


摘 要:詳細介紹(shào)施耐德Premium係列PLC與喬治CVI擰緊扳手控製器進行MODBUS通訊,包(bāo)括通訊硬件配(pèi)置(zhì)、參數配置(zhì),CVI MODBUS通訊協議,擰緊扳手控製器數據讀寫,以及(jí)MODBUS通訊診斷。
關鍵(jiàn)字:MODBUS 協議 波特率 PCMCIA
1.引言
在汽車行業的各種裝配線中,擰緊機(jī)是裝(zhuāng)配線上(shàng)一個最常用(yòng)的機床和工具,而(ér)擰緊扳手控製器往往通過PLC通訊來進行控製(zhì),通(tōng)訊雖然具有技術性強、接線少、線路簡潔等優點,但在查找(zhǎo)故障時,搞不(bú)清通訊的原理、協議和數據讀寫(xiě)方法,則很難尋找、分析和判斷故障,甚至無從下手,常常在裝配線上控製(zhì)器通訊出現故障時,耽誤很長(zhǎng)時間,嚴重影響生產,因此研究PLC與CVI擰緊控製器進行MODBUS通訊具有非常重要的(de)現實指導意義。
2. 配置
2.1 通訊硬件配置
PLC通過CPU上(shàng)的TSX SCP 114 PCMCIA通訊卡經由線路分支器TSX SCA50連接到擰緊扳手控(kòng)製器(qì)的右(yòu)側25針RSB接口。
硬件:
PCMCIA卡:TSX SCP 114
通訊連接電纜(lǎn):TSX SCP CM 4030 或TSX SCY CM6030(接TSXSCY21601通訊模塊)
線路分支器:TSX SCA50
RSB接口,RS485連接,針腳定義如下:
7 0V
11 RT+(DA)
19 RT-(DB)
2.2 PLC配置
本(běn)項目PLC采用的是施耐德Premium,軟件用PL7 PRO,在“Hardware configuration”中,雙擊CPU模塊的“comm”通訊接口(kǒu)或TSX 20601模塊,在通(tōng)道框內選擇“CHANNEL1”,選擇所需通訊的(de)通訊卡類型“TSX SCP114 RS485 MP PCMCIA CARD”;
在類型框選擇“MASTER”,並選擇通訊重試的次數和應答延時;再配置(zhì)所需其它通(tōng)訊參數,如選擇波特率19200、8個(gè)數據位、1個停止位、偶校驗。如圖1:

圖1
2.3 擰緊扳手控製器配置
擰緊扳手控製器采用(yòng)CVIPC2000軟件進行配置。
①串行連接(jiē)參(cān)數配置:
點擊Parameters Controller Serial ports 進入串行連接參數配置窗口,點擊RSB Port菜單,對外設、串口類型、波特率、數據位、停(tíng)止位、奇偶校驗等進行配置,如圖2。
Associated peripheral: PLC
Serial port type: RS485i
Baudrate: 9600
Number of data bitss: 8
Number of stop bits: 1
Parity: none/even/odd
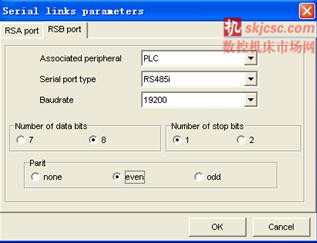
圖2
②PLC MODBUS連接(jiē)配置:
主要配置通訊方式、主/從選擇(zé)、地址設置等,配置路徑及配置如下(xià)。
點擊 Parameters Controller Peripherals進入(rù)外設配置窗口,點擊PLC菜單:
在PLC框中選擇 JBUS/MODBUS、slave、slave number: 10 (可自行定義),associated port在RSB port串行連接配置後此處會顯示為RSB port;
在fieldbus board框中配置: No、slave、network addess: 3、選Cylic、memory transfer:勾選上
設置如圖3。
圖3
3.CVI MODBUS通訊協(xié)議
3.1 命令/狀態(二進製輸入/輸出和網絡)
以下表格為所要讀寫的CVI擰(nǐng)緊控製(zhì)器的輸入輸出狀態和(hé)相關命令。
二進製輸入:
一個站包含14個二進製輸入,這些數(shù)據是物理輸入的狀態,它(tā)們為隻讀方式,如表1。
表1:
可根(gēn)據需要(yào)對輸入狀態進行判斷和診斷。
二進製輸出:
一個站包含15個二進製輸出,這(zhè)些數據是物理輸出的狀態,它們為隻讀方式,如表2。
表2:
當合格循環的次數等於(yú)設置合格循環的次數時,“循環OK數量”輸出為1,即(jí)總擰緊OK。
網絡輸入:
一(yī)個站包含14個二進製輸入,其中有6個通過網絡可用,即SCY(循環啟(qǐ)動(dòng))、Dir(方向)、RPRq(報告請求)、ES(急(jí)停)、reset(複位)、Fail.ACK.(故障確認) ,如表3。
表3:
3.2 結果
擰緊結果包括一般報告、趨勢、扭矩、角度、扭矩率等,如表4。
表4:

