 型加減速(sù)控製方法分(fèn)別產生(shēng)出現方波型加速度、梯形波形減(jiǎn)速度,也意味著在任意加減速瞬間將有一個方波形和梯形作用力作用於刀具及機床上(shàng)。
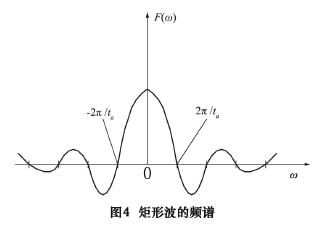
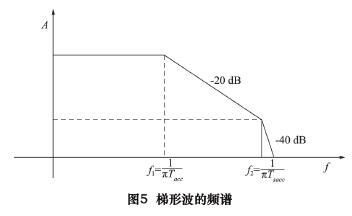
由信號處理相關知識可得方波和梯形波的頻譜分別為
式中: ta為直線型加速(sù)度時間; Tacc、Tsacc分別為 S 型加速時間和加加速(sù)時間。由信號處理知(zhī)識可知,矩形波( 圖 4) 為無窮(qióng)多個奇數次諧波組成,周期越短,帶寬越寬; 梯形波( 圖(tú) 5) 的頻(pín)譜隨著頻率的平方迅速衰減,為一個(gè)帶(dài)寬略大於上升頻率(lǜ)的帶通(tōng)濾波器。
直線型加速時間越短,越頻(pín)繁,引起機床振動的頻(pín)率範圍越寬,當加減速時間接近於 0 時,可以看成脈衝信號,所(suǒ)有頻率都將被覆蓋,即可能激發所有機床部件的振動模態,這對(duì)於機(jī)床而言都是不利的,後文通過實驗來說明兩種不同加減速控(kòng)製(zhì)引(yǐn)起機床振動模態的不(bú)同(tóng)。
2 、實(shí)驗研究
由上節分析可知,直線型加減速會激發機床更寬(kuān)固有(yǒu)頻(pín)率範圍內的機床部件的振動,而 S 型加減速隻可能激發部分範圍內固有(yǒu)頻率(lǜ)的機床部件的振動(dòng)。實驗設備及相關參數說明如下:
( 1) 實驗設備參數。實驗(yàn)在一台數控銑床 V600( 由南通(tōng)機床製造) 進行試驗,數控(kòng)係(xì)統(tǒng)配置為沈陽高精數控智能技術股份有限公司開發的 GJ400 係統。
該係統(tǒng)內置(zhì)有直線型加減速、S 型加減速等多種速度控製算法,加減速參數可以設置為(wéi)表 1。( 2) 實驗材料及工藝(yì)參(cān)數。加工的試(shì)驗工件如(rú)圖(tú)6 所示,其槽寬 10 mm,槽深度為(wéi) 0. 2 mm,實驗材料和工(gōng)藝參數見表 2。( 3) 振動測試設備說(shuō)明(míng)。振動信號采(cǎi)集(jí)係統(tǒng)用 NI數據采集機箱 c DAQ - 9174,高性能振動信號采集卡NI 9234,振動傳感(gǎn)器 780985,軟件用 LABVIEW 自行開發。
實(shí)驗(yàn)分為兩大部分進行,一部分對機床進行振動模態(tài)實驗,了解機床的主要結構的振動特性; 第二部分是通(tōng)過采用不同加減速控製算法對機床結構的影響。( 1) 機床模態實驗。需要對(duì)機床的振(zhèn)動(dòng)模態進行分析,由於對(duì)銑(xǐ)床性能和壽命影響較大主要是主軸和工作(zuò)台的振動,所以對 V600 的主軸部件和工作台(tái)進行模態測試。
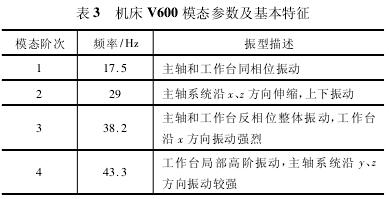
通過衝(chōng)擊錘實驗測(cè)試和軟件分(fèn)析,實驗結果如表 3 所示。該機床主(zhǔ)軸和工作台的主要模態分別在 17. 5、29、38. 2、43. 3 Hz。如果有外界力(lì)激發(fā)這些模態發生(shēng),就會對主軸(zhóu)和工(gōng)作台的結構有破壞(huài)作(zuò)用,其中(zhōng) 38. 2 Hz 是主軸和工作台反相位振動,還對加工(gōng)質量有不利影響。
( 2) 加減速對機床結構的影響實驗。在實驗過程中( 實驗工藝參數見(jiàn)表 2) ,主(zhǔ)要采集 3 個軌跡轉彎中的振動信號( 振動信(xìn)號(hào)采集頻率(lǜ) 1 024 Hz) ,減(jiǎn)速控製對機床(chuáng)結構的(de)影響會(huì)明顯體現(xiàn)出來,因為在直線加工段的加工速度不變; 同時需要注意的是,在銑刀進入(rù)和退(tuì)出切削瞬間的數據要去除(chú),這是因為在(zài)進入和退(tuì)出切削時(shí)間,切削力(lì)呈現脈衝或者短時方波狀態,和加減速控製產生的(de)方波混合,無法區別減速控製(zhì)帶來的影響。
