



加工中心電主軸結構分析及典型故障修理
2021-7-27 來源: 中國航發貴州黎陽航空發動機(jī)有限公司 作者:黃智勇,劉誌(zhì)勇
摘要:敘述 SAJO10000 加工中心電主軸的機械及電氣結構,分析各組成部分和功用,列舉兩個維修實(shí)例。
關鍵(jiàn)詞(cí):電主軸;結構;故障維修
0 引言
SAJO10000 加工中心為瑞典薩耀(yào)公(gōng)司生產的 5 軸聯(lián)動加工中心(xīn),機床(chuáng)的精度及(jí)自動化(huà)程度高,機床尺寸大,工(gōng)作台尺寸1000×1000,各軸行程:X=1600,Y=1500,Z=1750,A=0°~110°,B=0°~360°。該設備使用方便,加工能力強。特別是(shì)它的主軸為電主軸,即主電機的轉子即為機床的主軸(zhóu),是目前較為先進的一(yī)種主軸結構。電主軸機械電器結構複雜,精度非常高,其電器控製(zhì)能力技術含量高,主軸可實現(xiàn) 0~6000 r/min 的無級調(diào)速,其轉(zhuǎn)速控(kòng)製非常精確,可實現軸聯動攻絲、加工高精度(dù)螺紋等作業。
1、加工(gōng)中心電主軸結構
SAJO10000 加工中心電主軸的結構主要由轉子和定子兩大部分(fèn)組成(圖 1)。
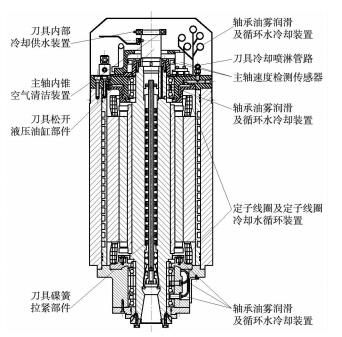
圖1 SAJO10000 加工(gōng)中(zhōng)心電主(zhǔ)軸結構
1.1 轉子
轉子部分包括:刀具(jù)碟簧拉緊部件,刀具鬆開液壓油缸部件,主軸內錐空氣清潔裝置,刀具的內部冷卻供水裝置等。
(1)刀(dāo)具碟簧拉緊部件。刀(dāo)具碟簧拉緊部分的作用(yòng)是(shì)將主軸上的(de)刀具牢牢固定在主軸錐孔上,由數組碟簧通過預緊螺母及拉杆(gǎn)帶動(dòng) 1 個可伸縮的 4 爪拉緊鉤,鉤住刀具尾錐後部的拉釘,使刀具緊緊固定(dìng)在主軸上。刀具拉緊力可通過調整碟簧拉杆後麵的預緊螺母來實現,拉緊力的調整要適當,過鬆刀具易鬆動,過緊碟簧易損壞。
(2)刀具鬆開液壓油缸部件。刀(dāo)具鬆開液壓油缸部件是用來(lái)反向推動碟簧使刀具與主軸分離,此液(yè)壓缸體積小,工作油(yóu)壓較高,達到 15 MPa,對油缸的質量要求(qiú)較高(gāo)。
(3)主(zhǔ)軸內錐空氣清潔裝置。主(zhǔ)軸內錐空氣清潔裝置的作用是在主軸換刀的同時從(cóng)主軸內部吹出壓縮(suō)空氣,清潔主軸內錐麵,保證刀具定位(wèi)準確、拉緊可靠。壓縮空氣的吹出由(yóu)安裝(zhuāng)於刀具鬆開液壓油缸(gāng)上部(bù)的組合式液氣控製閥來控製。
(4)刀具的內部冷卻供水裝置(zhì)。刀具的內部冷卻供水裝置專用於主軸內冷結構的設備,其(qí)刀具的中心部位開有(yǒu)冷(lěng)卻液(yè)通路,主(zhǔ)軸內部的冷(lěng)卻液通過此通路直接噴淋到刀具與零件的接觸(chù)麵,達到極佳的(de)冷卻效果。加工中(zhōng)可以采用較高的主軸轉速和較大的進給(gěi)量,大大提高(gāo)生產(chǎn)率。主軸中心部位的冷卻液也是通過刀具鬆開液壓油缸上部的組合式液氣控(kòng)製閥來控製實現。
1.2 定子
