


基於(yú)ABAQUS 的數(shù)控車床刀具刀架的有限元分析
2016-12-7 來源:遼寧建築職業學院機械工(gōng)程 作者:紀海峰
摘 要:在切削加工中,刀具的剛度、強度以及(jí)產生的共振等問(wèn)題都會影響加工精度(dù),是機械機構設計研(yán)究時不可忽視的(de)問題,利用有限(xiàn)元分析軟件ABAQUS 對在(zài)粗車時對刀具的剛度和強度進行了靜力學(xué)分析,對刀具刀架進行了模態分析,得到刀具刀架的前4 階固有頻率和振型,並驗證了刀具和刀架的設計均合理,所使用的研究方法為今後驗證類似模型(xíng)驗證提供了參考依據。
關鍵詞:數控(kòng)車床;刀具刀架(jià);ABAQUS;有限元分析
0.引 言(yán)
在車削加工中,刀具(jù)的剛度和強度是保(bǎo)證加工精度的重要原因之(zhī)一,在加工(gōng)過程中工件及刀架係(xì)統的變形而產生的低頻振動和因頻率(lǜ)接近車刀的(de)固有(yǒu)頻(pín)率而使車刀發生變形的高頻振動均(jun1)是產生振動的原(yuán)因[1] 。這會(huì)使加工精度大大降低(dī),使加(jiā)工後的工件尺(chǐ)寸產生較大誤差,同(tóng)時也會直接影響車床的穩定性。因此有必要對刀具和刀架進行模態分析(xī),從而加深對其動態特性的進一步了解。
筆者主要以CAK40100 數控車(chē)床上(shàng)的刀具刀架為研究對象,通過使用ABAQUS 軟件對刀具(jù)刀架進(jìn)行有限元靜(jìng)力分析和模態分析,對刀具的(de)剛度和強度進行分析,同時(shí)找出刀具(jù)刀架的(de)共振(zhèn)頻率,並通過機床的共振頻率來對結果加(jiā)以驗證。
1.車刀有(yǒu)限元(yuán)靜力分析
對工件加工的過程中,刀具質量和(hé)性能的優劣對工件的加工精度(dù)有著十分重要的(de)影響。這樣對刀具的分析則顯得十分必要(yào)。接下來就以(yǐ)車刀為例,使ABAQUS 軟件對車刀進行靜(jìng)力分析和模態分析,獲得車刀受力後的參數、固有頻率(lǜ)和(hé)振型(xíng),並對結果進行分析(xī)和驗證。
1. 1 車刀選擇
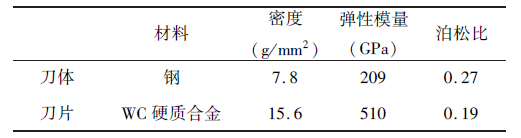
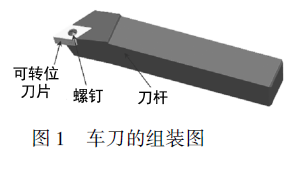
本次選用的數控車刀為55°的偏刀,其組成為可轉位刀片,刀(dāo)杆和(hé)螺(luó)釘,並使用(yòng)Pro/ E 軟件完成了對刀具的建模(mó),車刀的組裝圖如(rú)圖1 所示。該車(chē)刀(dāo)的主要物理特性參數如表1 所示,其中刀杆材料為鋼,可轉位刀片材料為WC 硬質合金(jīn)。
表1 可轉位車刀主(zhǔ)要的物(wù)理(lǐ)參數表
1. 2 模型導入
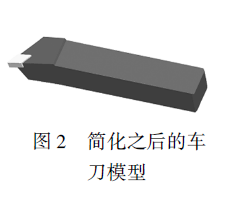
