



數控機床智能化改造(zào)技術(shù)案(àn)例探討
2021-1-29 來源(yuán): 山西職業技術學院 作者:蔡啟培 朱(zhū)東霞
摘要(yào):以實(shí)現工件(jiàn)上下料為基本功(gōng)能(néng),以寶雞 CK7520 全(quán)功能數控車床和廣數 GSK RB08 搬運機器人作為改造實例(lì),介紹了(le)數控機床改(gǎi)造的整體思路、改造過程的 4 個階段及相關技術。改造過程中,首先根據功能需(xū)求步確定改造方案;其次,根據改造方案確定擬改造的設備,並對設備進行性能評估和調(diào)試,為改造技術的難點;最後,設備聯動調試階段,務必保證信息傳遞的完整性、準確性、適(shì)時性、穩(wěn)定性以及硬件配(pèi)置的合理性。隨著社(shè)會的發展,人力資源成本不斷提高,尤其對於一些重複性程度較(jiào)高、作業(yè)難(nán)度大、環境不適(shì)合人長時間作業的場合,數控機床的智能化改造將會極大地提高勞動生產率(lǜ),為企業節省人力、物力和財力。
關鍵詞:數控機(jī)床 智能(néng)化 機器人
1、數控機床智能化改造的意義
高度自動化(huà)的(de)無人車間,是近幾年我國製造(zào)業企業轉型升級(jí)的一個縮(suō)影。目前,工信部共啟動了 109 個智能製造試(shì)點,並取得了顯著成效。伴隨著智(zhì)能製造試點的推進,機器人(rén)的使用迅速增加,尤其(qí)適用(yòng)於(yú)作業難度大的行業、國際應用最廣泛的焊接領域以及(jí)高端應用(yòng)集中的汽車行業(yè)等。中國是一個傳統的機械製造大國(guó),但其(qí)裝備水平相對落後,自動化程度較低(dī)。特別是一些(xiē)老的機械製造廠,設備多是老式的數(shù)控機床,遠遠不能滿足加工要求,尤(yóu)其是自(zì)動化要求(qiú)。隨著社會的發展,人力資源成本不斷提高,尤其對於一些重複性程度較高、作(zuò)業難(nán)度大、環境不(bú)適合人長時間作業的場合,能夠實現基本裝(zhuāng)料、卸料等功能的自動化,將會極大地提高(gāo)勞動生產率,為企業節省人力、物力和財力(lì)。例如:根據某市人社部門對(duì)全市部(bù)分企業職工(gōng)的(de)工資收(shōu)入進行抽樣調查,經統計、匯總和分析,確定(dìng)了 50個工(gōng)種的勞(láo)動力市場工資(zī)指導價位,其中數控機床(chuáng)操作工月收入多在 4500 元上下,人力成本約 11 萬每年(按每台機床需 2 名工人計算)。每台數(shù)控機床改造的費用約為 10 萬(配置經濟型機器人),且改造後的設備可以持續性使用(正常維護 10 年左右),設備(bèi)改造後一人可以操(cāo)作多台機床。相比之下,雖然設備改造費用相對(duì)較高,但從(cóng)長遠(yuǎn)分析可(kě)以節省大量成本,且(qiě)可以克服工人操(cāo)作機床帶來的缺陷。
2、改造思路
根據改造後擬實現的功能,確(què)定(dìng)改造的總框架圖、總體方案以及改造流(liú)程等。數控機(jī)床智能化改造整體分為 4個階段——總體方案設計,設備選用,設備調試,設備聯(lián)動調試(shì)階段(duàn)。
3、總體方案設計
本次改造實例的背景為某企業加(jiā)工的零件多為(wéi)批(pī)量生產,企業目前具有多台數控(kòng)機床(chuáng)。改造(zào)的功能要求為數控加工過(guò)程中機器人(rén)完(wán)成給定工件的自動上下(xià)料(liào),實現工件加工的自動化控製。
