")



三菱機械手與上位機通信的VB實(shí)現
2018-5-10 來源(yuán):陝西(xī)漢江機床有限公司 作者: 張新寧
摘要:利(lì)用三菱機(jī)械手與上位機的通信,解決(jué)了機械手控製器中程序和數據文件的備(bèi)份保存(cún)問題;同時解決了(le)國標刀片(piàn)類型(xíng)多、數據多和程序多的數據存放問題,簡化了機床的(de)操作。
工業機器人在機械加工、製造(zào)業、汽車以及化工等領域的應用越來越廣泛。國家重大科技專項“五軸聯動高速、精密可轉位刀片周邊和雙端麵刃磨數控工具磨床”(2010ZX04001—162)的產品調試過(guò)程中,上位機和機械手的通信一直是一個難題,因(yīn)為機械手控製器就相當於(yú)一個黑匣子,用戶並(bìng)不清楚(chǔ)內部裝載了什麽程(chéng)序和數據文件,隻能從控製器麵板上選擇(zé)可(kě)執行文件並執行(háng),而且執行程序的名稱僅(jǐn)限於不多於4位的數字文件名,對於多(duō)於4位的程序名以(yǐ)及非數字字符文件名不能從(cóng)麵板選擇和執行,隻能通(tōng)過機械手的專用軟件來(lái)操作。
在一台專用的電腦上運行機械手專用軟件,能夠查看、選擇並執行程序,但需要專(zhuān)門的技術(shù)人員才行(háng)。非專業技術人員操作機床需要(yào)利(lì)用簡單的操作方法來實(shí)現,鑒於這種目的,通過(guò)對機械手性能和軟件結構等進行分析,基於三菱機械手提(tí)供的Active X通信(xìn)控件Melfa RXM.ocx具有(yǒu)一些專用(yòng)的命令,可以實現上位機與機械手控製(zhì)器之間的通信。本文介紹了在Visual Basic 6.0下的上位機與(yǔ)三菱機械手的通信方法。
1. 準備工作
( 1 ) A c t i v e X 通 信 控 件M e l f a R X M . o c x 在 V B 6 下的注冊。在(zài)將機械手專用控製軟件RT Toolbox 2安裝到(dào)windows係統中之後,Melfa RXM.ocx控件可通過下列方法進行(háng)VB6的注冊(cè):打開VB6程序,新建一(yī)個(gè)工程(標準EXE),命名為“機械手與上位機通信試驗”,菜單欄中(zhōng)選擇【工程】、【部件】,打開【部件】對(duì)話框,在【控件】下選擇“Melfa Rx M Active X module”項,如圖1所示,點擊“確定”按(àn)鈕(niǔ),注冊完成。
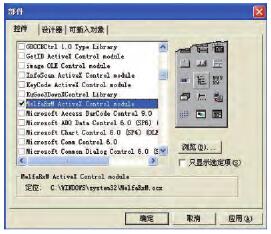
圖1
(2)在機械手軟件安裝路(lù)徑下,找到Melfa RXM_Dev文件夾並(bìng)打開,將(jiāng)Robo Com文件夾下的Robot Com.exe文件拷貝到(dào)剛建立的工程(chéng)路徑根目錄下,如圖2所示。R o b o t C o m.e x e文件是與機械手通信的伺服軟件,在與機械手控製器通(tōng)信的過程中,數據的傳送和接收均依賴於這個執行文件,是機械手(shǒu)控製器通信的通(tōng)道(dào)。
圖 2
2. 三菱機械手通信控件的Melfa RXM.ocx的主(zhǔ)要方法介紹
(1)Server Live。功能:獲取通信伺服的狀態。返回(huí)值:1(即true,下同)表示通信伺服已經啟動,0(即false,下同)表示通信伺(sì)服未啟動。
(2)Server Start。功能:啟動通信(xìn)伺服。返回值:1表示通信伺服(fú)啟動成功,0表示通信伺服啟動失(shī)敗。
(3)Server Kill。功能:關(guān)閉(bì)通信伺服。返回值:1表示通(tōng)信(xìn)伺(sì)服關閉,0表示通信伺服關閉失敗。
(4)R e q u e s t S e r v i c e、R e q u e s t S e r v i c e2N u l l。功能:發 送 一(yī) 個 通 信 請 求 。 語 法 :R e q u e s t S e r v i c e2N u l l ( l o n g M s g I D , S t r i n g D a t a , l o n g Display, long Cycle)。參數:M s g I D表示定義機(jī)械手控製器的編(biān)號ID,不同的ID有不同的通信數據格式和不同的結果。例如:I D=100,功能是讀取機械後控製器中的程序;ID=106,功能是讀取機械後(hòu)控製器中的程序列表。D a t a表示依賴於(yú)不同的M s g I D,不同的Msg ID,Data數據不同。Display表示(shì)是(shì)否在通(tōng)信中顯示數據。Cycle表示機械手控製器通信中的監控次數,始終為“1”。返回值:返回通信結(jié)果,1表示接(jiē)收數(shù)據成(chéng)功,0表示接收數據失敗,-1表示通信伺服未啟(qǐ)動。
(5)G e t R e c v D a t a。功能 : 獲 取 通 信 數(shù) 據 。 語 法 :G e t R e c v D a t a (l o n g M s g I D,String Data,long Status,longError)。參數:Msg ID表示設置請求的(de)通信ID;Data表示通信所接受的數據;Status表示(shì)通信(xìn)狀態,1表示接收數據成功,2表示數據傳送失敗,3表示接收數據超時;Error表示發生錯誤號(如果發生(shēng)錯(cuò)誤(wù)時);返回值表示返回通信結果,1表示獲取數(shù)據(jù)成功,0表(biǎo)示無效數據。
3. 在V B程序中涉及到的通信ID號的定義
三菱機械手控製(zhì)器(qì)的通信控件,包含有400多種通信ID,不同的ID產生不同的通信。下麵(miàn)簡要解釋部分ID功(gōng)能(néng).
(1)ID=100。功能:從控製器中讀取程序。參數:要讀取(qǔ)的程序名。
(2)ID=106。功能:從控製器(qì)中(zhōng)讀取程序(xù)列表。參數:無。
(3)ID=235。功能(néng):讀取機(jī)械手(shǒu)當前的位置坐(zuò)標。參數:槽號(hào),對於單控(kòng)製(zhì)器為1。機床號:對於(yú)單控製器為1。坐標類型:對於(yú)關節=0,對於直角坐標 = 1 。 返 回 值 : 第 一 軸 ( X )坐(zuò)標,第二軸(Y)坐標,第三軸(Z)坐標,……,第八軸坐標。
(4)ID=304。功能:讀取機械手(shǒu)控製(zhì)器(qì)中帶特殊擴展名的文件。參數:擴展名,例如“.TXT”。返回值:返回控製器中所有包含擴展名的文件列表。
(5)ID=305。功能:讀取機械手控製器中指定文件的文件清單,可以是程序文件名,也可以是指定的數據文件名。參數:指定(dìng)文件名。返回值(zhí):指定(dìng)文件名和文件中包含(hán)的數據字(zì)符串。
4. 在與三菱機械手(shǒu)控製器
進行(háng)通信中的VB6試驗結果
( 1 ) 利 用 I D = 1 0 0 , 讀 取(qǔ)T E S T1的機械手控製程序清單(dān),如圖3所示。返(fǎn)回結(jié)果:第一行,指定(dìng)的程序名;第(dì)二行,文件中包含的程序的行數(shù);第三行及以後行,指定文件的程序清單。

