


摘要:本文介紹一種新型結構的內孔鏜削裝置(鏜刀座),在本鏜刀座上裝夾鏜孔刀杆可以實(shí)現長徑12-14的(de)深孔(kǒng)鏜削,並可以保證有足夠的剛性來滿足深孔鏜削的各種工藝要求。
關鍵詞:內孔,鏜削、鏜刀座
一、引言
數控臥式車床作為一種通(tōng)用(yòng)設備,可以完成各種軸類、盤類零件的加工,可以車削各種螺紋、圓弧、圓錐、回轉體的內外(wài)曲(qǔ)麵。隨著現代工藝的不斷發展,在臥式車(chē)床鏜削內孔的工序越來越普遍,尤其是鏜削深度較大內孔的工序也越來(lái)越(yuè)多。
在(zài)數(shù)控臥(wò)式車床上鏜削內孔的方式很多,主要有以下幾種:
1、在轉塔刀架上,通過專用的鏜孔刀夾實現,主要分為普通(tōng)立式轉(zhuǎn)塔刀架式、燕尾型立式轉塔刀架式及臥式轉(zhuǎn)塔刀架式,見下圖a、b、c所示:

圖a普(pǔ)通立(lì)式轉塔刀架
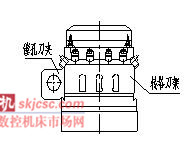
圖(tú)b燕尾型立式轉塔刀架
圖c臥式轉塔刀架
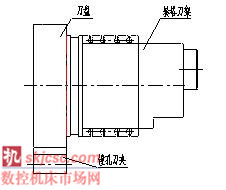
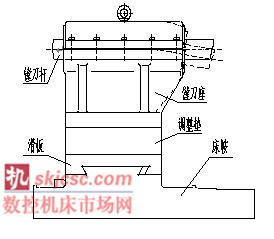
2、在滑板上通過專(zhuān)用的普通鏜孔裝置(鏜刀座(zuò))實現,見(jiàn)下圖d所示:
圖d 普通鏜刀座示意圖
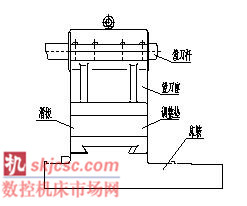
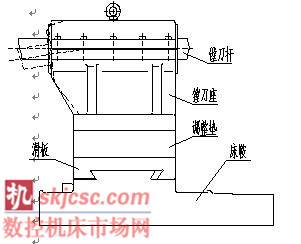
上述幾種方式加工內孔的(de)方式(shì),各有優勢(shì),圖a、b、c所示(shì)結構(gòu)適合加工(gōng)直徑φ80mm以下,長徑比≤3左右(yòu)的內孔,且較適合較小切深的情況;如各種參數大於以上描述,則會出現(xiàn)振(zhèn)刀及讓刀(dāo)現象,導致工件內孔粗(cū)糙度值較大,裏孔呈“八”字,但結構簡單,操(cāo)作(zuò)方麵,是較(jiào)常用的(de)一種加工內孔的方式。圖d所(suǒ)示結構,可以加(jiā)工直徑較大(dà)且長徑比較大的深孔,但一般鏜刀杆直徑一般控製在φ130mm以下;如果鏜(táng)刀杆直徑過大,勢必會造成鏜刀座整體加長,鏜刀座等整個工藝係統剛性會受到較大的削弱,見圖e、f所示
圖e 鏜刀座前(qián)端(duān)變形示意圖
圖f 鏜刀座後端變形示意圖
二、新(xīn)型鏜刀座的設計
從上述引言可以,無(wú)論是傳統的刀(dāo)架式鏜(táng)孔刀夾,還是(shì)普通的鏜刀(dāo)座,都不能滿足(zú)加工直徑較大且長徑比較大的深孔(kǒng),為此,設計了(le)一(yī)種新(xīn)型的鏜刀座,可以有(yǒu)效的避免出現圖e、f所(suǒ)示(shì)的現象,從而保證被加工零件內孔的各種精度要求。
鏜刀座(zuò)由床鞍帶動實現Z軸正負(fù)方向的進給,由滑板帶動實現(xiàn)X軸正負方向的進給,見圖1所示:
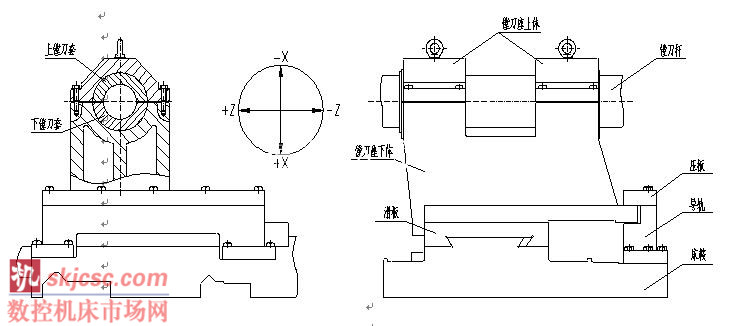
圖1 新型鏜刀座示意圖
鏜刀(dāo)座安裝(zhuāng)在滑板上,由鏜刀座下體,上體,導軌,壓板及上下鏜刀套組成,鏜(táng)杆安裝在鏜刀座上下體中間上下鏜刀套中,並由若幹六角頭螺栓及定位銷緊定。鏜刀座下(xià)體整體安裝在滑板上,通過螺釘及銷釘緊密的聯接(jiē)在滑板上;其X方向導軌(guǐ)安裝在床鞍上,與壓板共同組成滑動導(dǎo)軌副,由滑(huá)板帶動沿著X軸運動;不同上下鏜刀套的厚度可以滿足不同直徑鏜杆的夾持要求,從而實(shí)現(xiàn)不同工件的加工要求。
鏜刀座在安裝(zhuāng)過程中,需測量滑板上麵與主軸中心的高度(dù),再(zài)配(pèi)刮鏜刀座下體,保證(zhèng)主軸中心與鏜杆中心(xīn)共麵(miàn);同時還需測量導軌的安裝基麵與鏜刀座下(xià)體(tǐ)的上導軌麵的高度差(chà),通過配磨(mó)導軌下麵,達到裝配(pèi)要求;完成上述兩序後,還需刮研導軌副(fù)之間(jiān)的貼塑導軌板,達到滑動導(dǎo)軌副的裝配技術要求,為保證導軌副運動過程的平穩性還需定期為導軌潤滑。
其加工過程的操作完全同數控車床的操作,如需在鏜削較深內孔(kǒng)時需要乳化液,完全可以通(tōng)過選用中間出(chū)水型的鏜刀來實現。
三、結論
本結構的(de)鏜刀座(zuò)通過試製,並在多個加工(gōng)用戶處試驗,在加工較大直徑(jìng)的深孔時,完全可以滿足各項技術要求,證明本結構是合理(lǐ),適用的。
(本文來自:中捷機(jī)床有限公司)
如果您有機床行業、企業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
金馬")
")
- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月(yuè) 分地區金屬切(qiē)削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年(nián)10月(yuè) 軸承出(chū)口情況
- 2024年(nián)10月 分地區金屬(shǔ)切削機床產(chǎn)量數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產量數(shù)據