3.1 數控機床改造方案
數控機床接(jiē)收機器人上料(liào)完成的信號(hào),並將工件加工(gōng)完(wán)成的(de)信號反饋給機器人,指導機器人(rén)完成下料工作。例如:當機器人完成上料動作,機器人發送信號到數控機床IO MODBUS 模塊(kuài)中的 X100.1,當數控機床 IO MODBUS模塊中的 X100.1 地(dì)址接收到(dào)信號,在調(diào)用循(xún)環啟動命令,開始工件的加工。
3.2 機器人改造方案
機(jī)器人根據輸入信號的不同,完成上料、下料、適時發送到位信號的工作。機器(qì)人改造方案設計框圖如圖 1 所示,工步 1 為上料動作(zuò),工步 2 為下料動作。根據設(shè)計框圖,分配(pèi)的 I/O 地址如表 1 所示。
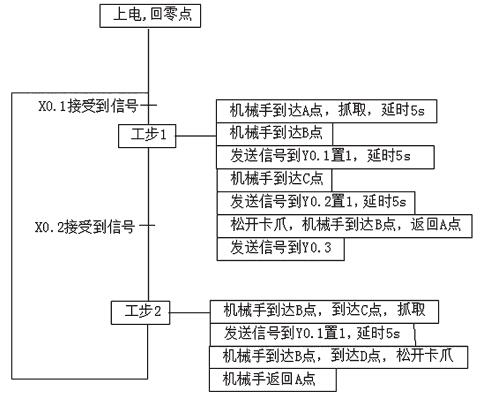
圖1 機器人(rén)改(gǎi)造方案設計框圖
表 1 機器(qì)人 I/O 地址分配

4、設備選用
設備評估的主要依據是保證設備具有改造的可行性,且其性能(néng)能夠達到既定的功能要求。本次改造擬實現數(shù)控車床和工業(yè)機器人協(xié)調動作,完成設備的自動上下料等基(jī)本功能自動化,要求機床(chuáng)具備液壓(yā)卡盤、自動防護門等(děng)結構(gòu)。因此,數控機床選用寶(bǎo)雞CK7520
全功能數控車床,係統(tǒng)采用 FANUC 0i-TC 係統,寶雞機床廠生(shēng)產,後置(zhì)刀架,機床(chuáng)設置 12 刀(dāo)位,但(dàn)是機(jī)床防護門開關需改造為氣動控製。機器人選用廣數 GSK RB08搬運機器人,GSK RB08 型機(jī)器人可廣泛應用於物流搬運、機床上下料、衝壓自動化、裝配、打磨以及拋光等用途(tú)。
5、數控機床調試
數控機床結構複雜,產生故障的原(yuán)因(yīn)很多,因此需(xū)要對(duì)機床進行嚴密的故障排查。常見故障包括係統故障(zhàng)、電氣故障和機械故障(zhàng)。數(shù)控係統故障分析的常見方法有目測、觸摸檢測、通電檢測、儀器檢測、可編程器的檢測分析以及備件替(tì)換診斷法。
現場診斷是進行故障排查的核心內容,診斷的內容包括初步尋找故障發生的部位、檢查係統(tǒng)與外圍線路的連(lián)接、具體分析和排(pái)除故障(zhàng)(如采用替(tì)換故(gù)障配件(jiàn)的方法排(pái)除故障)、運行機床驗證數控係統能否恢複正常等。一些特殊情況下,需要(yào)對元器件進行定位檢測。
6、工業機器人性能測試
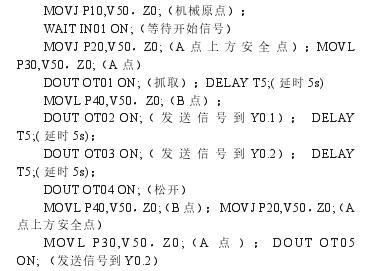
根據設(shè)計方案,機器人擬實(shí)現的功(gōng)能包括機械手抓取工件、移動工件到卡盤位置、適時的發(fā)送到位信號以及返回倉儲位置等。因此,本設備的性能測試內容包括:檢查路線(xiàn)、開關位置、指示燈等,使其均處於正常狀態;測試輸入、輸出地址,保證其在正確狀態。可以根據設計方案,對擬使用的 I/O 地址(zhǐ)進行簡單的調(diào)試操作;功能的模擬(nǐ)或調試。通過錄入程序,驗證機器人是否可以完成既定功能。部分程序如下(以(yǐ)下為工步1上料程序)。工步 1 部(bù)分程序:
7、設備(bèi)聯動調試
數控(kòng)機床與機器人之間的聯動調試為改造的難點之一,涉及眾多技(jì)術難題。尤其在數控機床與機器人協同工作的過程中,必須保證信息傳遞的完整性、準確性、適時性、穩(wěn)定性以(yǐ)及硬件配置的合理(lǐ)性、經濟型。FANUC 係統(tǒng)與外(wài)圍設備的常見協(xié)調方(fāng)法有 3 種:
(1)FANUC 係統(tǒng)主板增加擴展板,但是費用高,所以(yǐ)9 成的自動化(huà)公司通過 FANUC IO 點(diǎn)方式與第(dì)三方 PLC 通信;
(2)一般總控 PLC 和 FANUC 係統之間通過 IO 點連接,但是存在以下問題:電器櫃中電纜多,容易混亂;需要查找設備(bèi)不用的 IO 點,對工程人員的(de)技能要求較高,且(qiě)存在一定的風險;需(xū)要根據 IO 點數量調整電纜的規格;
(3)FANUC 公司推出的 IO-MODBUS 模塊價格相對便宜,連接方(fāng)便,采用獨立的 IO 點不易出錯。
本案例改造的功(gōng)能相對簡單,因此(cǐ)采用 IO-MODBUS模塊完成所需功能,選(xuǎn)擇輸入點 X100.0 和 Y100.0 作為 IO-MODBUS 模塊與機(jī)器人的輸入(rù)和輸出地址,通過 PMC 操作界麵(miàn)完成 I/O 模塊的地址分配。為滿足工業機器人在數(shù)控機床上(shàng)的某些功能,必須對數控機床軟件(jiàn)進行二次開發,按照設計方案編製係(xì)統梯形圖。
8、結語
針(zhēn)對目前製造業(yè)的技術裝備(bèi)現狀對傳統數控設(shè)備進行(háng)改造,使其不僅滿足機床應有的加工要求,而且能(néng)夠完成基本的裝、卸料等任務。用現代先進(jìn)技術改造和提升舊的設備,適應智能化設備的需要,是我國製造(zào)業的發展方向。對(duì)設備(bèi)的智能化改造涉及諸多技(jì)術方法,在實際過(guò)程中需根據具體情況選擇合適的設計方案,解決不(bú)同的技(jì)術難題(tí),以滿足不(bú)同企業的需求。
投稿箱:
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)

業界視點
| 更多

行業數據
| 更多(duō)
- 2024年11月 金屬切削機床(chuáng)產量數據(jù)
- 2024年(nián)11月 分地(dì)區金屬切削機床產量數據(jù)
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能(néng)源(yuán)汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新能源汽車銷量情況
- 2024年(nián)8月 新能(néng)源(yuán)汽車產量(liàng)數據(jù)
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據
博文選萃
| 更多
- 機械加(jiā)工過程圖示
- 判斷一台加工中心精度(dù)的幾種辦法
- 中走絲(sī)線(xiàn)切割機床的發展趨勢
- 國產數控係統和數控機(jī)床何去何從?
- 中國(guó)的技術工(gōng)人(rén)都去哪裏了?
- 機械老板做(zuò)了十多年,為何還是(shì)小作坊?
- 機械行業(yè)最新自殺性營銷,害人害己!不(bú)倒閉才
- 製造(zào)業大逃亡
- 智能時代,少談點智造(zào),多談點製造
- 現實麵前(qián),國人沉默(mò)。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具(jù)補償功能
- 車床鑽(zuàn)孔攻螺紋加工方(fāng)法及工裝設(shè)計
- 傳統鑽削與螺(luó)旋銑孔加工工藝的區別