


摘要: 發動機機體主軸承螺栓孔、曲柄平(píng)衡塊螺栓孔等重要螺紋孔的加工是該零件加(jiā)工的關鍵工序。應用正交試驗方法,可以(yǐ)確定螺紋銑削加工中的(de)關鍵參數,以實(shí)現提高加工質量與(yǔ)效率的目的。試驗以切削線速度(dù)、每齒進給量和背吃刀量為影響因(yīn)素,每個因素選取 3 個設計水平,在三軸聯動的數控機床上進行(háng)加(jiā)工試驗,並分析試驗結(jié)果。結果表明,在螺紋銑削加工中參數的(de)影響大小依次是: 每齒進給(gěi)量,切削線速度,背(bèi)吃刀量。
關鍵詞: 螺紋加工; 正交試(shì)驗; 三(sān)軸聯動
0 引言
隨著時(shí)代的進(jìn)步,數控技術在我國大中型機械(xiè)加工業(yè)中的應用越來越廣泛。螺(luó)紋銑削加(jiā)工主要是(shì)指用數控機床的螺旋(xuán)插(chā)補功能( G02 /G03) 進行螺紋加工的(de)工藝。與傳統的(de)加工(gōng)方法相比,螺紋銑削工藝具有效率(lǜ)高,精度高,同(tóng)一把螺紋銑刀可以加工同一螺距的不同(tóng)尺寸螺紋等優點,且加工時不(bú)受(shòu)加工旋(xuán)向(xiàng)的限製。另(lìng)外,由於目前螺(luó)紋銑刀的製造材料為(wéi)硬質合(hé)金,切削線速度可(kě)達 80 ~ 200m /min[1],使加工螺紋的表麵粗糙度(dù)大幅下降。在本項(xiàng)目中,筆者將通過正交試驗確定螺(luó)紋銑削的最優加工(gōng)參數。
正交試驗是多因素試驗中最簡單常用的一種試驗設計方法。人們通過合理安排試驗方案(àn),科學(xué)處理數據,利(lì)用正交試(shì)驗中少數有代表性的試驗,找(zhǎo)到最優方案。正交試驗主要包括試驗方案設計及試驗結果分析等內容。
1、 正交試驗方案
1. 1 試驗方案的確定
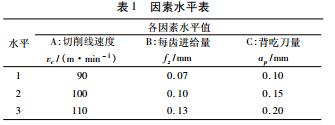
在(zài)螺紋銑削加工中,主要的加工參數包括切削線速度 vc、每齒進給量 fz、背吃刀量 ap、銑削長度和銑削方(fāng)式(shì)( 順銑還是逆(nì)銑) 等。在本試驗中,選用對加工質量影(yǐng)響較大的切(qiē)削線速度、每齒進(jìn)給量和背吃刀量作為影響(xiǎng)因素。
衡量螺紋加工質量(liàng)的因素有很多,如螺紋(wén)牙粗(cū)糙度、中徑精度和螺距均勻度等,出於檢(jiǎn)測手段方麵的考(kǎo)量,本試驗以螺(luó)紋牙粗(cū)糙度作為衡量標準。由(yóu)此根據正交試驗法安排試驗,共設試(shì)驗影響因素3 個,每個因素(sù)選取 3 個水平,因素水平表如表 1 所示。
因為單個因素(sù)的自由度為水平數(shù) r - 1,所(suǒ)以本次試驗總自由度為 6,試驗總數應大(dà)於 6,且試驗次數(shù)應盡量 少[2],所以選(xuǎn)取試驗次數為 9,則 正 交 表(biǎo) 為L9 ( 34
) [3]。
1. 2 加(jiā)工試驗過程
本次試驗所用機床為(wéi)友(yǒu)嘉三軸聯動(dòng)數控機床(chuáng) Vb-825A,加(jiā)工對象為 M27 × 2 的內螺紋,加工材料為(wéi)球墨鑄鐵。本次試驗選取山特(tè)維克的(de)機夾(jiá)式單刃螺紋銑刀作為加工(gōng)刀具(jù)[4]。
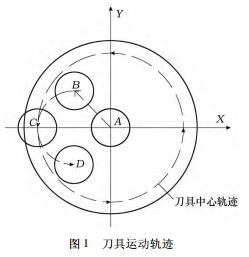
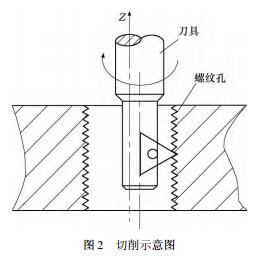
加工過程中為減小刀具與工件的衝(chōng)擊,采用圓弧切入法,刀具運動(dòng)軌跡如圖 1 所示,切削(xuē)示意圖(tú)如圖 2所(suǒ)示。
螺紋銑(xǐ)刀從下刀起始位置 A 開始,直線運動(dòng)到位置 B,為切進工件做準備。刀具中心從位置 B 沿圓弧BC 從位置 C 切進工件開始加工,加工結束後沿圓弧CD 退(tuì)刀至位置 D。在切削過程中,螺紋銑刀沿螺旋曲線運動,繞螺紋軸線沿(yán) X、Y 方向進行圓(yuán)弧插補運動,同時在 Z 方向直線(xiàn)運動,每繞螺紋軸線運(yùn)行一周沿 Z方向(xiàng)移動(dòng)一個螺距。
