


上海, 2016 年 01 月 - 盡管製造商處理(lǐ)的零件、工件材料和加工工藝千差萬別,但他們都有(yǒu)一個共(gòng)同的目標,那就是在指定的時間內,以(yǐ)適當(dāng)的成(chéng)本,生(shēng)產(chǎn)出一(yī)定數量的、滿足質量要求的工件。為(wéi)了實現他們的目標,製(zhì)造商通常會采用一個片麵的模型,這種模型首先著眼於選擇和應(yīng)用刀具,然後按照兵(bīng)來將擋、水來土掩的思路解決問題。但(dàn)如果將這種方法反其道而行之,則(zé)可以降低成本、提高效率。製造商不應等到問題出(chū)現之後再對個別加工操作進行調整,而(ér)應首先致(zhì)力於製定(dìng)旨在消除不合格(gé)零(líng)件(jiàn)和(hé)意外停機時間的前瞻性預案。建立了穩定可靠的工藝之後,通過運用生產經濟學的理念,可以(yǐ)幫助製造(zào)商在生產速度和製造成本之間找到平衡。隨後,通過仔細選擇切削刀具(jù)和加工(gōng)參數,製造商可以全麵優化他們的加工操作(zuò)並實現(xiàn)生產目標。
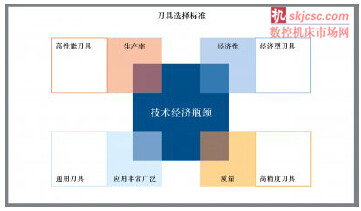
刀具和切削條件的選擇
金屬切削刀具的選擇通常以應用為導向:車間尋找可以加工某些工件材料(例(lì)如鋼件或鋁件)的刀具,或者可以執行特定操作(例如粗加工或精加工)的刀具。一(yī)個更有利的刀具選擇方法是首先考慮如何(hé)讓加工操作與製造商的(de)整體業務相吻合。
此類方法的(de)首要任務是(shì)確保工藝可靠性,並(bìng)消除不合格的零件和計(jì)劃外停機。一般(bān)來說(shuō),可靠性是一個尊重規則的問題。如果生產車間不承(chéng)認和(hé)尊重切割力、熱力和化學(xué)力對刀具的影響,那(nà)麽可靠性將無從談起,取而代之的是刀具故(gù)障。
在建立穩定的工藝後,應選擇刀具的特性和切削條件,以便符合金屬加工業務的總體目標。例如,在大批量的簡(jiǎn)單(dān)零件生產中,以最低的成本實現最大的產量通常是首要考(kǎo)慮的因素。但另一方麵,在品類雜、小批量的高價(jià)值複雜零件生產中,總可靠性和精(jīng)確性要比解決製造成本更(gèng)重要。對(duì)於此類小批量生產場合,裝夾係統需(xū)要滿足靈(líng)活性要求(參見附注)。
如果(guǒ)成本效益是主要目(mù)標,則必須根據每個切削刃的成本來選擇刀具(jù),並且必須選擇與所選(xuǎn)刀具相平衡的(de)切削條件。加工參數應強調較長的刀具壽命和工(gōng)藝(yì)可靠性。反(fǎn)之,如果(guǒ)工件質量是優先考慮事項,則在適當的切削條件下(xià)采用高性能的精密刀具是正確的方法。不管目標是什麽(me),每一組不同(tóng)的目標都會導致選擇不同的(de)切削條件和刀具。
HQ_ILL_Tool_Selection_Criteria.jpg
HQ_IMG_How_To_Find_The_Correct_Tool.jpg
選擇和調整切削條件
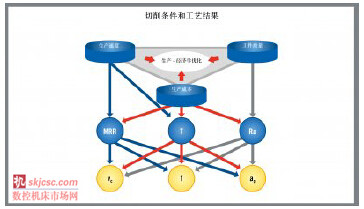
在對新的零件加工進行初(chū)步規劃時(shí),刀具和切削條件的選擇應首先考(kǎo)慮加工方法、刀具槽型和刀具材料。所加工的零件將在很大程度上決定這些要求。例如,一個航空用鎳基零(líng)件可能提示采用具有正角槽型的硬質合金立銑刀進行輪廓銑。該選擇以生產車間對(duì)於工件生產速度、成本和質量的基(jī)本目標(biāo)為導向,並且還取決於所采用的、旨在實現這些目標的切削深度、進給量和切削(xuē)速度。
為了修(xiū)改現有的零件(jiàn)加工操作以實現更出色的生(shēng)產率、經濟性或可靠性,可以采用(yòng)不同(tóng)的選擇過(guò)程。在這些情況下,建議采用漸進的方法,首先改變切削條件,然後是槽型、切削材料、刀具概念,最(zuì)後是加工方法。值得注意的是,大多數(shù)生產車間的做法與此相反,在(zài)嚐試(shì)改進加工(gōng)成(chéng)果時,首先考慮的(de)是改變刀具或加工(gōng)方法(fǎ)。一個更容易且通常有效的初始方法是從改變切削參數入(rù)手。切削(xuē)條件有著廣泛的影響,而對切削速度或進給(gěi)量稍加改變或(huò)許可以解決問(wèn)題或提高生產率,並且不會因更換刀具而浪費時間和金錢。