3.3 選項
通過選(xuǎn)項可輸出各(gè)種所需擰緊結果數據格(gé)式。
擰緊扳手控製器默認結果數據格式:
結果值掩碼選擇,讀寫地址為0x7829,缺(quē)省值W10=7(扭矩+角度+扭矩率)
結果格式,讀寫地址(zhǐ)為0x782A,缺(quē)省值W11=0(ASCII字符格式)
結果存儲映像類型,讀寫地址為0x782B,缺省(shěng)值W12=1 (終值+擰(nǐng)緊趨勢值)
輸出擰(nǐng)緊結果(guǒ)數據格式如表5:

表(biǎo)5
4.擰緊扳手控製器數據讀取
要讀取擰(nǐng)緊控製(zhì)器的數據,首先要掌握(wò)PLC的讀取命令及其格(gé)式,PLC讀取數據命(mìng)令為:READ_VAR(地址,目(mù)標類型,目標首址, 目標數量(liàng),數據接收區, 返(fǎn)回碼)
地址:地址的格式為ADR( { 網絡 . 工(gōng)作站(zhàn) } 機架號 . 模塊號 . 通道號 . 目標地址即(jí)從站地址 ),但禁止使用以下(xià)地址(zhǐ):{ 網絡(luò) . 工作站 } APP,{ 網絡 . 工作站 } APP.num和廣播地址。
目(mù)標類型:在MODBUS通(tōng)訊方式(shì),目標類型隻能為(wéi)%M:內部位、%MW:內部字。
目標首址:要讀目(mù)標的首地址、即第(dì)一個地(dì)址(zhǐ)。
目標數量(liàng):要讀目標的指定長度(dù),即個數。
數據接收區(qū):要讀目標的值放到該區域,這(zhè)些數據是連續存放的。
返回碼(mǎ):讀操作的狀態及錯誤碼。
16#00: 讀操作正確
16#01: 操作錯誤
16#02: 應答不(bú)正確
16#03: 應答長度(dù)不符合
下麵以扳手控製器1號扳(bān)手為例進行數據讀取,扳手控製器接在(zài)PLC CPU模塊的TSX SCP114上,故通訊地(dì)址為0號模塊(槽),CPU中配置通訊的通道號為(wéi)1,CVI扳手(shǒu)的地址設為10。
4.1 擰緊扳手控製器輸出狀態讀取
擰(nǐng)緊扳手控製(zhì)器的輸出狀態有15個位,這(zhè)裏主要是讀取扳手控製器準備好、擰緊OK、擰緊NOK等信號(hào),讀取命令如表6。
表(biǎo)6
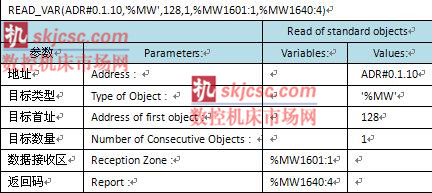
該指令讀0號模塊1號通道10號地址,數據(即控製器的輸出狀態)地址為128(80H)的1個字到(dào)%MW1601中(zhōng),讀操(cāo)作狀態返回到(dào)%MW1640、%MW1641、%MW1642、%MW1643中。
4.2 擰緊扳手控製器擰(nǐng)緊結果讀取
擰緊(jǐn)扳手控製器的擰緊結果,包括一般報告、趨勢、扭矩(jǔ)、角度、扭矩率,本項目主要是讀兩個擰緊扳手的扭矩值和角度值。
下麵讀取1號扳手擰緊扭矩結果,扭矩(jǔ)讀出命令為READ_VAR(ADR#0.1.10,'%MW',6145,3,%MW6000:3,%MW6500:4),該指令讀0號模塊1號通道10號地址,數(shù)據(即扭矩)地址為6145(1801H)的3個字到%MW6000、%MW6001、%MW6002中,讀操作狀態返回到%MW6500、%MW6501、%MW6502、%MW6503中。返回狀態信息主要查看第一(yī)個字,其含義見上麵說明。兩個擰緊扳手的扭矩和角度讀取方法相(xiàng)同,改變讀取地址即可,數據格式默認為ASCII碼(mǎ),表(biǎo)7為讀出的結果。
表7:
在PLC中監控變量的值時,要注意(yì)變量值的格式,表中十進製8224=2020H=’ ‘。
5. 擰緊扳手控製器數據寫入
PLC寫入命令為:WRITE_VAR(地(dì)址,目標類型,目(mù)標首址, 目標數量, 要寫的數(shù)據, 返(fǎn)回(huí)碼)
