


摘要:在深入分析難加工材(cái)料的切削加工(gōng)特點、刀具及(jí)切削參數評價體係的基礎上,針對已有的評(píng)價體係不(bú)能準確、量化、全麵的評價刀具及切削(xuē)參數的問題,尤其是針對難加工材料進行切削加工時,提出了利用單元體積材料(liào)的可變加工成本(běn)為指標(biāo)的難加工材料切削加工刀具及(jí)參(cān)數的量化(huà)評價(jià)體係。將切削加工(gōng)過程的經濟性引入到刀具及參數的評價指(zhǐ)標(biāo)中,實現了針對難(nán)加工材料(liào)切削加工刀具及參數的準(zhǔn)確、量化評價。並(bìng)結合多種難加工材料進行相關評價試驗,結果表(biǎo)明,以單元體積材料的可變加工成本為指標的刀具及(jí)參數評價體(tǐ)係能夠實現針對難加工材料進行切削加工的(de)刀具及參數的準(zhǔn)確、量化評價,為企業在實(shí)際生產中進行刀(dāo)具及切削參數(shù)優選提供準確的量化參考。
關鍵詞: 刀具 加工成本 切削(xuē)參數 難加工(gōng)材料
隨著航空、航天、先進武器、石油化工、冶金、船舶以及能源等工業領域製造技(jì)術的蓬勃發(fā)展,各種難加工材(cái)料的應用也日益廣(guǎng)泛 ,如高(gāo)強度及(jí)超高(gāo)強度材料、高韌性材(cái)料、耐高溫材料(liào)、高硬度(dù)材料和複合材料等。特別是在航空航天、先進武(wǔ)器裝備領域中,更多(duō)的(de)需要眾多(duō)零(líng)件工作在高(gāo)溫、高壓、強氧化和燃氣腐蝕的條件下,並且能夠承受複雜(zá)應力狀態且(qiě)能(néng)長期可靠地工作;同時要求材料(liào)具備高強度、高(gāo)剛度而質量輕的特性(即比強度和比剛度或比模(mó)量高)。材料的(de)難加工性給機械加工提出了更高的要求。
隨(suí)著材料性能(néng)的不斷提升,針(zhēn)對難加工材料進(jìn)行切削加工時,刀(dāo)具及(jí)其(qí)加(jiā)工參數的選擇卻存在較大的盲目性。加工同樣(yàng)的零件,利用不(bú)同檔次的機床進行加工時,因其價格和維護成本相差較大,也需要對其刀具和加工參數進行適當調整,以達到發揮機床和刀具最佳性能的目的。然而,當麵(miàn)對種類(lèi)繁多,而且(qiě)價格和性能(néng)相差巨大的機床(chuáng)設備和切削加工刀具時(shí),因為沒有統一、量(liàng)化的刀具及其加工參數評價體係,很難為其選擇合適的刀具和加工參數[4-5]。
因此,建立和完善(shàn)與製造業水(shuǐ)平相(xiàng)關聯的難加工材料切削加工刀具及參數的量化評價體(tǐ)係,不但能夠準確地反映(yìng)刀具及參數對(duì)難加工材料(liào)切削加工(gōng)的適用性,同時,也能體現刀具及參數對機床和工藝條件的(de)適用性,為工藝人員和操作者針對不同的材(cái)料和機床選擇更(gèng)為合適的(de)刀具及參數提供重要的量化參考。
1 、難(nán)加工材料切削加工刀具及(jí)參數評價體係
針對切削加工刀具及參數的評價來說,不同的材料和切削工藝條(tiáo)件對刀(dāo)具的選擇應起到較大的作用。在不同檔次的(de)數控機床上(shàng)切削(xuē)同樣的材料或者在相(xiàng)同的數(shù)控機床上切削不同的材料都(dōu)應對刀具或者(zhě)參(cān)數進行適當的(de)調整,這樣才能實現刀具及參數的優(yōu)化選擇。
