


摘 要(yào): 加快(kuài)我國數控(kòng)高技能人才培養(yǎng),引導廣大企業職工和各類職業院校師生努力學習知識(shí)、刻苦鑽研技術,走技能成才(cái)之路,幾乎各省市都(dōu)會舉辦各種數控(kòng)技能大賽,用宏編(biān)程(chéng)來實現橢圓弧、拋物線、異型螺紋(wén)的加工編程在每次數控(kòng)競賽(sài)中必須用到,然而以(yǐ)異型螺紋數控車削宏編程尤為最難。以一圓(yuán)弧麵上(shàng)加工圓弧螺紋(wén)編程為例,指出了紋(wén)加工形(xíng)成原理(lǐ)與三個常用的螺紋加工指令(lìng)的區別,介紹了異型(xíng)螺紋數(shù)控車削宏編程(chéng)的方法。
關鍵(jiàn)詞: 異型螺紋; 數控車削; 宏編程; G32 指令
0 引(yǐn)言
螺紋是我們常見的零件,在教學中或生產中經常遇見,螺紋按牙型分類三角形螺紋、鋸齒形螺紋、梯形螺紋等。在各種數控係統的(de)數控車(chē)床上(shàng),都有專(zhuān)門的(de)針對螺紋車削指令,常見的都是 G32、G92、G76 等,可以順利地加工出單頭或多頭的、公製( 英製) 三角形(xíng)螺紋。但(dàn)在某些特殊場合,需要加工一些異型螺紋,應用傳統的螺紋車削指令不能順利完成。對於水平一般的手工編程者來說簡直是不可能的事情(qíng),感覺無從下手,導(dǎo)致(zhì)無法順利完成異形螺紋的加工編程。實際上(shàng)隻要我(wǒ)們合理結合宏程序並靈活運用相應的螺紋數控切削基本指令(lìng),完全可以實現對該類零件的編程與(yǔ)加工,異型螺紋問題便可以迎刃而解。
1 、 螺紋的形成與加工原理
在機械加工中,螺(luó)紋是在一根圓柱形的軸上或內孔表麵用刀具或砂輪切成的,此時工件每轉一轉,刀具沿(yán)著工件軸向移(yí)動一定的距離,刀具在工件上切出的痕跡就是螺紋。在外圓(yuán)表麵(miàn)形成(chéng)的螺紋稱(chēng)外(wài)螺紋,在內孔表麵形成的螺紋(wén)稱內螺紋,螺紋的基礎是(shì)圓軸(zhóu)表麵的螺(luó)旋(xuán)線。
2 、 G32、G92、G76 螺紋加工指令的格式與區(qū)別
2. 1 單行程螺紋切(qiē)削指令 G32
指令格式: G32 X( U) ____ Z( W) ____ F____指令中的 X( U) 、Z( W) 為螺紋終(zhōng)點(diǎn)坐標,F 為螺紋(wén)導程。
2. 2 螺紋切(qiē)削循環指令 G92
螺紋切(qiē)削循壞 G92 為簡單(dān)螺紋(wén)循環,該指令可以切削錐螺紋和(hé)圓柱螺紋,其(qí)循環路線與(yǔ)前述的單(dān)一形狀固(gù)定循環基本相同,隻是(shì) F 後續進給量改為螺距值。其指令格式為:
G92 X( U) ____Z( W) ____R____F____;
2. 3 螺紋切削多次(cì)循(xún)環指令 G76
G76 螺紋切削多次(cì)循(xún)環指令較 G32、G92 指令簡潔,在程序中隻需指定一次有關參數,則螺紋(wén)加工過程自動進行。G76 螺紋切削指令的(de)格式需要同時用兩條(tiáo)指令來定義,其格式(shì)為:
G76 P( m) ( r) ( a) Q____ R____;G76 X( U) Z( W) R( i) P( k) Q( Δd ) F( L) ;螺紋加工方法有(yǒu)直進法和斜進法,應用 G32、G92 指(zhǐ)令編程,螺紋刀具是直進法加工螺紋,加工刀具的阻力比較大,這兩個指令一般適合螺距比較小的螺紋編程,應用 G32 指令編程時,螺(luó)紋刀具每走刀一次,都必(bì)須(xū)應用一次 G32 指令,螺紋程序比 G92 指令更加繁瑣。而應用 G76 指令編程,螺紋刀具(jù)是斜進(jìn)法加工螺紋,加工時刀具所受的阻力小,該指令更適合螺距比較大的螺(luó)紋編程。
3 、圖樣(yàng)與編程分析