為了避免在模型導入後的網格劃分階段出現(xiàn)問題,需要對車刀模型進行簡化,將(jiāng)其上麵所有的倒圓角去掉,並且將(jiāng)螺釘部分進行省略,簡化之後的車刀模型如(rú)圖2 所示(shì)。簡化後將其保(bǎo)存成Parasolid(?. x_t)格式,以(yǐ)備後(hòu)續調用。
1. 3 網格劃分
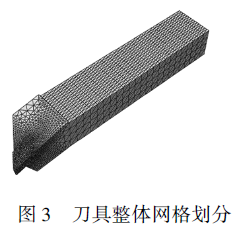
對車刀的網格劃分使用(yòng)四麵體單元來進行劃分。在劃分的過程中,主要受力部分的網格需要(yào)對(duì)其進行詳(xiáng)細(xì)劃分,由於刀(dāo)尖受力較複雜且為了今後能夠更好的對其(qí)進行分析,所以刀尖部(bù)分的網格(gé)劃分需(xū)要十(shí)分詳細。由於刀杆部分(fèn)是固定的,受力相對簡單,且考慮(lǜ)到應盡量(liàng)的節省計算機的資源,所以在對刀杆部分(fèn)簡化處理,這樣完成整體網格劃分的刀具如圖3。
1. 4 刀具受力分析
在車削(xuē)加工工件的過程中,車刀主要受兩種外(wài)力:第一種是在生成切屑的過程中,所發生的彈性(xìng)和及塑性變形對車刀所產生的抗力,第(dì)二(èr)種是切屑和工件表麵對車刀的阻力,它作用在前刀麵和後刀麵上(shàng),但是對於尖銳(ruì)的刀具來說,作用在(zài)前刀麵的切削力是主要的,作用(yòng)在後刀(dāo)麵的力所占的比例很小(xiǎo)[3] ,所以在大切深的時(shí)候,可近似(sì)的(de)認為前刀麵的作用力約等於切削力。車削時刀(dāo)具(jù)受力分析如圖4 所示[4] 。
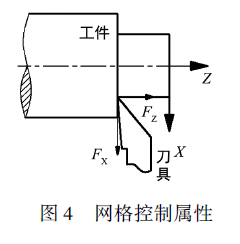
在車削過程中,考慮到低轉速,大切深的情況下(xià)是切削力最大的極限工況,所以選擇(zé)粗車的情況來進行分析,粗車時相關參數如表2。由於模擬的(de)是刀(dāo)具所受的軸向力最大的極限情況,所以刀具主要受軸向力作用,即刀(dāo)杆(gǎn)固定(dìng),刀尖處主要施加軸(zhóu)向載荷。
表2 粗車時的各項參數
1. 5 結果分析(xī)
通過ABAQUS 軟件分析可(kě)知在粗車的工況下:粗車(chē)的靜態分析刀尖處是應力、應變最集中地地方,同時發生(shēng)位移也最大,其最大應力為(wéi)4. 984e+3 MPa,即4 984 MPa;最大位移量為1. 662e-01 mm,即0.166 2 mm;最大應變1. 366e-02,車刀各項(xiàng)分析結果如圖5 所示。從分析結果可看出(chū),在粗車時最大位移和最大應力均發生在刀尖處,應力值為4 984 MPa,已經非常接近5 460 MPa,但在其允許範圍內(nèi)。最大位移為0. 166 2 mm,位移量也十分微小,而(ér)應變為(wéi)0.013 66,非常微(wēi)小可以忽略不計,所車刀是合格的。
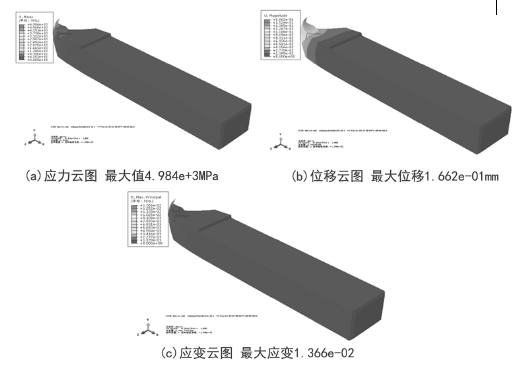