1.1 難加(jiā)工材(cái)料切削加工刀具及參數評價目標函數的選擇
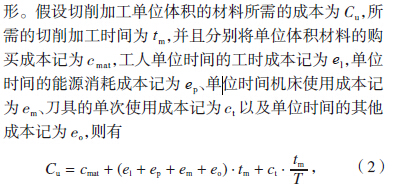
切削加工過程是一個經濟過程,而(ér)刀具及相應(yīng)切削參數選擇的目的也是充分發揮機床的優勢、獲得較大的利潤。企業的總利潤可以用式(1)來(lái)表(biǎo)示。
總利(lì)潤 = 總價格 - 總成本。 ( 1)
目前,難加工(gōng)材料主要分為以下5 類:高強度及超高強度材料、高韌性材(cái)料、耐高溫材料、高硬度材料和複合材(cái)料等。而幾乎所有難加工材料的切削特點都是刀具(jù)壽命(mìng)短、磨損嚴重、加工效率(lǜ)低(dī),從而導致加工成本高 。同時,這些材料主要應用於關鍵(jiàn)或(huò)特殊部(bù)件中,其切削性(xìng)能不(bú)佳(jiā)限(xiàn)製了它(tā)們得到更為廣泛(fàn)的應用。因此,這些材料的切削加工技術水平在各行業,甚至同一行業不同企業都相差較大,很難對難加工材料製(zhì)成的關重零(líng)部件進(jìn)行準確的價格評估,如果采用最大利潤的目標函數對難加工材料進行刀具及(jí)切削參數優選和評價,就很可能會因為無法準確(què)評估零部件的(de)價格而導致優化結果不符合材料實際切削加工的情況 。
高切削效率為目標函數的優化模型,是建立在切削(xuē)工藝非常穩定(dìng)、刀具磨損幾乎可以忽略的前提下,或者有緊急事件發生時,可以忽略製造成本,以高切削效率為目標,因此其不適合作為難加工材料切削刀具及工藝條(tiáo)件評價和優(yōu)選的目標函數 。
在企業的生(shēng)產訂單和任務、社(shè)會製造(zào)水平(píng)一定的情況下(xià),零部件的價格是一個定值。在(zài)零部件滿足(zú)設計要求的前提下,它不會隨著刀具、切削(xuē)參數(shù)和工藝條件的變化而改變。根據式(1)可知,對於生產任務量較為穩定的企業來說,通過優化刀具(jù)及切(qiē)削參數來控製生產總成本就可以實現總利潤最大化[7-10]。
1.2 單元(yuán)材料可變加工成本為指(zhǐ)標的刀具及切削參數評價
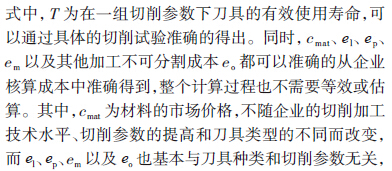
零部件(jiàn)加工時的成本主要由原材料成本、工人勞動成本、能源消耗成本、機床使用成本、刀具損耗成本以及其它工藝設計、生產管理、廠房、設備檢修、夾具使用、切削液使用成(chéng)本等構(gòu)成[7,8-11]。為了更(gèng)為方便地在實(shí)際生產中應用,對(duì)最小加工成本的優化模型(xíng)進行適當的變形。
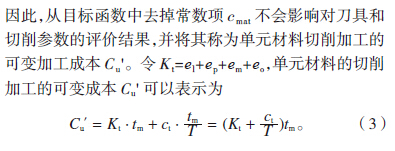
對於難加(jiā)工材料切削加工的刀具及其切削參數的評(píng)價來說,式(3)主要考慮以下幾個因素:
(1)通過係(xì)數K t 考慮了切(qiē)削加工的工藝條件,尤其是機床的性能和成(chéng)本,反映了針(zhēn)對(duì)難加工材料(liào)切削加工時投入的硬件條件。當(dāng)采用不同的機床、不同的夾具、不同的級別的(de)工人等條件時,就會影響係數K t,進而影響單位(wèi)材料的可變加工成本,從而影響刀具及加工參數選(xuǎn)擇和評價(jià)結果;