如果修改切削參數不能達(dá)到預期的效果,可以改變切削刀具(jù)的槽(cáo)型。然而,與簡單地改變切削參數相比,這一(yī)步驟更為複(fù)雜,將需要采用新的刀具,並會增加刀具和(hé)機器(qì)時間成本。另一種選(xuǎn)擇是改變切削刀具的材料(liào),但也將涉及更多(duō)的(de)時間和金(jīn)錢投資。改變切削刀具或或刀柄本身可能(néng)是必要的,但(dàn)這增加了采用(yòng)定製刀具的可能性,所有這些(xiē)都會進一步導致製造成本(běn)的上升。
如果所有這些步驟都不能提供理想的(de)結果,那(nà)麽可能需要改變加工方法。關鍵是要以深思(sī)熟慮的、逐步的方式
來探索改變,從(cóng)而明確哪些因(yīn)素(sù)可以真正產生(shēng)預期的成果。
CAM 係統似乎是一個(gè)快速而簡單的(de)方法,許多車間使用它來指導他們的刀具(jù)選擇。在許多情況下(xià),該方法是(shì)有效的,但可能不會提供最佳的結果(guǒ)。CAM 係(xì)統並不會全麵地考慮各個不同的(de)操作特性。舉例來說,應用銑刀並不非隻是輸入一下速度、進給量和切削深度那麽簡單。最佳的應用涉(shè)及眾(zhòng)多因素(sù),例如刀具(jù)的刃口數、如何出色地排屑(xiè)、刀具的強度、銑床的穩定性等等。您需要認識到(dào)所有這些因素才能全麵實現您的加工操作目標,即金屬去除率、刀具壽命、表麵粗糙度或經濟性(xìng)。
HQ_ILL_Cutting_Conditions_And_Process_Results.jpg
HQ_ILL_Cutting_Conditions_And_Process_Results.jpg
切削(xuē)速度、進給量和(hé)切削深度(dù)
許多車間管理者認為,隻需簡單地增(zēng)加切削速度便(biàn)會在(zài)一定的時間內生產出更(gèng)多的零件,因此降低了生產成本(běn)。然(rán)而,生產成本的因素有很(hěn)多,並非隻(zhī)有產量。例如,一個中途(tú)需要更換刀具(jù)的操作,將會對零(líng)件質量和加工時間產生不利的影響。
提高切削速度確實會(huì)加快生產速度,但刀具(jù)壽命會(huì)縮短。加工(gōng)成本將會因更頻繁的刀具替換和更長的機器停(tíng)機時間(更換刀具期間)而上升。
提高切削速度會縮短刀具壽命,並可能(néng)導致操作不穩定,而(ér)改變切削深度或進給量對刀具壽命影(yǐng)響(xiǎng)極小。因此,要獲得最好的結果,需要采用平衡的方法,即在減少切削速度的同時相應(yīng)比例(lì)地增加進給量和切削深度。采用盡可能大的切削深度會(huì)減少(shǎo)走刀次數,從而縮短(duǎn)加工時間。進給量也應該采用最大值,盡管過大(dà)的進給量會影響(xiǎng)工件的(de)質量和表麵粗糙度(dù)。
一個頗具代(dài)表性的例子是,當將(jiāng)切削速度從 180 米/分鍾提升到 200米/分鍾時,金屬去除率大約僅會增加10%,但會對刀具壽命產生不利影響;然而,當將進給量從 0.2 毫米/轉提升到 0.3 毫米/轉時,金屬去除率會提升 50%,而且幾乎不(bú)會影響刀具壽命。
在大多數(shù)情況下,在相同或較低(dī)的切削(xuē)速度下增加進給量和切削深度將會增加操作的金屬去除率,其效(xiào)果與(yǔ)單純通過(guò)提高切(qiē)削速(sù)度(dù)所實現的效(xiào)果相同。組合采用較(jiào)低的切削速度、更(gèng)大的(de)進(jìn)給量和較小的切削深度(dù)時,獲得的好處是減少能(néng)源消耗。
優化切削條件的最後一步是選擇一個適(shì)當的最低成(chéng)本或最大生產(chǎn)率標準,然後使用切削速度來優化該標準(zhǔn)的(de)結果。20 世紀初,美(měi)國的機械工程師 F.W. Taylor 開發出了一個用於指導該選擇的模型。
該模型顯示,對於給定(dìng)的切削深度和進給(gěi)量組合,在特定的切削速度範圍內,刀具的損耗是安全、可預測且(qiě)可控製的。在此範圍內工作時(shí),可以量(liàng)化切削速度、刀具(jù)磨(mó)損和刀具壽命之間的關係。目標是提高切削速度以降低加工時間成本,但加快的刀具(jù)磨損並不會(huì)過度增加切削刀具成本。
