


摘要:盡管製造商處理的零件、工件材料和加工工藝千差萬別,但他們都有一(yī)個共同的目標,那就是在指(zhǐ)定的時間內,以適當(dāng)的成本(běn),生產出一定(dìng)數量的(de)、滿足質量要求的工(gōng)件。
為了實現他們的目標,製(zhì)造(zào)商通常會采用一個片麵的模型,這種(zhǒng)模型首先著眼於選擇和應用刀(dāo)具(jù),然後按照(zhào)兵來將(jiāng)擋、水來土掩的思路解決問題。但如果將這種方法反其道而行之,則可以降(jiàng)低成本(běn)、提高效(xiào)率。製造商不應等到(dào)問題出現之後再對(duì)個別加工操作進行調整,而(ér)應首先(xiān)致力於製定旨在消除不合格零件和意外停機時間的前瞻性預(yù)案(àn)。建立了穩定可(kě)靠的工藝(yì)之後,通過運用(yòng)生產經濟(jì)學的理念,可以幫助製造商在生產速度和製造成本之間找到平衡。隨後(hòu),通過(guò)仔細選擇切削刀具和加工參數,製造商可以全麵優化他(tā)們的加工(gōng)操作並實現生產目標(biāo)。
刀具和切削條件的選擇
金屬切削刀具(jù)的選擇通常以應用(yòng)為導向:車間尋找可以加工某些工件材料(例如鋼件或鋁(lǚ)件)的刀具,或者可(kě)以執行特定(dìng)操作(例如粗加工或精加工)的刀具。一個(gè)更有利的刀(dāo)具選擇方法是首先考(kǎo)慮(lǜ)如何讓加工操作(zuò)與製造商的整體業務相吻(wěn)合。
此類方法的首要任(rèn)務是確保工藝可靠(kào)性,並消除不合格的零件和計(jì)劃(huá)外停機。一般(bān)來說,可靠性是一個(gè)尊重規(guī)則的問題。如果生(shēng)產車間不(bú)承認和尊重切割力、熱力和化學力對刀具的影響,那麽可靠性將無從談起,取而代之的是刀具故障(zhàng)。
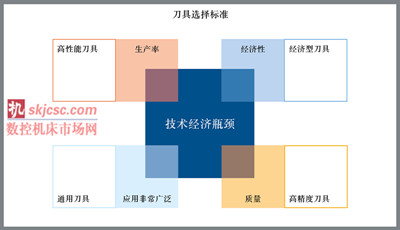
在建立穩定(dìng)的工藝後(hòu),應選擇刀具的特性和切削條件,以便符合金屬加工業務(wù)的(de)總(zǒng)體目標。例如,在大批量的簡(jiǎn)單零件(jiàn)生產中,以最低的成本實(shí)現最大的產量通常(cháng)是首要考慮的因(yīn)素。但另一方麵,在品類雜、小批(pī)量的(de)高價值複雜零件(jiàn)生產中,總可靠性(xìng)和精確性要比解決(jué)製造成本更重要。對於此類小批量生產場合,裝(zhuāng)夾係統需要滿足靈活性要求(參見附(fù)注)。
如果成本(běn)效益是主要目標,則必須根(gēn)據每(měi)個切削刃的成本(běn)來選擇刀具,並且必須選擇與(yǔ)所選刀具相平衡的切削條件。加(jiā)工參數(shù)應強調較長的刀具壽命和工藝可靠性。反之,如果工(gōng)件質量是(shì)優先考慮事項,則在(zài)適當的切削條件下采用(yòng)高性能的精密刀具(jù)是正確(què)的方法。不管目標是什麽,每一(yī)組不同的目標都會導致選(xuǎn)擇不(bú)同(tóng)的切削條件和刀(dāo)具。
HQ_ILL_Tool_Selection_Criteria.jpg
HQ_IMG_How_To_Find_The_Correct_Tool.jpg
選擇和調整切削條件
在對(duì)新的零件加工進行初步規劃時,刀具(jù)和切削(xuē)條件的選擇(zé)應首先(xiān)考慮加工方法、刀具槽型和刀具材料。所加工的零件(jiàn)將在很大程度上決定(dìng)這些要求。例如,一個航空用(yòng)鎳基零件可(kě)能提示(shì)采用具有(yǒu)正角槽(cáo)型的硬質合金立(lì)銑刀進行輪廓銑。該選擇以生產車間對於工件生產速度、成(chéng)本和質量的基本目標為導向,並且還取決於所采用(yòng)的、旨在實現這(zhè)些目標的切削深度(dù)、進給量和切削速度。