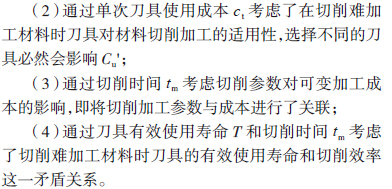
單元材料(liào)的可變加工(gōng)成本越大,說(shuō)明此種材料在特定的切削工藝條件下,刀具及相應的切削(xuē)參(cān)數不適合加工此種材料,反之,說明刀具及(jí)切(qiē)削參數與切削工藝條件和機床設備匹(pǐ)配較好,適合加工給定的難加工材料。此外(wài),這種對刀具及切削參數的(de)評價指標是一個數字量,評價結果直觀、準確(què)。
2 、切削加工刀具及參數量化評價實例(lì)
2.1 高強鈦(tài)合金TB6 的銑削(xuē)加工刀具及參數評價
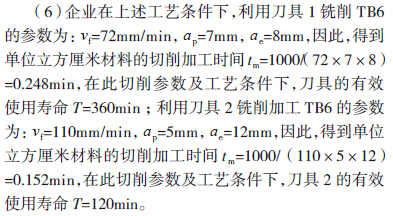
利用兩種刀具及參數針對高強鈦合金TB6 進(jìn)行粗銑加工。刀(dāo)具1 為Φ 32 三刃立銑刀,刀片是Kennametal EDCT180532PDERLD,每(měi)個刀(dāo)片可轉位2次,每片刀片的(de)價格(gé)為100 元;刀具2 的(de)刀片為SandvikR390-1704 31E-PMS30T,每個刀片可(kě)轉位2 次,每片刀片的價格為200 元。
根據式(3)及其相應參數的含義,針對高強鈦合金TB6 切削加(jiā)工的兩種刀具及切削參數進行如下評價計(jì)算:
(1)企業工人的工資為15 元/h,因此得到(dào)單位時間的工(gōng)時成本el=0.25 元/min;
(2)機床采用桂林機床股份有限公司生產的XH2312/2.5 三坐(zuò)標龍門加工中(zhōng)心,價格(gé)為200 萬元,使用年(nián)限(xiàn)為20 年,因此,計算出機床使用成(chéng)本em=200×104/(20×365×8×60)=0.571 元/min;
(3)機床(chuáng)的總功率為40kW,切削(xuē)加(jiā)工過程(chéng)中按(àn)照50% 的平均功率,則每小時的耗電(diàn)量為20 度,工業用(yòng)電按1 元/ 度,從而能夠得到單位時間的能源消(xiāo)耗成本為ep=0.333 元/min;
(4)其他不可分割的成本eo=0.1 元/min,包括廠房(fáng)費、切削液費用、工裝(zhuāng)夾具費等;
(5)刀具1 為Φ 32 三(sān)刃立銑刀,刀片可轉位2 次,每片刀片的價(jià)格為100 元(yuán),得到單次(cì)刀具(jù)使用成本為ct=3×100/2=150 元;刀具2 的刀片價格為200 元,得到單次刀具使用成本(běn)為ct=3×200/2=300 元;
兩種刀具的加工效率及單元材料銑(xǐ)削加工的可(kě)變加工成本如圖1 所示。
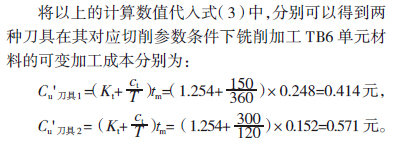
通過以上的計算得到了兩種刀具銑削(xuē)加工TB6 材料時(shí)的單(dān)元材料可(kě)變加工成本分別為0.414 元和0.571元。雖(suī)然從加工效率來說,刀具2 的材(cái)料去除率為6600mm3/min,是刀具1 材料(liào)去除率4032mm3/min 的1.64 倍,但是在(zài)去(qù)除單元體積TB6 材(cái)料時刀具2 所消耗的成本是刀具1 所消耗成本的1.38 倍,從企業的經濟角度考慮,刀具1 及其相應的切削參(cān)數更(gèng)適合加工TB6鈦合金材料。