圖5 車刀各項分析結果
通過本次分析可以看到,當粗車時如果一(yī)些參數沒有調整好,很可(kě)能(néng)會發生刀具破壞即崩刀(dāo)現象,這與實際的加工情況吻合,所以在進行粗車時進給量不應過大,以避免出現崩刀現象,從而影響加工。
模態分(fèn)析理論
假設結構的自由度為N,則結構的其矩陣形式如下所示[5-8] :
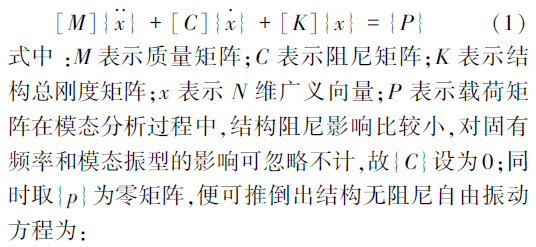
2.刀具刀架(jià)的有限元模態分析
2. 1 刀具刀架三維模型的建立
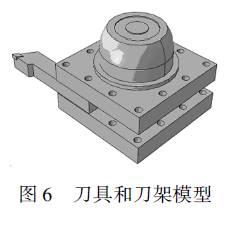
刀具刀架可(kě)看做(zuò)是一個係統的模態分析,主(zhǔ)要任務是計算其固有頻率和振型(xíng),由於刀(dāo)具刀架(jià)零件(jiàn)比較複雜,適當的處理(lǐ)簡化可以減少計算機運算資源,因此在進行模態分析前對刀具刀架零件模型進行了相應的(de)簡化處理,將刀具刀架三維模型導入ABAQUS軟件後生成的刀具和刀(dāo)架模型如圖6 所示。
2. 2 刀具刀架有限(xiàn)元模型(xíng)的建立
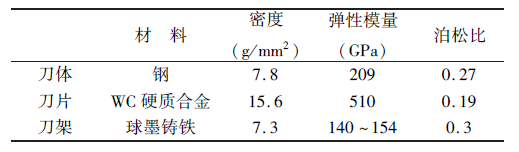
接下來使用ABAQUS 軟件來(lái)模擬所建立(lì)的(de)刀具刀架模型的模態分析,在屬性中將刀(dāo)頭、刀杆和刀架的各項(xiàng)物理特(tè)性(如密度、彈性(xìng)模量和泊鬆比等)如表3 所列,並參數輸入到屬性裏。
表3 刀(dāo)具刀架主要的物理參數表
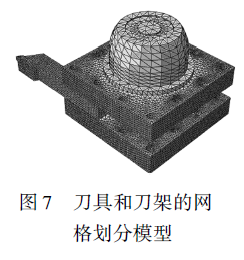
對刀具(jù)刀架的三維模(mó)型進行網格劃分,選用四麵體單元來對主軸進行網格劃分,在進行(háng)網格劃分的過程中,一些關鍵的地方需要進行更加細致的網格劃分,這樣才(cái)能將分析的結果與真實(shí)加工的情況更加貼切。在加工過程中,刀具的刀尖部分受力是最主要的(de),所以需要更加詳細的來進行劃分(fèn),刀(dāo)架(jià)頂部的屬於非受力和變形區域,所以網格可劃分密度較低,劃分完畢的刀具和刀(dāo)架的網(wǎng)格劃分模型如圖7 所示。
3.刀具(jù)刀架的有限元模態分析
對刀具刀架進行模態分析,為了(le)與實際(jì)的加工(gōng)工況相一致,在對其進行受力分析的過程中(zhōng),在刀架(jià)的底部施加邊界條件,對其進行約束,以模擬真實加工中的載荷情況。分析完畢後,取前4 階結果,如表4。經過分(fèn)析計算後,所得前4 階的振(zhèn)型圖如圖8。
表4 刀具刀架分析結果
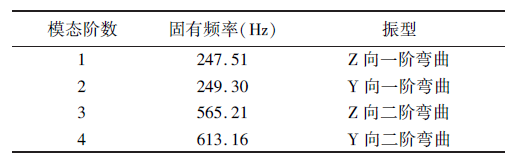