為了修改(gǎi)現有的零(líng)件(jiàn)加工操作以實(shí)現(xiàn)更出色的生產率、經濟性或可靠性,可以采用不同的選擇過程(chéng)。在這些情況下,建議采用漸進的方法,首先改變切削條件,然(rán)後是槽型、切削材料、刀具概念(niàn),最後是加工方法。值得注意的是,大多數生(shēng)產車間(jiān)的做法與此相反,在嚐試改進加工成果時,首先考(kǎo)慮的是改變刀具或加工方法。一個更(gèng)容易且通常有效的初(chū)始方(fāng)法是從改變(biàn)切削參數入手。切削條件有著廣泛的(de)影響,而對切削速度或進(jìn)給量稍加改變或許可以解決問(wèn)題或提高生產率(lǜ),並且不會因更換刀具而浪費時間和金錢。
如(rú)果修改切削(xuē)參(cān)數不(bú)能達(dá)到預期的效果(guǒ),可以改(gǎi)變(biàn)切削(xuē)刀具的槽型。然而,與簡(jiǎn)單(dān)地改變切削參數相比,這(zhè)一步驟更(gèng)為複雜,將需要采(cǎi)用新的刀(dāo)具(jù),並會增加刀具和機器時間成本。另(lìng)一種選擇是改變切削刀具(jù)的材料,但也將涉及更(gèng)多的時間和(hé)金錢投資。改(gǎi)變切削刀具或或刀柄本(běn)身可能是必要的,但(dàn)這增加了采用定製刀具的可能性(xìng),所有這(zhè)些都會進一步導致製(zhì)造成本(běn)的上升。
如果所有這些步驟都不能提供理想的結果,那麽可能需(xū)要改變加工(gōng)方法。關鍵是要以深思熟慮的、逐步(bù)的方式來探索改(gǎi)變,從而明確哪些因素可以真正產生預期的成果。
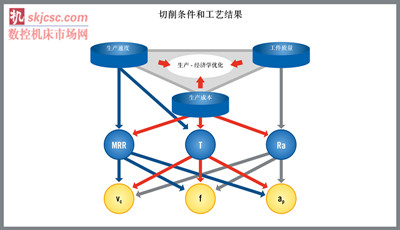
CAM 係統似乎是一個快速(sù)而(ér)簡單(dān)的方法,許多車間使用它來指導他們(men)的刀具選擇。在許(xǔ)多情況下,該方(fāng)法是有效的,但(dàn)可(kě)能不會提供最佳的結果。CAM 係統並不會(huì)全麵地考慮各個不同的操作特性。舉例來說,應用銑刀並不非隻是輸入一下(xià)速度、進給量和切削深度(dù)那麽簡單。最佳(jiā)的應用涉及眾多因素,例如刀具的刃口數、如何出色地排屑、刀具的強度、銑床的穩定性等等。您需(xū)要認識到所(suǒ)有這些因素才能全麵實現您的加工操作目標,即金屬去除率、刀具壽命、表麵粗糙度或經濟(jì)性。
HQ_ILL_Cutting_Conditions_And_Process_Results.jpg
HQ_ILL_Cutting_Conditions_And_Process_Results.jpg
切削速度、進給量和切(qiē)削深度
許多車間管理者認為,隻需簡單地增加切削速度便會在一定的時間內生(shēng)產出更(gèng)多的零件(jiàn),因此降低了生產成本。然而,生產成本的因素有很多,並非(fēi)隻有(yǒu)產量。例如,一個中途需要更換(huàn)刀具的操作,將會對零(líng)件質量和加工時間產生不利的影響。
提高切削速度確實會加快生產速度,但刀具壽命(mìng)會縮短。加工成本將會因更頻繁的刀具替換和更長的機器停機時間(更換刀具(jù)期間(jiān))而上升。
提高切削速度(dù)會縮短刀具壽命,並可能導致操(cāo)作不穩定,而改變切削深度或進給量對刀具壽命影響極小。因此,要獲得最好的結果,需要(yào)采用(yòng)平衡的方法(fǎ),即在減(jiǎn)少切削(xuē)速度的同時相應比例地增加進給量和切削深度。采用盡可能大的切削深度會減(jiǎn)少走刀次數,從而縮短加工時間。進(jìn)給量也應該(gāi)采用最大(dà)值,盡管過大的進給量會影響工件的質量和表(biǎo)麵(miàn)粗糙度。
一(yī)個頗具代表性的例子是,當將切削速度從 180 米/分鍾提(tí)升到 200米/分鍾時,金屬去除率大約僅會增(zēng)加10%,但(dàn)會對刀(dāo)具壽命產生不利影響;然而,當將進給(gěi)量從 0.2 毫米/轉提升到 0.3 毫米/轉時(shí),金屬去除率會提升 50%,而且幾乎不會影響刀具壽命。
