


1. 機床的選型
汽車及摩托車行業的典(diǎn)型零件-輪轂,對於這類(lèi)零件(jiàn)往往要進行高效、大批(pī)量、高(gāo)精度的加工。為此我(wǒ)廠專門設計出數控輪轂車床,這類車床的主要優點是:設計中對主軸、床身、底座、橫梁等部件(jiàn)的剛度進行合理匹配(pèi),大大提高了整機的剛性,確保了高速運轉時的穩定性。
臥式數控輪轂車床:CKL6163,最大切(qiē)削直徑630 mm,最大切削長度800 mm。
臥式數控輪轂車床:CKL6156,最大切削直徑630 mm,最大切削長度800 mm。
立式數控輪轂車床:CKL516,最大切削直徑600 mm,最大切削(xuē)高度295 mm,適用於(yú)加工16-22英寸輪轂,單主軸,雙刀架。
2. 定位及夾緊方(fāng)式
2.1 CKL6163卡盤(pán)
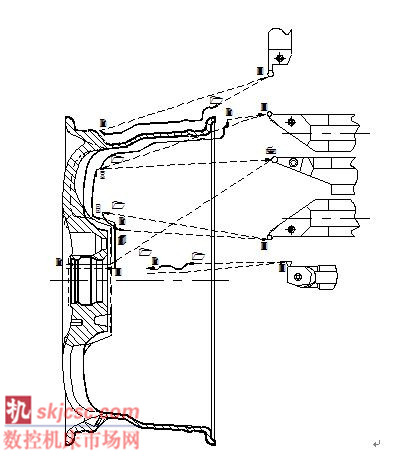
卡盤安裝在主軸的前端,旋轉油缸裝於主軸的後端,兩者通過拉杆連接起來。(見圖2-1)
當旋轉油缸中的活塞向前(qián)移動時,卡爪(zhǎo)通過卡盤內部的楔形柱塞結構張開,活塞縮回時,卡爪收縮。
旋轉(zhuǎn)油缸(gāng)由缸體、旋轉組件、連接板等組成(chéng),油缸(gāng)還裝有“安全鎖機構”能夠在壓力源出現問題而造成供(gòng)油壓力失(shī)常的情(qíng)況(kuàng)下(xià),維持油缸內部的固定壓力。
卡(kǎ)爪的結構形式必須與所卡的工(gōng)件(jiàn)形狀相適應,為了保證卡(kǎ)盤安全使用,保持其高精(jīng)度及使用壽命,對卡盤及(jí)油缸的使用及維護都做了一些必要(yào)的規定及限製。
專用指形輪轂動力卡盤,技術先進工作可靠,采用輪轂輪唇定位方式,可(kě)根據需(xū)要配置卡爪,通過更換卡爪可實現15"~22"規格的輪轂加工。
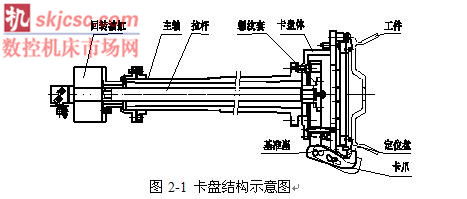
圖2-1 卡盤結構示意圖(tú)
2.2 CKL516交換(huàn)工作台裝置(見圖2-2)
雙工位旋轉工作台交換裝置(zhì),采用液壓升降來實(shí)現工作台與主軸及配氣裝置(zhì)分離,並通過液壓控製交換裝置180度回轉,工(gōng)件(jiàn)的卡緊采用氣動控製,工件在上料區由外(wài)側卡盤卡緊(jǐn)後(hòu)由氣鎖鎖緊工件,工作台旋轉脫離氣源轉到加工區後下(xià)落,由主軸卡盤卡緊工作(zuò)台(tái)送來的(de)輪轂卡盤。在主軸加工工件的同時,另(lìng)外(wài)一個工(gōng)作台可實(shí)現上下料,節省了上下料的時間,避(bì)免了裝卡工件靠近或進入機(jī)床(chuáng)內,減(jiǎn)少事故的發生。
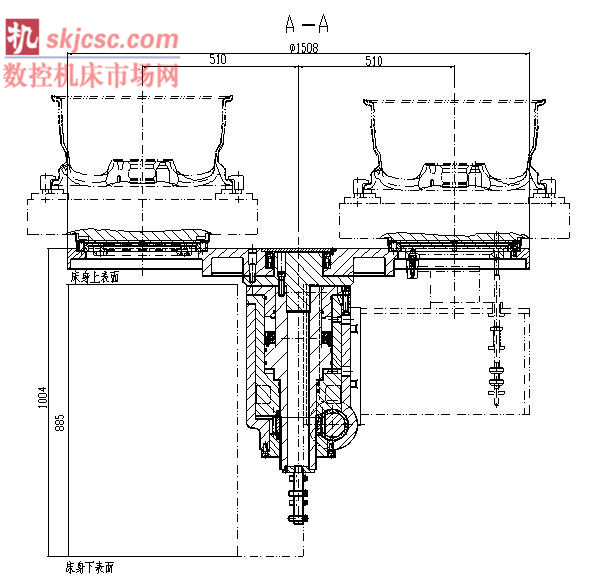
圖2-2 回(huí)轉工作台示意圖
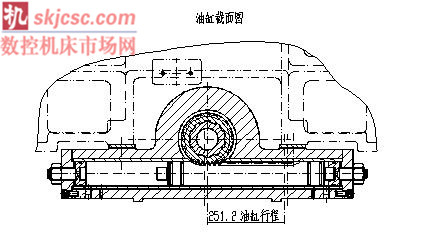
2.3 CKL516卡盤(見圖2-3)
卡盤采用氣動夾緊,卡持力可(kě)按加工需要調整,正常情況下壓力調整(zhěng)在(zài)0.6Mpa以上。卡盤安裝在交換工作台上方的兩端,卡盤體內的氣缸體上下移動時(shí)聯結(jié)盤帶動卡爪旋轉上(shàng)升或下降,同時卡緊工件。工件定位在浮動的支撐(chēng)座上,支撐座可根據加工的零件型號不同,調節支撐座的固定(dìng)位置,同時(shí)更換相應的卡爪。氣缸體(tǐ)分為上下兩個腔(qiāng),可增強氣缸壓力。
卡爪的結構形式必須與所卡(kǎ)的工件形狀相適應,為了保證卡盤安(ān)全(quán)使用,保持其高精(jīng)度及使用壽命,對(duì)卡盤及氣缸的使用(yòng)及維護都做了一些必要的(de)規定及限製。