(2)利用ID=106,讀(dú)取機械手控製(zhì)器中所有(yǒu)程序列表,在列表可以看到(dào)包含有TEST1.MB5的程序,如圖4所示(shì)。

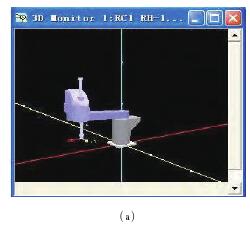
(3)利(lì)用(yòng)ID=235,讀取機(jī)械手當前的位置坐標(見(jiàn)圖5)。在輸出數據中包含了機(jī)械(xiè)手的X、Y、Z軸的實際坐標值。在(zài)機械手模擬運行中對(duì)比,如圖(tú)6所示。圖6a為機械手的(de)實(shí)際位置,圖6b是機械手運行模擬的坐標位(wèi)置顯(xiǎn)示。由比較可知(zhī),試驗(yàn)結果和實際坐標是吻合的。


(4)利用ID=304讀取機械手控製(zhì)器中所有的程序文件和數(shù)據文件列表,如圖7所示(shì)。

圖7
(5)利用ID=305讀取指定數據文件。在顯示中包含(hán)了數據文件名、文件大小以及文件的字符串數據清單,如圖8所示。

圖8
當 然 , 三 菱 機 械 手(shǒu) 控 製 器的通信控件功能是相當強大的(de),還包括了機械手的(de)各種信息、控製器的各種信息、文件刪除(chú)以及拷貝等功能,由於涉及範圍的(de)限製,不再一一列舉。
5. 試驗的應用
本次試驗(yàn)是非常成功的,通過試驗,進一步將(jiāng)三菱機械手與上位電(diàn)腦、筆(bǐ)記本的通信擴展(zhǎn)到F a g o r8070數控係統中,典型的(de)應用有:①在CNC中嵌入機械手坐標采樣(yàng)程序,將不同刀(dāo)片加工(gōng)時機械手的實際坐標采樣並保存在C N C硬盤中,供以(yǐ)後加工時數據恢複和自動(dòng)調用。②機(jī)械手(shǒu)運作程(chéng)序的備份保存。③定期清理機械手控(kòng)製器中不常用的數據文件,確保機械手控製器內存充足,運行流暢。
6. 結語
通過(guò)這(zhè)次試驗,學習了一(yī)種新的通信方法。這種(zhǒng)獨特的參數化(huà)通(tōng)信模式涵蓋了三菱機械手與上位機的所有通信內容,為程序的模塊化設(shè)計提供了一個參考(kǎo)樣本,也為以後的編程提供了一個新思路。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
州金馬")
業界視點
| 更多(duō)

行業數據
| 更多
- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產量(liàng)數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本型(xíng)乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發展趨勢
- 國產數控係統和(hé)數控機床何去何從?
- 中國的技術工人(rén)都去哪裏了?
- 機械老(lǎo)板做了十多年,為何還是小作坊?
- 機械行業最新自(zì)殺性(xìng)營銷(xiāo),害(hài)人害(hài)己(jǐ)!不倒(dǎo)閉才
- 製造(zào)業大逃(táo)亡
- 智(zhì)能(néng)時代,少談點智造,多談點製造
- 現實麵(miàn)前,國人沉默。製造業(yè)的(de)騰飛,要(yào)從機床(chuáng)
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔(kǒng)攻螺紋加(jiā)工方法(fǎ)及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別