在大多數情況下,在相同或較低的切削速度下增加進給(gěi)量和(hé)切削深(shēn)度將會增加操作的金屬去除率,其效果與單(dān)純通過(guò)提(tí)高切削速度(dù)所實現的效果相同。組合采用較低的切削(xuē)速度、更大的進給量和較小的(de)切削深度時,獲得(dé)的好處是(shì)減少能源消耗。
優(yōu)化(huà)切削條件的最後一步是選擇一個適當(dāng)的最低成本或最大生產(chǎn)率標準,然後(hòu)使用切削速度來優化該標準的結果。20 世紀初(chū),美國的機械工程師 F.W. Taylor 開發(fā)出了一個用於指導該選擇的模型。
該模型顯示,對於給定的切削深度和進給量(liàng)組合,在特定的切削速度範圍內,刀具的損耗是安全、可預測(cè)且可控製的。在(zài)此範圍內工作時,可以量化切削(xuē)速度、刀具磨損和刀具壽命之間的關係。目標是提高切削速度以降低加工時(shí)間成本,但加快的刀具磨損並不會(huì)過度增加切削刀具成本。
刀具基體和槽(cáo)型
優化刀具應(yīng)用的其它步驟包括(kuò)對刀具基體和槽(cáo)型的特性進行微調。正如調整切(qiē)削條(tiáo)件需要根據所需的結果進行(háng)權衡一樣,通過改變刀具基體來最大(dà)化生產率(lǜ)也需要在基體的各個屬性之間進行權衡。
因為刀具的切削刃必須比它所切削的材料更硬,因此硬度是一個重要的(de)刀具(jù)特性。更高的硬(yìng)度,特別是在高速加工會產生較高(gāo)溫(wēn)度的情況下,將會延(yán)長刀具壽命(mìng)。然而,刀具越硬,也就越脆。在粗加工中遇(yù)到不均勻的切削力時,尤其是在涉及不同規模或切(qiē)削深(shēn)度的斷續切削(xuē)中,硬刀具更容易(yì)斷裂。此外,不(bú)穩定的機床、夾具或工件也會誘發故障。
相反,通過增加鈷粘(zhān)結劑的含量來提高刀具的韌性,可使刀具擁有更(gèng)強的抗(kàng)衝擊能(néng)力。但與此同時(shí),這也降低了刀具的硬度,導致(zhì)刀具(jù)在高速操作中或加工磨蝕性(xìng)工件時發生較快的磨(mó)損和/變形。關鍵是要根據所加工的工件材料來平衡刀具(jù)的特性。
選擇刀具槽型也涉及(jí)到權衡問題。正角切削槽型和鋒利的切削刃可以(yǐ)減少切削力並最(zuì)大化切屑(xiè)流。然而(ér),鋒利(lì)切削刃的強度不如(rú)鈍化的切削刃。倒棱、倒角等幾何特征(zhēng)可改善切削刃的強度。
通過在正角槽型中設置倒棱(切(qiē)削刃後麵(miàn)的加強區域),可以提供足夠的強度來應對特定的操作(zuò)和工件材料,並且可以盡可能(néng)減小切削力。倒角可以支撐鋒利切削刃的最薄弱部位,代價是增加(jiā)了切削力。“硬”的(de)切屑控製槽型通過一個相對尖銳的角來引導切屑並立即使它們卷曲和(hé)折斷。這些槽(cáo)型對長切屑材料來說是有效的,但在切削刃上增加了(le)額外的(de)負荷。“軟”的切屑(xiè)控製槽型在切削刃(rèn)上產生較小的負荷,但會產生較長的切屑。不同的幾何特征以及刀具刃口處理(例如研磨)可以相互結(jié)合,從而優化刀具在特定工件材料中的切削性能。
運營成本
用於計算加工成本的模型也可以采用微(wēi)觀視角和宏觀視角。微觀模型會從狹隘的視(shì)角考慮切削成本,並將(jiāng)切削條件直接與切削成本相關聯。而宏觀經濟模型則從更廣(guǎng)的視角切入,側重於生(shēng)產(chǎn)指定的工件時所(suǒ)需的總計時間。
製造商通過多種方式來測量生(shēng)產速度,包括一段時間內完成的工件數量乃至完成加工所需的總計時間。很多因素(sù)會影響生產速度,包括工件形狀要求和材料(liào)特性、整個工廠的產品(pǐn)流、人員的投入、維護、周邊設備以及環保、回收和安全問題(請(qǐng)參見附注)。