用於生產必需要有兩種卡緊裝置:
第一種,主軸卡具裝置固定在主軸前端,它的功(gōng)能是卡緊由托盤傳遞過來(lái)的卡盤,並使它對準中心,由油(yóu)缸卡緊,正常情況下壓力調整在1.6~2.0Mpa。
第二種,工件卡盤內外各一個,安(ān)放在交換工作台上,用於卡緊工件。交換工(gōng)作台的(de)正反轉用於交換待加工品和已加工完的(de)成品件。
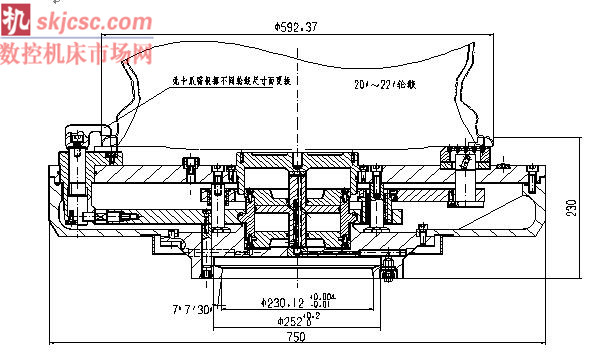
圖2-3 卡盤結構示意圖
3.刀(dāo)具的選擇
在仿形切削中車削輪(lún)廓或錐度時,刀(dāo)尖角不(bú)應超過最大的內仿形角,在刀片側麵和工件表麵之間至少必須有2度間隙。
考(kǎo)慮切削刃強度最大(dà)和加工經(jīng)濟性(xìng)最好,在(zài)輪轂車削中應盡量選擇圓刀片。
以臥式數控輪轂車床為例介紹選刀及走刀路線(見圖3-1)。
圖(tú)3-1 車削輪轂的刀具及走刀(dāo)路線(xiàn)
4. 切(qiē)削用量的選擇
根(gēn)據以下幾(jǐ)點選擇切削用量:
(1) 機床的剛度
(2) 主軸的最高轉速及最低(dī)轉速
(3) 主軸的最大切削扭矩(jǔ)
(4) 輪轂零件的材質、硬度及加工後的表麵粗糙(cāo)度
(5) 刀具的切削參數
鋁(lǚ)合(hé)金輪轂:
切削深度推薦值(ap):1mm
進給率推薦值(fn):0.3mm/r
切削速度推薦值(zhí)(Vc):500r/min
球墨鑄鐵輪轂:
切削深度推薦值(ap):3.5mm
進給率推薦值(fn):0.4mm/r
切削速度推薦值(Vc):150r/min
(本文(wén)來自:沈陽機床(集團)有限責任公司)
如果您有機床行(háng)業、企業相關(guān)新聞稿件發表,或進行資訊(xùn)合作,歡迎(yíng)聯係(xì)本(běn)網編(biān)輯部(bù), 郵箱(xiāng):skjcsc@vip.sina.com

調查")
- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量數據(jù)
- 2024年11月 新能源(yuán)汽車產量(liàng)數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月(yuè) 新(xīn)能源汽(qì)車產量數(shù)據
- 2024年10月 軸承出口(kǒu)情況(kuàng)
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年10月(yuè) 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源汽車(chē)產量數據(jù)
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據
- 機械加工過程圖示
- 判斷一台加(jiā)工中心精度的幾種(zhǒng)辦法
- 中走絲線切割機床的(de)發展趨(qū)勢
- 國產數控(kòng)係統和數控機床何去何從?
- 中國的技(jì)術工人都去哪裏了(le)?
- 機械老(lǎo)板做了十(shí)多年,為何還是小作坊?
- 機(jī)械行業最(zuì)新自(zì)殺性營銷,害人害己(jǐ)!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多(duō)談點製(zhì)造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加(jiā)工刀具補償功(gōng)能
- 車床鑽孔攻(gōng)螺紋加工方法及工裝設計
- 傳(chuán)統鑽削與螺旋銑(xǐ)孔加工工藝的區別