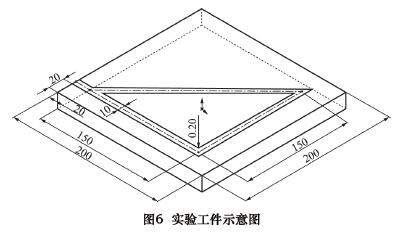
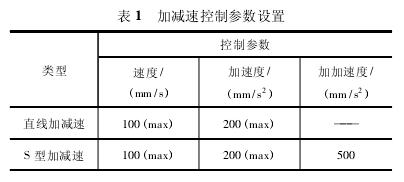
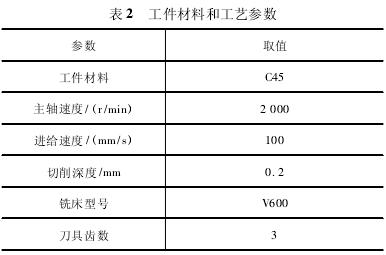
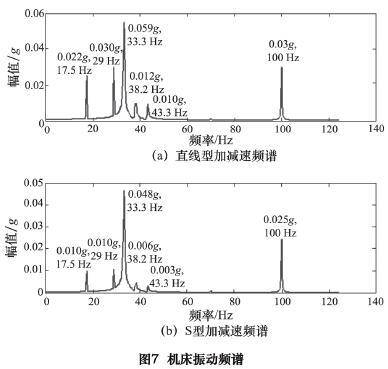
圖 7 是在相同(tóng)切削參數下(xià)( 表 2) 的機床振動頻譜。可以(yǐ)看出,在 17. 5、29、33. 3、38. 2、43. 3、100 Hz時直線型加減速和 S 型加減(jiǎn)速的振動幅值分別為( 0. 025g,0. 010g ) 、( 0. 03g,0. 01g ) 、( 0. 059g,0. 048g) 、( 0 . 012 g,0 . 006 g ) 、( 0 . 01 g,0 . 003 g ) 、( 0. 03g,0. 025g) 。其 中,在 模 態 17. 5、29、38. 2、43. 3 Hz 直 線 加 減 速 的 振 動 分 別 為 S 型(xíng) 加 減 速 的220 % 、300 % 、250 % 、333 % ; 在 主 軸 轉 速 33 . 3 Hz( 2 000 /60 = 33. 3 ) 時 機 床 的 振(zhèn) 動 幅 值 分 別 為0. 059g、0 . 048 g,直線型是 S 型的 122 % ; 銑刀切(qiē)削齒(chǐ)頻 100 Hz( 2 000 /60 × 3 = 100) 時,機床的振動幅值分別(bié)為0. 03g、0. 025g,直線型是 S 型的為 120% 。
可(kě)以看出,直線加減速控製更能激發機床的振動模態。需要指出(chū)的是,機(jī)床的振(zhèn)動是切削力和進給速度變化共(gòng)同作用的結(jié)果,切削力(lì)可以看成是 100 Hz 脈衝(chōng)信號,但(dàn)是距離機床主要模(mó)態較遠,激發機床模態振動的作用(yòng)較小。
3 、結語
本文以立(lì)銑為例(lì)建立切削力與加減速變化關係,在此基礎上得(dé)出不同加減速控製(zhì)中(zhōng)加速度信號(hào)的(de)不同頻譜(pǔ)是激發機床模態振動的主要原因之一; 通過在相(xiàng)同條件( 相(xiàng)同機床,相同切削條件(jiàn)) 不同加減速控製下的切削試驗,對比分析(xī)得到直線型加減速控(kòng)製誘發銑床 V600前 3 階固有頻率的振動(dòng)幅值分別為 S 型加減速控製的220% 、300% 、250% 、333% 。
可以預(yù)測,不同(tóng)的(de)加減速控製對機床結構的影響不同,進而會影響機床的壽命和性能。不同加減(jiǎn)速控製方式對機床結構壽命和性(xìng)能的影響的定量(liàng)關係是下一步需要(yào)深(shēn)入研究(jiū)的內容。
投稿箱(xiāng):
如果您(nín)有機床行業、企業相(xiàng)關(guān)新聞稿件發(fā)表,或進行資訊合作,歡(huān)迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行業、企業相(xiàng)關(guān)新聞稿件發(fā)表,或進行資訊合作,歡(huān)迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
牌調查")
行業數據
| 更多
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區(qū)金(jīn)屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情(qíng)況
- 2024年10月(yuè) 新能源汽車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年10月(yuè) 金屬切削(xuē)機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新(xīn)能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據