



數控機床智能化升級改造
2021-6-4 來源: 湖南三(sān)一工業職業技術學院 作者:陸 雄
摘要:為了提升數控機床(chuáng)的智能(néng)化水平,提出將工業機器人、自動測量技術、刀具檢測技術應用到數控機床,完成自動上、下料功能及工(gōng)件在線測量功(gōng)能,實現數控機床(chuáng)的智能化升級改造。希望能對數控機床智能化升級改造有一定的借鑒作用。
關鍵詞:數控機床;機器人;智能化;升級改造
0 引言
數控機床是製(zhì)造業應用(yòng)最廣泛、數量最多的(de)機械設(shè)備,對廣大工業(yè)企業的生產與發展(zhǎn)起到了極其(qí)重要的作用。在當前倡導“工業 4.0”與“中國製造 2025”戰略的背景(jǐng)下,智能化製造已成為製(zhì)造業發展(zhǎn)的方向,而傳統的數控機床已無法滿足現代(dài)企業智(zhì)能(néng)化(huà)生產的需要。因此,推動智能化技術改造尤為重要,對傳統的數控機床進行智(zhì)能化升級(jí)改造已成為一項(xiàng)十分重要的工作。近年(nián)來,以工業機器人(rén)為代表的(de)關鍵技術裝(zhuāng)備發迅速,為深入推進智能(néng)化升級奠定了(le)一定的(de)基礎。探(tàn)討將工(gōng)業機器人(rén)與數控(kòng)機床相結合,運用自動測量技術和刀具自動檢測技術,組成智能製造單元,實現數控機床的智能化升級。
1、 智能製造(zào)單(dān)元(yuán)整體結構設計(jì)
選用(yòng)的數控機床為湖南三一工業(yè)職業技術學院現(xiàn)有的一(yī)台KVC650 立式加工中心。機器人采用現有的(de)一台 ABB 工業機器人,完成工件的上料(liào)、下料(liào)及搬運工作。增加自動測(cè)量係統對工件進行自動檢測,配置自動刀具檢測係統,構造成一個基本的智能製造單元,實(shí)現整個加工過程的智能化。所有控製流程由(yóu)數控機床通過編程來實現。
1.1 智能製造單元設備組成
設備平麵布置如圖 1 所示。
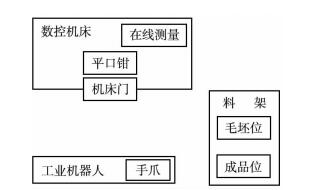
圖 1 設備平麵布(bù)置
1.2 主要設備及裝置介紹
1.2.1 KVC650 立式加工中心
KVC650 型加工中心是三軸控製數控機床,可控製 X、Y、Z三軸聯動進行直線插補、圓(yuán)弧插補。該機(jī)床配(pèi)備有自動換刀裝(zhuāng)置,刀庫容量為 10 把刀具。可自(zì)動連續地進(jìn)行鑽、銑、鏜、攻絲加工和輪廓的粗、精加工。該機床選配 FANUC 0iMB 數(shù)控係統。主要(yào)規格參數如下:
(1)工作台縱向(xiàng)行程:650 mm。
(2)工作台橫向行程:450 mm。
(3)主軸箱垂直行程:500 mm。
(4)主軸轉速範(fàn)圍:60~6000 r/min。
(5)主軸錐孔:BT40。
(6)進給速度(X,Y,Z):5~8000 mm/min。
(7)快速移動速度(X,Y,Z):10 000 mm/min。
1.2.2 ABB 工業機器人(rén)
采用的工業機器人型號為 IRB1600,主要(yào)技術參數為:
(1)承重能力:荷重 6 kg。
(2)工作(zuò)範圍:到達距(jù)離(lí) 1.2 m。
(3)位置重複(fù)精(jīng)度:0.02 mm。
(4)關節(jiē)數量:6。
1.2.3 氣動精密平口鉗
氣動精密平口(kǒu)鉗(qián)安裝在加工中心工作(zuò)台上,用(yòng)於自動裝夾待(dài)加工工件。
(1)規格:6 英寸。
(2)工作原理:氣(qì)液增(zēng)壓。
(3)氣源壓力:0.7 MPa。
(4)最大(dà)夾緊力:5000 kg(可調)。
1.2.4 在線測量裝置