通過對圖 1 所示異形螺紋分(fèn)析可知,該螺(luó)紋牙型為 R2. 1的直徑圓形螺紋(wén),且螺紋是依附在 R43. 5 的圓弧麵上均勻分布,牙深為 1mm,這也是該螺紋的特殊性,根據螺紋的形成原理,這裏我們可以選擇普通的螺(luó)紋車刀作為加工刀具,也可以選(xuǎn)擇 R2. 1 圓弧車刀(dāo)作為加工刀具,前者的加工程序更為複雜,一般人員很(hěn)難理解,後者加工程序(xù)相(xiàng)對簡單,學者容易理解掌(zhǎng)握(wò),這裏僅介紹以 R2. 1 圓弧(hú)刀具進行編程。但是(shì),以 R2. 1 圓弧車刀即成型(xíng)刀加工過程(chéng)中的阻力(lì)比較大,容易發生蹦刀現象,所(suǒ)以每次切(qiē)削過程中的切削深度不易過大,為解決每次切削深度問題,借助於宏程序變量來編程(chéng),即可實(shí)現該類異型螺紋的數控車削編程。編程過程中隻要控製好主軸轉速與刀具進給(gěi)速度之間的關係,並使刀具的移動軌跡按給出的圓(yuán)弧曲線運動,即可實現螺紋附著在圓弧麵上,從而車削出該類形狀的(de)異型螺紋。
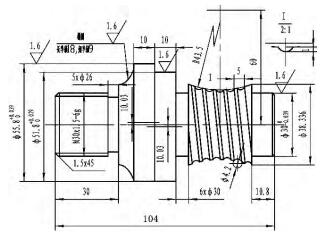
圖 1 異型螺紋零件圖
4 、圓弧(hú)麵玄長與螺紋引入、引出坐標的計(jì)算
![]()
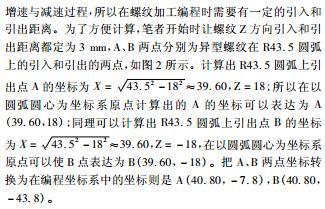
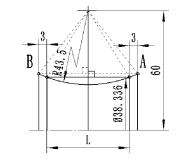
圖 2 玄長與 A、B 點坐標計算輔助(zhù)圖
5 、加工參(cān)考程序
根據螺紋加工形成的(de)原理,主軸每轉(zhuǎn)一轉,刀具就移動一(yī)個螺距,便可以形成螺紋。想要用 R2. 1 的成(chéng)型刀(dāo)加工出如圖1 所示的異型螺紋,問題的關鍵是要實現(xiàn)刀具每次的切入角是在同一個角(jiǎo)度位置切入。為此,這裏主要是選擇 G32 指(zhǐ)令來確(què)定(dìng)成型刀具的每次實際切入位置,程序中的 G32 指令並不(bú)是為了實現螺紋編(biān)程用,而(ér)是使刀具(jù)每次的切入角度(dù)一致。由於圖1 中(zhōng)的(de)其他部位編程並不難,所以其程序省略不寫,O0056 號程(chéng)序隻是列出(chū)了(le)加工異型螺紋的程序段,程序的格式為我們常用的 FANUC - 0i 係(xì)統格式,程序如下(xià)所示。
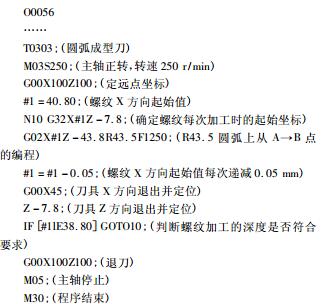
O0056 程序是(shì)用成型刀對如圖 1 所(suǒ)示異(yì)型螺紋的編程方法,如果(guǒ)不是使(shǐ)用成型刀,其實也可以應用 G32 指令並結(jié)合宏(hóng)程序變量進行編程,但是這種方法相對比較複(fù)雜,本(běn)文不作介(jiè)紹。
6、 結語
隨著每(měi)年數控競賽(sài)的的競(jìng)爭激烈性,肯定會出現各(gè)種各樣的異性螺紋。例如,普通三角螺(luó)紋、圓弧型螺紋、橢圓弧螺紋等依(yī)附在橢圓麵上或圓弧麵上,但是不管是什麽形狀的異型螺(luó)紋,總離不開這三(sān)種螺紋編(biān)程指令,隻要充分掌握這三種螺紋指令格式,理(lǐ)解他們(men)之間的(de)區別,並(bìng)結合宏程序變量編程,便可實現對異型螺紋的數控車削編程。
如果您有(yǒu)機床行(háng)業、企(qǐ)業相關新聞(wén)稿件發(fā)表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新(xīn)能(néng)源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削(xuē)機(jī)床產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽(qì)車(chē)產量數據
- 2028年8月 基本型乘用車(轎車)產量數據