地址:地址的格式為(wéi)ADR( { 網絡(luò) . 工作站 } 機架號 . 模塊號 . 通道號 . 目(mù)標地址即從站地址 ),但禁止使用以下地址:{ 網絡 . 工作站 } APP,{ 網絡 . 工作站(zhàn) } APP.num和廣播地址。
目標類型:在MODBUS通訊方式,目標(biāo)類型隻(zhī)能(néng)為%M:內(nèi)部位、%MW:內部字。
目標首址:要寫目標的首地址、即控(kòng)製器內部的數據(jù)存放地址。
目標數量:要寫目標的指定長度,即個數。
要寫的數據:要寫(xiě)到目標的值放在該區域,這些(xiē)數據是連續存放的。
返回(huí)碼:寫操作的狀態及錯誤碼。
16#00: 寫操作正確
16#01: 操作(zuò)錯誤
16#02: 應答不正確
擰緊扳手控製器數據的寫入,主要是寫控製命令到擰緊扳手控製器(qì),如選擇擰緊(jǐn)程序、反轉擰鬆、擰緊扳手控製器複位、清零,它們的寫入(rù)操作一樣,僅要寫的(de)值不一樣,其值(zhí)根據需(xū)要確定,如要選擇5號擰緊程序,則值為(wéi)37(25H),反轉擰(nǐng)鬆則(zé)為96(60H),複位則(zé)為512(200H),清零則為0,寫入命令如(rú)表8。
表8:
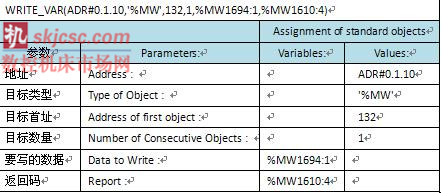
該指令寫0號模塊1號通道10號地址,把%MW1694一個字的值寫到地址為132(84H)的控製器中,寫操作狀(zhuàng)態返回到%MW1610、%MW1611、%MW1612、%MW1613中。改變(biàn)%MW1694的值(zhí)就可把各種命(mìng)令寫入扳手控製器中。
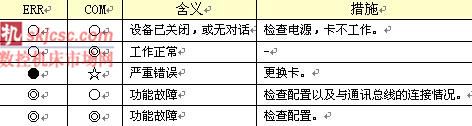
6. 通訊診斷
在通訊時,通訊診斷非常重要,我們可以通過SCP 114 PCMCIA通訊卡進行診斷。TSX SCP 114 PCMCIA卡上(shàng)有(yǒu)兩個LED指示燈,一個是紅色故障(zhàng)燈“ERR”,亮時表示出錯,正常情況(kuàng)下熄滅。另一個(gè)為黃色通訊燈“COM”,表示線路的通訊狀況,有通訊即讀寫數據時閃爍,讀寫(xiě)完後熄滅;無通訊即不讀寫數據時(shí)熄滅。如果無通訊時(shí),黃燈不停地(dì)閃爍(shuò),屬於通(tōng)訊不正常。兩個LED燈的狀態診(zhěn)斷如表9。診斷同時(shí)還可以查看通訊(xùn)讀寫(xiě)時的返回碼,並根據返回碼進一步確定通訊故障。尤其要特別注意的是通訊線(xiàn)路的屏蔽(bì)接地非常重(chóng)要。
表9:
7. 結語
CVI控製器使用廣(guǎng)泛(fàn),其MODBUS通訊應用技術性強,許多自(zì)動化人員對其不了解,碰到通訊問題非常棘手,通過(guò)上述(shù)通訊應用的詳細介紹,必將給廣大CVI控(kòng)製器設計和維修人員提供非常實(shí)用的技術指導(dǎo)。
如果您有機床行業、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯(jí)部(bù), 郵箱(xiāng):skjcsc@vip.sina.com

查")
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承(chéng)出(chū)口情況
- 2024年(nián)11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬(shǔ)切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新(xīn)能源汽車銷量情(qíng)況
- 2024年8月(yuè) 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產量數據