



進口刀塔故障的自主維修
2021-9-30 來源: 四川航天烽火伺服(fú)控製技術有限(xiàn)公司 作者:楊家珺,崔博峰(fēng)
摘要:針對 TS-200/12-0 刀塔頻繁出現換刀時不能到達預定刀(dāo)位的故障,分析故障原因(yīn),給出有效修複方案,成功實現進口刀塔的自主維修。
關鍵(jiàn)詞:數控車床(chuáng);進口刀塔;換刀故障
0 引言
數控車床伺服(fú)電動刀塔(tǎ)多選用進口刀塔。進口刀塔集機械、電氣、氣動、液壓和自控於一體,結構複(fù)雜(zá)、裝配精度高、維修難(nán)度大,外修(xiū)或更換費用昂貴,始終是困擾公司設備維修(xiū)、影響生產的老大難(nán)問題。為此,依(yī)靠自己技術力量修複進口(kǒu)刀塔,勢在必行。
1、 故障現象
公司多台數控車床均(jun1)出現刀塔無法正常換刀的故障(zhàng)。有(yǒu)時(shí)是在接到換刀指令(lìng)後不(bú)能到(dào)達指定刀位,有時是到達了指定刀位卻不能鎖緊,有時是既不能(néng)到達指定刀(dāo)位(wèi)又(yòu)不能鎖緊(jǐn)。這些數車刀塔都是進口,主要是巴拉法蒂、迪普馬兩種品牌。本文以迪普馬 TS-200/12-0 型刀塔(圖 1)為例,介紹進口刀塔故障維修過(guò)程。
2 、刀塔工作原理(lǐ)
係統發出換(huàn)刀指令→刀塔電機電源接通,PLC 控製轉向→電機旋轉,通(tōng)過齒輪傳動帶動刀盤轉動→刀位檢測→預分→精確定位(wèi)→刀(dāo)盤鎖緊→結束信號。
3、 故障原因分析
根據刀塔結(jié)構和原理,按照先(xiān)機械、後電(diàn)氣的原則,分析故障原因如下:
(1)查看梯形圖有鎖緊信號,但(dàn)是反向無法鎖緊(jǐn),懷疑鎖緊(jǐn)的(de)機械零件(jiàn)存在故障。分析原理,刀盤是靠滾輪到達高位壓緊雙聯(lián)磁盤斜凸麵,使得動齒盤定齒盤齧合來(lái)達到(dào)鎖(suǒ)緊作用,故判斷滾輪和斜凸麵接觸不良,導致鎖緊力度不夠。
(2)刀塔有時能找到刀位,有時找不到刀(dāo)位,懷疑供電電(diàn)壓不穩定。經測量發(fā)現,多次換刀故障發生(shēng)時,24 V 電壓(yā)都不正常。
(3)根據刀塔結構,刀塔分度定位編碼(mǎ)器、接近開關、預分度電磁鐵線圈動作都和插銷有關(guān)。通(tōng)過(guò)在線監控 PLC 運行狀態,將疑點集中(zhōng)到了電磁(cí)線圈。懷疑電磁線圈密封性能損失,線圈進入冷卻(què)液後,使得線圈工作中發熱,磁力減弱(ruò)。