2.2 鈦合金TC4 銑削加工刀具及(jí)參數評價
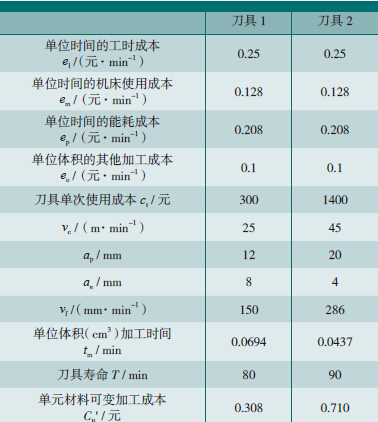
針對實際生產中的鈦合金TC4(固溶時效狀態)進行整體硬質合金刀具(jù)及切削參數進行評價和對(duì)比。刀具1 為(wéi)硬質合金焊接整體刀具,直(zhí)徑(jìng)為Φ 20mm,3 齒,價(jià)格300 元。刀具2 為硬質合金整體立銑刀,直徑Φ 20mm,4 齒,價格為1400 元。機床三坐標(biāo)立式加工中心,機(jī)床總功率為25kW,價格45 萬(wàn)元。利用單元材料的可變加工成本為指標對兩(liǎng)種刀具及切削(xuē)參數進行評價和對比,計算過程和結果如表1 和圖2 所示。
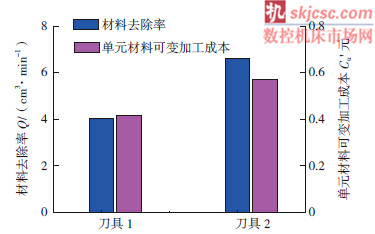
圖(tú)1 兩種(zhǒng)刀具針對TB6材料的加工效果對比
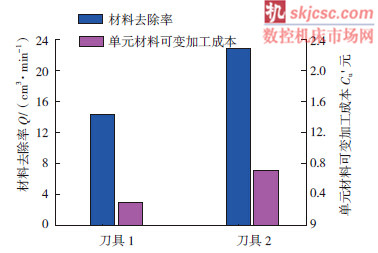
圖2 兩種刀具針(zhēn)對TC4材(cái)料的加工效果對比
從以上(shàng)的計算(suàn)過程和(hé)結果可以看(kàn)出,兩種刀具的價格、切削參數及使用壽命(mìng)都不相同,很難判斷(duàn)、評價兩種刀具(jù)對加工條件和(hé)材料的適用性(xìng)。但是在相同的機床和工藝條(tiáo)件下都能得到相應的單元材料可變加工成本。從而反映(yìng)出在實驗機床和工藝條件下,刀具1 及(jí)相應參數與刀具2 相比的(de)更適合銑削加工鈦合金TC4,其單元材(cái)料可變加工成本是刀具2 的43.4%。
2.3 高溫合金(jīn)GH4133B 車削刀具及參數評價
通過2.1 和2.2 的分析計算可知,利用最小單元材料可變加工成(chéng)本可以(yǐ)量化的評價(jià)刀具及參數對切削工藝條件和材料的適用性。以下對高溫合金GH4133B 的車削加工刀具及參數進行評價計算(suàn)。
表1 鈦合金TC4銑(xǐ)削加工刀具及參數的評價和對比
試驗設備采用瀧澤數控車床TC-46,機床功率為22kW,價格為79 萬元。刀具采用3 種:刀具1 為Sandvik 陶瓷刀具,價(jià)格(gé)為300 元/ 片,可(kě)轉位8 次;刀具2 為Sandvik 硬質(zhì)合金刀具,價格為65 元/ 片,可轉位4 次;刀具3 為Kennametal 硬質合金刀具(jù),價格為72元/ 片,可轉位4 次。試件為航空發動(dòng)機渦輪盤,如圖3所示,材(cái)料為GH4133B,零件直徑為φ 320mm。

圖3 GH4133B發動機渦輪盤
分別利用(yòng)3 種刀(dāo)片在各(gè)自相對優化(huà)的參數條件下對材料進(jìn)行車削加工,根據加工情況對3 種刀具及參數(shù)進行(háng)評價計(jì)算,計算(suàn)結(jié)果如表2 和圖4 所示。雖(suī)然陶瓷刀具(jù)的單次使(shǐ)用成本最高、刀具單次使(shǐ)用壽命也最短,但是(shì),其較高的材料(liào)去除率使陶瓷刀具的單元(yuán)材料可變加工成(chéng)本最低,說明在以上機床和(hé)工藝條件、刀具(jù)及切削參數的情況下,刀具1 及相(xiàng)應的(de)車削參數對於(yú)加工GH4133B 材料來說最具經濟性,而刀具2 和刀具(jù)3 在其相應的參數條件下,雖然刀具成本較低、刀具的使(shǐ)用壽命也相對較長,但是,其材料去除(chú)率較低,耗費(fèi)了較多的機床、人工工時、能耗(hào)和其它工(gōng)藝成本,從而影響了加工GH4133B 材料的經濟(jì)性。