製(zhì)造成本中的某些要素是固定的。工(gōng)件的複雜程度和材料通常決定(dìng)了製(zhì)造零件時(shí)所需的加工操作(zuò)的類型和數量。工廠機床的采(cǎi)購成本(běn)、維護成(chéng)本和電力成本基本上是固定成本。人工成本雖然比較靈活(huó),但至少在短期內能夠有效地固定下來。這些成(chéng)本必須由所加工的零件換取的銷售收入來抵消。提(tí)高生產速度 — 也就是工件(jiàn)轉換為成品的速度 — 可以抵消固定成本。
結(jié)論
必須指出(chū)的是(shì),盡管(guǎn)車間人員和生產工程師(shī)(如果有)都非常關心他們所提供的切削(xuē)條件和生產率,但高層管理人員不太關心這(zhè)些數字,因為它們與(yǔ)生產運營(yíng)的業務目標是一(yī)個整體。那些負責選擇切削條件和刀具的人(rén)員應該首先考慮他們公司的加工(gōng)操作的更廣泛目標,並根據它(tā)們來選擇有助於實現這些(xiē)目標的切削條件和刀具。
附注
適用於現代化生產(chǎn)的刀具多功能性
由於及時生產策略的使用越來越普及和外包服務的不斷(duàn)擴大,製造業正在呈現(xiàn)出從(cóng)大批量生產向品類雜、小批量(liàng)生產模(mó)式發展的趨勢。分包商的生產也開始呈現出小批量、間歇性、重複性的特點。出於平衡生產(chǎn)力和刀具成本的考慮(lǜ),需(xū)要刀具(jù)能夠在廣泛的加工應用中提供出色(sè)的多功能性(xìng)和靈活性。通過將車間內不同刀(dāo)具的(de)數量減至最少,可以縮短刀具處理時間並增加(jiā)用於加工操作(zuò)的時間。
在長期加工相同零件(jiàn)的個別操作中,提高生產(chǎn)率的傳統方(fāng)法是采用(yòng)專(zhuān)門為此設計的刀具。如果費用可以在長期的(de)生產運行中攤銷(xiāo),則設計(jì)和采用專用刀具是值得的。然而,由(yóu)於平衡生產率和刀具成本的考慮,對於品種雜、小批量(liàng)的生產場合,最好是采用能夠在眾多應用中執行靈活加工的“通用”刀具。這些刀具無需在更換工件時更換新的刀具,因此盡可能縮短了停機時(shí)間。此外,它們還消除了(le)安(ān)裝和試用新刀具的必要。
此類刀具(jù)的(de)一個示例是山高的(de) Turbo 銑刀係列。這些刀具在廣泛的應用中具有卓越的通(tōng)用性,可以提供出色的成(chéng)本效益和高性能。這些刀具具(jù)有正角切削槽型,可降低功耗、延長刀具壽命並盡(jìn)可能增加切(qiē)削深度和進給量。
通(tōng)用刀具的另一(yī)方法是裝配一套適(shì)用於各種應用的(de)刀具(jù)。山高精選刀具專為提供靈活性而設計(jì)。所選的刀具組包括有(yǒu)限數量的刀具,它們或(huò)許不能在所有應用中提供絕對的最大生產率或成本效益,但(dàn)在加工日益變化的各種工件材料(liào)和(hé)部件所需的最大靈活性方麵,它們卻(què)是最經濟的(de)最佳選擇(zé)。

HQ_IMG_Uncontrolled_Chip_Formation_Creates_Unplanned_Downtime.jpg
如果您有機床行業、企業(yè)相關新聞稿件發表,或進行資(zī)訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區金屬切削機床(chuáng)產量數(shù)據
- 2024年(nián)11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽(qì)車(chē)產(chǎn)量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬(shǔ)切削機床產(chǎn)量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數據(jù)
- 2028年8月 基本型乘用車(轎車)產量數據