圖 1 迪普馬 TS-200/12-0 型刀塔
4、 維修過程
4.1 更換密封圈
拆開刀盤,發現腔體密(mì)封圈有損壞,造成腔內缺油,齒輪幹磨。為此,現場測量確定密封圈(quān)尺寸,選用抗氧化、耐油、耐酸堿、耐老化和氣密性好的氯(lǜ)丁橡膠,自製密(mì)封圈進行更換。
4.2 打磨修複凸輪高點接觸麵
刀盤中的 3 個齒輪帶動滾輪讓刀塔轉(zhuǎn)動,換(huàn)刀時,滾輪(lún)在低點,到位後滾輪到達高點鎖緊(jǐn)。現在刀(dāo)塔(tǎ)鎖緊力度不夠,加工中刀盤跑位,拆卸後發現刀(dāo)盤鎖緊(jǐn)點不平衡,磨損嚴重。重新磨平凸點,但尺寸變低。為此,根據磨平的尺(chǐ)寸和(hé)刀盤的間隙,在(zài)動輪後麵加上 G20 軸承鋼片墊子,重新(xīn)安裝調試好後,刀盤鎖緊(jǐn)力度合適。
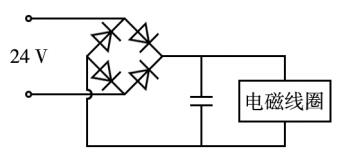
圖(tú) 2 改造前的 24 V 電(diàn)源回路
4.3 改造電磁線圈
由於線圈斷電瞬間會產生高於數倍供電電壓的反向電(diàn)壓,造成控製電路的器件(jiàn)擊穿損壞。在線圈兩端並聯反(fǎn)向(xiàng)二極管,相當於增加了一個反向電壓的泄放(fàng)回路,避免了對回路的損害(hài)。
4.4 重新設計 24 V 電源回路
拆(chāi)下線圈後發現線圈溫度過高,測量電壓隻有 10 V。設備出廠時 24 V 電源(yuán)如圖 2 所示,整流橋堆輸出的電(diàn)源為(wéi)脈動直(zhí)流電,紋波電壓高導致(zhì)電源效率降低,產生浪湧電壓或(huò)電流(liú),燒毀用電設備。為避免紋波,在整流橋堆後添加濾波(bō)電容(róng),將脈動直流電盡可能轉換為平(píng)滑直流(liú)電,提高電源工作效(xiào)率和穩定性。考慮到設備線圈等部(bù)件使用年限(xiàn)過久,線圈等元件(jiàn)發熱過(guò)載,容易引(yǐn)起電源反複損壞。為此,引入開(kāi)關電源,將市電整流後得到直流電壓,利(lì)用開關管的導通和關斷,將得到(dào)的電壓截成矩(jǔ)形波,把高能量切割成無數個低能量,傳寄給輸出端,輸出(chū)端通過輸出(chū)電壓的高低,對輸入端進行反饋(調整切割的頻率,以及占空比),達到穩定(dìng)輸出電壓(yā)的目的(de)。改造後的 24 V 電源(yuán)回路如圖 3 所示。
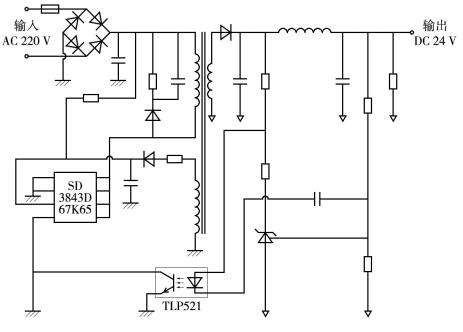
圖 3 改造後的 24 V 電源回路
5、 結束語
經(jīng)過反複裝調,刀塔恢複了正常換刀。本(běn)次維修後(hòu),設(shè)備正常工作已近(jìn)一年,未再出現同(tóng)類(lèi)故障。通過(guò)這次維修(xiū),解決了數控車床刀塔維修難題(tí),填補了(le)公司這項維(wéi)修技術的空白。將本方(fāng)法推(tuī)廣到其他幾台數控車床刀(dāo)塔維修,效果十分顯(xiǎn)著。希望為行業內同類故障的自主維修提供借鑒。
投稿箱:
如果您有(yǒu)機床行業、企業(yè)相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企業(yè)相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息

業界視點
| 更多
調查")
行業數(shù)據
| 更多
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工(gōng)中心(xīn)精度(dù)的幾種辦法
- 中走絲線切割機床的發(fā)展趨勢(shì)
- 國產數控係統和數(shù)控機床(chuáng)何去何從?
- 中國的技(jì)術工人都去(qù)哪裏了?
- 機械老板做了十多年,為何還是小作坊(fāng)?
- 機械行業最新自(zì)殺性營銷,害人害己!不倒閉才(cái)
- 製造業大逃(táo)亡
- 智能時代,少談點智造,多(duō)談點製(zhì)造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工(gōng)刀具補償功(gōng)能(néng)
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統(tǒng)鑽削與螺旋銑孔加(jiā)工工藝的區別