在線測量裝置的(de)測頭部分安裝在刀庫中,通過換刀實現測頭的調用,通過數控機床編程進行測量,檢測工(gōng)件(jiàn)是否合格。
2 、智能製造單元工作過程
2.1 智能製造(zào)單(dān)元控製係統
控(kòng)製係統框(kuàng)圖如圖 2 所示,CNC 數控裝置作為智能(néng)製造單元的控製核心,所有控製指令由 CNC 控製係統發出,工業機器人協助完成工(gōng)件的(de)上、下料及搬運工作。自(zì)動測量(liàng)裝置(zhì)分為兩部分,測頭和接收器,測頭安裝在刀柄上,由數控程序控製實現自動測量,接收器安裝在機床本體上,接收來自測頭的信號。氣動平口鉗完成工件的夾緊和鬆開,防護(hù)門由氣缸驅動起安全防護作用。工(gōng)件料架存放待(dài)加(jiā)工(gōng)毛坯和(hé)加工好的成品。
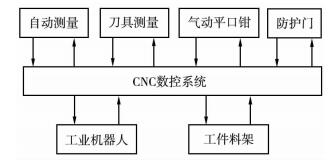
圖 2 控製係統
2.2 智能製造單元工作流程
數控程序實現(xiàn)對整(zhěng)個加工過程(chéng)的控製,按下循環啟動按鈕(或(huò)遠程啟動按鈕),主程序運行,對係統進行初始化。機床各軸(zhóu)運行到指定位置,平口鉗鬆開,防護門打(dǎ)開。同時判斷料架是否有料,沒有(yǒu)料發(fā)出缺料信(xìn)號,如果有料,數控機床發出上料指令,機器人將毛坯(pī)從料架搬運到(dào)數控機床平口(kǒu)鉗位置,平口鉗夾緊上料完(wán)成(chéng)。數(shù)控機床(chuáng)自動對刀,運行加工程序,加工完成運行測量程序,判斷零件是否合格,如果不(bú)合格(gé),發出不合格報警,合格則運行下(xià)料程(chéng)序(xù),判斷加工零件數是否達到設置值,少於設置值,繼(jì)續運行上料程序,加工下一個零件。如果(guǒ)零件加工數量達到設置值,程序結束,實現零(líng)件自動加工。工作流程如圖 3 所示。
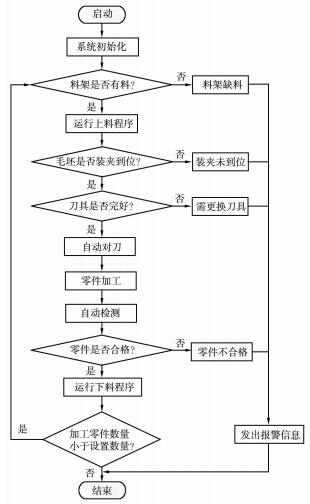
圖(tú)3 智能(néng)製造單元(yuán)工作流程
3 、程序介紹(shào)
數(shù)控機床需要設計的程序有自(zì)動上料和下料程序、防護門自動開關程(chéng)序、精密氣動平口鉗程序及自動測(cè)量程序。機器人設計(jì) 4 個工作位置,機器人(rén)初始位置、機器(qì)人平口鉗位置、機器人料架毛坯位置和機器人料架成品(pǐn)位置。機器人根據數控機床CNC 發出的指令,移動到相應的工作位置(zhì)。每次裝卸完工件,機器人回到初始(shǐ)位置。
4 、結束語
通過對數控機床智能(néng)化升級(jí)的研究,將工業(yè)機器人與數(shù)控機床有機結合起來,使數控機床的智能化水(shuǐ)平大幅提升。實現省工省力、提(tí)高效(xiào)率、保證質量,滿足智能製造的要求。通過進一步研究,還可以將這些(xiē)技術擴展到工(gōng)業生產(chǎn)中,具有非常廣闊的(de)發揮(huī)空間,為企(qǐ)業數控機床的(de)智能化升級改造提供借鑒(jiàn)。
投稿箱:
如果您有機床行業、企(qǐ)業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切削機床產量(liàng)數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量(liàng)數據
- 2024年(nián)10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數(shù)據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘(chéng)用車(chē)(轎車)產(chǎn)量數據