加工結束後,用粗糙(cāo)度儀(yí)測量粗糙度。
1. 3 加工程序的編(biān)製
由於本次試驗(yàn)采(cǎi)用單刃刀片,所以加工程序(xù)采用了獨具特色的編程(chéng)方法。其程序實質是將單個螺距
高度的加工(gōng)程序作為子程序[5-6],然後通過控製調用子程序的次數,完成整個螺紋的加工,整個加工過程分為粗加工和精加工兩次加工完成。加工程(chéng)序如(rú)下(xià)。
1. 3. 1 主程序
O1111; /程序名
G80G40G69; /固定循環、半徑補償和旋轉指令(lìng)
G90G54G0X0Y0; /快速定位到原點
M03S1800; /主軸正轉
Z5. 0; /快速(sù)定位到安全距離
G01Z0; /工進到 z0
G42D01G01X - 6Y - 6; /建立刀補,準備切入
G02X - 13. 5Y0R10; /圓(yuán)弧導入
M98P0111L20; /調用子程序加(jiā)工開始
G90G02X - 6Y6R10; /圓弧導(dǎo)出
G40G01Z0; /回到 z0
G42G01Y - 6D02; /建立刀補
G02X - 13. 5Y0R10; /圓弧導入(rù)
M98P0111L14; /調用子程序二次加(jiā)工
G90G02X - 6Y6R10; /圓弧(hú)導出
G01G50; /退出
M05; /主軸停轉
M30; /程序結束
1. 3. 2 子程序
O0111; /程序名
G91G02I13. 5Z - 2F150; /增量坐標編程,刀具(jù)每次下降一個(gè)螺距
M99; /返回主程序
主程序(xù)中(zhōng)主軸轉速 N = 1 000vc /( πd) ,式中 d 為
主軸直 徑。子(zǐ) 程 序 中 F = fzN,同時通過改變刀補
D01、D02 可以控製(zhì)背吃刀量。
2 、結果(guǒ)分析
正交試驗的結果分析方法有(yǒu)直觀分析、因素(sù)指標和方差分析等[7-8]。直觀分析法(fǎ)是(shì)指比較(jiào)各因素在不同水平下試(shì)驗結果的(de)平均值,直接觀察得出(chū)同一因(yīn)素在不同水平的好壞,從而確定最佳組合(hé)。然而,直觀分析法不能把試驗(yàn)條件(jiàn)的改變和隨機(jī)誤差所引起的數據波動區別(bié)開來,並且沒有提供一(yī)個(gè)所考察因素是否顯著的標準,故本次(cì)試驗還(hái)將采用方差(chà)分析法對影響切削指標的控製因素進行研究,找到控製因素的最佳組合。
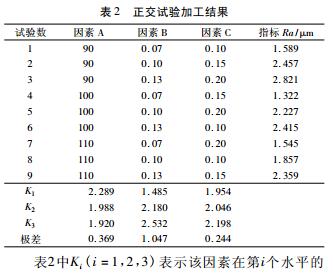
正交試驗加工結果如表 2 所示。


結語
螺紋銑削是一(yī)種基於三軸聯動機床的新型螺紋(wén)加工工藝,在實際生產中已經得到廣泛應用。本次實驗基於正交試驗標準設計,以螺紋(wén)銑削加工中的 3 個(gè)重要參數為控製因子,以螺紋牙(yá)粗糙度為指(zhǐ)標參數,並詳細分析試驗(yàn)結果,得(dé)到了試驗因素(sù)對粗糙度影響(xiǎng)大小的預測模(mó)型: 每齒進給量 > 背吃(chī)刀(dāo)量 > 切(qiē)削線速度,並使得加工(gōng)參數得以優化,得到了最佳(jiā)參數組合,對實際的加工有一定的(de)指(zhǐ)導意義。
如果您有機床(chuáng)行業、企業(yè)相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
")
")
- 2024年11月 金屬切削(xuē)機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸(zhóu)承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產(chǎn)量數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬(shǔ)切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據