定(dìng)子部分包括:定(dìng)子線圈及定子線圈冷卻水(shuǐ)循(xún)環裝(zhuāng)置,主軸速度檢測傳感器(qì),刀具冷卻噴淋管路,軸承(chéng)油霧潤(rùn)滑及循環水冷卻裝置等。
(1)定子(zǐ)線圈。此(cǐ)電主軸的定子線圈裝在一長方體殼(ké)體內,與 A 軸連成一(yī)體並隨 A 軸同(tóng)時轉(zhuǎn)動。其上(shàng)裝有電機電(diàn)纜,在(zài)電機電纜內裝有 2 組熱保護傳感器,對電機的過流過載(zǎi)起到很(hěn)好的保護作(zuò)用。此電機功率較大,電機定子線圈(quān)發熱較大,通(tōng)常的風冷散熱方式滿足不了要求。在設計上廠家采取了定子線圈(quān)殼(ké)體外加(jiā)循環水的冷卻方式,大大提高了散熱效果。電(diàn)機線圈產生的熱(rè)量能夠很快被帶走,進一步提高了(le)電機的(de)過流過(guò)載(zǎi)能力。增加了水冷卻裝置,對主(zhǔ)軸的密封性要求也提高了。
(2)主軸速度(dù)檢測傳(chuán)感器。此電主軸的速度(dù)反饋(kuì)是通過安裝在主軸轉子上的(de)齒形(xíng)碼盤(pán)和位(wèi)於電機定子端蓋上的磁性傳(chuán)感器來檢測,碼盤的每個齒(chǐ)經過磁性傳感器(qì)的檢測麵時(shí)傳感器發(fā)出1 個脈衝信號,單位時間內發(fā)出的脈衝數通(tōng)過主軸伺服控製器的處理,產生相應的控製信(xìn)號來控製主軸的轉速和轉角,同時將主軸的狀態反饋(kuì)給(gěi)數控(kòng)係統。
(3)刀具冷卻噴淋管路。刀具冷(lěng)卻噴淋管路通過定子殼體將冷卻(què)液直接輸送到主軸刀具兩側的 6 個噴嘴,對主軸上的刀具進行(háng)強製冷卻。此設(shè)計比一(yī)般的機床冷卻液注入量(liàng)大很(hěn)多,從而減小刀具磨損及(jí)工件熱變形。
(4)軸承油霧潤滑。該電機轉子與定子殼體靠一(yī)組 5 個精(jīng)密的軸承安裝(zhuāng)支撐,軸承為7020ACD/P4A,轉子軸前端安裝(zhuāng) 3 個軸承,後端 2 個軸承。這組軸承的轉速高、負荷大,特別是前部的3 個軸承,對潤滑要求較高。此電主軸在設計上(shàng)采用了油霧潤滑方式,潤滑油在油(yóu)霧發生器(qì)中與壓縮空氣(qì)充分混合,通過(guò)管路輸
送到各軸承的滾(gǔn)動體(tǐ)上,使軸(zhóu)承得到充分潤滑及冷卻。同時在設計(jì)上對(duì)前部的 3 個(gè)軸承安裝座采用了循環(huán)水冷包強製冷卻,又進一步保證了軸(zhóu)承的良好工作(zuò)狀態。
2、電(diàn)主軸典型(xíng)故障的修理
2.1 電主軸進水定子線圈燒壞故障
該機床在加工零件時,操作者聽到主軸發出異常聲音,隨後機床(chuáng)自動停機,打開工(gōng)作門,發現主軸與 A 軸相接處冒出(chū)白煙,散發(fā)出焦糊味。這期間顯示功率輸出已達 99﹪,出現了主軸伺服故障、主軸(zhóu)伺服測量(liàng)回路電(diàn)流絕對值錯誤報警。