通過對以上(shàng)的頻率進行分析,在(zài)第1 階和第2階,刀具的獨立振動(dòng)較大,從第3 階開始(shǐ)刀具和刀(dāo)架均發生比較大的振動,所以在對其進行模態分析的時候,首先分析較低階(jiē)的模態。已知轉速與頻率的關係為:n =60 f,式中,n 為轉速,f 為頻率。處於對安全(quán)性能考(kǎo)慮,要求刀(dāo)具和刀(dāo)架的最高轉速應低於1 階臨界轉(zhuǎn)速的75%。從表4 中可得,其(qí)1 階的臨界轉(zhuǎn)速的(de)75%為(wéi)60×247. 51×0. 75 =11 137. 95 r/ min,而本車床最高轉速為2 500 r/ min,遠遠低於1 階(jiē)的臨(lín)界轉速,說明刀具刀架的設計也是合理的,並能夠避開共振區,保證加工精度。
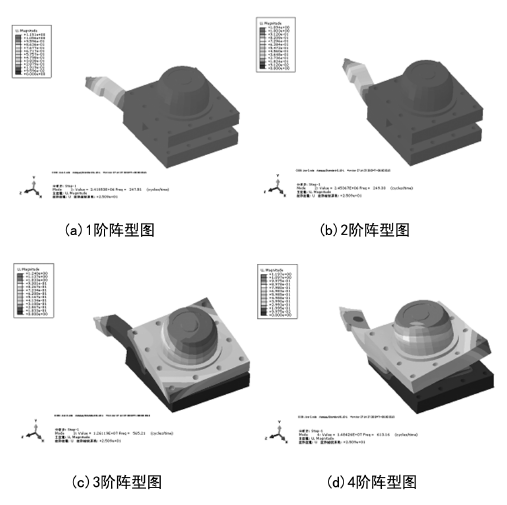
圖8 前4 階各階的陣型(xíng)圖
4.結論
介紹了使用ABAQUS 軟件對刀(dāo)具進行靜力分析,通過刀具的應力、應變(biàn)和位移雲圖的分析對其剛度和強度進行了驗證,同時又對刀具(jù)刀架進行了模態(tài)分析(xī),計算了刀具刀架的固有頻率和振(zhèn)型, 並通(tōng)過對固有頻(pín)率和振(zhèn)型的分析, 得到了(le)刀架係統在切削過程中容易發生共振(zhèn)的(de)頻率範圍,同時也驗證了原有的刀具刀架設計的合理性,為今(jīn)後進一步的動力學研究提(tí)供了依據。
投稿箱:
如果您(nín)有機(jī)床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您(nín)有機(jī)床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多(duō)相關信息

業界視點
| 更多
")
行業數據
| 更多(duō)
- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月 分地(dì)區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產(chǎn)量數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數(shù)據
博文選萃
| 更多
- 機械加工過(guò)程圖示
- 判斷一台加工中心精度的(de)幾種辦法
- 中走絲線切割機床的發(fā)展(zhǎn)趨勢
- 國產數控係統和數控機床(chuáng)何去何從?
- 中(zhōng)國的技術工人都去哪裏了?
- 機械老板做了十多(duō)年,為何還是小作坊?
- 機械行(háng)業(yè)最新自殺性營銷,害人(rén)害(hài)己!不倒閉才
- 製造業大逃亡
- 智能(néng)時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從(cóng)機床
- 一(yī)文搞懂數控車床(chuáng)加工刀具補償功能(néng)
- 車床鑽孔(kǒng)攻螺紋加工方法及工裝設計
- 傳統鑽削與螺(luó)旋銑孔加(jiā)工工藝的區別