同時(shí),通過以上的車削(xuē)試驗也能(néng)夠說明利用單元材料可變加工成本的刀具(jù)及參數評價體係能夠較為客觀的實現對車削加工刀具及參數的量化評價,為刀具、參數的選擇和評價提供更為(wéi)準確的量化指標。
表2 GH4133B車削加工刀具及參數的評價計算

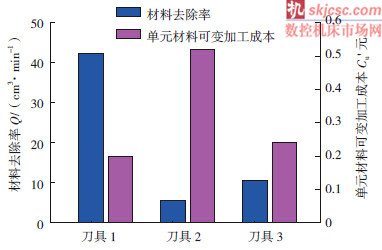
圖4 3種(zhǒng)刀具針對GH4133B材料的(de)加工效果對比
3 、結(jié)論
(1)針對種類繁多、切削性能(néng)和機理各異的(de)刀具及參數進行評價時(shí),以單元體積材料可變加工成本為指標較為適(shì)合難加工材料(liào)切削加工刀(dāo)具及參數的量化評(píng)價;
(2)基於單元(yuán)體積材料可變加工成本的刀具(jù)及參數評價體係可以實現對難加工材料切削(xuē)加(jiā)工刀具及參(cān)數的量化評價,並且將刀具及參數的評價與(yǔ)切削加工設備、能耗(hào)等工藝條件結合在一起,從而使評價結果更適合實際生產的需要;
(3)在整個刀具及參數的評價計算過程中不需(xū)要對切(qiē)削過程中的條(tiáo)件和因(yīn)素進行等效和估算,是以整個切削過(guò)程的(de)真實情況進行準確計算的,因此,針對不同刀具(jù)及參數的評價結果更為直觀,且一致性、準確性較高。
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月(yuè) 軸承(chéng)出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年(nián)10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬(shǔ)切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能(néng)源汽車銷量情況(kuàng)
- 2024年8月 新能(néng)源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加工過程圖示
- 判斷一台加工中(zhōng)心精度的幾種辦(bàn)法(fǎ)
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數(shù)控機床何去何(hé)從?
- 中國的技術(shù)工人都去哪裏了?
- 機械老(lǎo)板(bǎn)做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害(hài)己!不倒閉才
- 製造業大逃亡
- 智能時代(dài),少談點智造,多談(tán)點製造
- 現(xiàn)實麵(miàn)前,國人沉(chén)默(mò)。製造業的騰飛,要從機(jī)床
- 一文搞懂(dǒng)數控(kòng)車床加工刀具補償(cháng)功能
- 車床鑽孔攻螺紋加工方(fāng)法及工裝設計
- 傳統鑽削與(yǔ)螺(luó)旋銑孔加工(gōng)工藝(yì)的區別