關(guān)機(jī)檢查發現主(zhǔ)電機三相線(xiàn)圈對地電阻為零,決定對主電機進行拆卸(xiè)。當取(qǔ)下電(diàn)機上部端蓋時發(fā)現有水汽和(hé)煙灰的混合物噴附在電機(jī)的上端蓋,電機的三相繞組出線處已(yǐ)燒焦,定子內腔壁已鏽蝕,用吊車(chē)取下電(diàn)機轉子後,在定子線圈的下部有很多積水。拆下主軸下端冷(lěng)卻(què)水循環盤(pán)時,發現其上部有一個帶密封墊圈(quān)的 M5 內(nèi)六角螺釘頭部已斷掉,密封墊圈失去密封性,冷卻水滲到電機內造成電機損壞。此電機為德國西門子公司產品,如購買原廠備件(jiàn)要 3~4 個月的定貨周期(qī),最終由國內專業廠家在一周內重新繞製完成(chéng)。裝配(pèi)後試機(jī),電主軸工作正常。
2.2 電主軸軸承的更(gèng)換
該機床在運行中出(chū)現電主軸編碼器(qì)錯誤報警。根據以往的經驗,調整了編(biān)碼器與檢(jiǎn)測齒盤的間隙,但沒有好轉。與操作者溝通了解到該主軸近來振動有點大(dà),加工孔的光度不好。檢查主軸(zhóu)的靜態精度,徑向跳動在 0.02~0.04 mm、軸向跳動在0.05~0.08 mm,在(zài)檢測(cè)排除了測量方法和其他各軸的影響後,判定可能是主軸軸承有問題,決定進行拆卸更換(huàn)。
此電主軸比較重,電機約有 300 kg,拆卸需多人合作。特別是在分解轉子(zǐ)軸時要將整個電機落穩在工作台的墊鐵座上,人爬到 4 m 多高的機(jī)床上部,手盤 Y 軸絲杠將電機定子殼體向上(shàng)移出,才(cái)能(néng)將電機軸轉(zhuǎn)子及轉子前部的軸承(chéng)安裝殼體拆下。拆下了電機軸轉子及轉子前部的(de)軸承安裝殼體後要對內部(bù)的 3 個軸承進行分解,但對照機械圖(tú)用常規方法進行拆卸(xiè)時發現固定軸承的前端壓緊端蓋無法拆開。後谘詢(xún)廠家得知,該處軸承前(qián)端壓緊端蓋的內孔與軸的過盈量達 0.1 mm,軸向需用(yòng) 2000 kg 的力才能拆開,拆卸有很大風險。此機床在軸承壓緊(jǐn)端蓋上設計了拆(chāi)卸(xiè)專用油壓空腔,用高(gāo)壓手壓泵將高壓油通過(guò)專用接頭注入方可拆下,通過計算高壓油壓要(yào)達到 50 MPa 左右。為此(cǐ)設計製作了專用接頭,在四五個(gè)人(rén)的配(pèi)合下終於將其拆(chāi)出。
通過檢查,軸承已明顯磨損。更換新軸承時預先加熱軸承,避免影響新軸承精度又便於安裝,特別在加熱安裝固定軸承(chéng)的前(qián)端壓緊(jǐn)端蓋時,對(duì)加熱溫度進行了仔細計算,結合有效施控軸承預緊力,通過幾天認真仔(zǎi)細(xì)的操(cāo)作終於將軸(zhóu)承更換完畢。
3、 結語
通過這次(cì) SAJO10000 電主軸(zhóu)軸承(chéng)的更換,增強了對電主軸機(jī)床的認識(shí),為今後電(diàn)主軸的修理積累了經驗。
投稿箱(xiāng):
如果您有機床行(háng)業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月(yuè) 分地區(qū)金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本型乘(chéng)用車(轎車)產量數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分(fèn)地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據