刀具基(jī)體和槽(cáo)型
優化刀具應用的其它步驟包括對刀具基體和槽型的特性進行微調。正如調整切削條件需要根據所需的結果進行權衡一樣(yàng),通過改變刀(dāo)具基體來最大化生產率也需要在基體的各個屬性之間進行權衡。
因為刀具的切削刃(rèn)必須比它所切削的材料更硬,因此硬度是(shì)一個重要的刀具特性。更高的硬度(dù),特(tè)別是在高速(sù)加工會產生較高溫度的情況下,將會延長刀具壽命。然而,刀具越(yuè)硬,也就越脆。在粗加工中遇到不均勻(yún)的切削力時,尤其是在涉及不同規模或切削深(shēn)度的斷續切削中,硬(yìng)刀具更容易斷裂。此外,不穩定的機床、夾具或工件也會誘發故障(zhàng)。
相反,通過增加鈷粘結劑(jì)的含量來提高刀具的韌(rèn)性,可使刀具(jù)擁有更強的抗衝(chōng)擊能力。但與此同時,這也降低了刀(dāo)具的硬(yìng)度,導致刀具在高速操(cāo)作中或加工磨蝕性(xìng)工件時發生較快的(de)磨損和/變形。關鍵(jiàn)是要根據所加工的工件材料來平衡(héng)刀具的特性。
選擇刀具槽型也涉及到權衡問題。正(zhèng)角切削槽型和鋒利的切削刃可以減少切削力(lì)並最大化切屑流。然而,鋒利切削刃的(de)強度不如鈍化的切削刃。倒棱、倒角等幾何特征可改善(shàn)切削刃(rèn)的強度。
通過在正角槽型中設置(zhì)倒棱(切削刃(rèn)後麵的加強區(qū)域),可以提供足夠(gòu)的強(qiáng)度來應對特定的操作和工(gōng)件材料(liào),並且可以(yǐ)盡(jìn)可能減小(xiǎo)切削力。倒角可以支撐鋒利切(qiē)削刃的最薄弱部位,代價是增加了切削力。“硬”的切屑控製槽型通過一(yī)個相對尖銳的角來引導切屑並立即使(shǐ)它們卷曲和折斷。這些槽型對長(zhǎng)切屑材料來說是有效的,但在切削刃上增加了額外的負荷。“軟(ruǎn)”的切屑控製槽型在切削(xuē)刃上(shàng)產生較小(xiǎo)的負荷,但會產生較長的切屑。不同的幾何特征以及刀具刃口處理(例如研磨)可以相互結合,從而優化刀具在(zài)特定工件材料中的切削性能。
運營成本
用於計算加工成本的模型也可以采用微(wēi)觀視角(jiǎo)和宏觀視角。微觀模型會從狹隘的視角考慮切削成本,並將切削條件(jiàn)直接與切削成本相關聯。而宏觀經(jīng)濟(jì)模型則從更廣的(de)視角切入,側重於生產指定的工件時所需的總計時(shí)間。
製造商通過多種方式來測量生產速度,包括一段時間內完(wán)成的工件數量乃至完成加工所需(xū)的總(zǒng)計時間。很(hěn)多(duō)因素會(huì)影響生產速度,包(bāo)括工件形狀要求和材(cái)料特(tè)性、整個工廠的產品流、人員的投入、維護、周邊設備以及環保、回收和安全問題(請參見附注)。
製造成本中的某些要素是固定的。工(gōng)件的複雜程度和材料(liào)通常決定了製造零件時所需的加工操作(zuò)的類型和數量(liàng)。工廠機床的采購(gòu)成本、維護成本和電力成本基本上是固定成本。人(rén)工成本(běn)雖然比較靈活(huó),但至少在短期內能夠有效地固定下來。這些成(chéng)本必須由所加工的(de)零件換取的銷售收入來抵消。提高生(shēng)產速度 — 也(yě)就是工(gōng)件轉換(huàn)為成品的速度 — 可以抵消固(gù)定成本。
結論
必須指(zhǐ)出的是(shì),盡管車間人員和生產工程師(如果有)都非(fēi)常關心他們所提供的切削條件和生產(chǎn)率,但高層管理人員不太關心這些數字,因為它們與生產運營的業務目標是(shì)一(yī)個整(zhěng)體。那些負責選擇切削條件和刀具的人員應該首先考慮他們(men)公司的加工操作的更廣泛目標,並根據它(tā)們來選擇有(yǒu)助(zhù)於實現這些(xiē)目(mù)標的切削條件和刀具。
附注
適用於現代化生產的刀(dāo)具(jù)多功能性
由於及時生產(chǎn)策略的使用越來越普及和外包服務的(de)不斷擴大,製造業正在呈現出從大批量生產(chǎn)向品類雜、小批(pī)量生產模式發展(zhǎn)的趨勢。分包商的(de)生(shēng)產也開始呈現出(chū)小批量、間歇性、重複性的特(tè)點。出於(yú)平衡生產力和刀具成本的考慮,需(xū)要刀具能夠(gòu)在廣泛的加工應用中提供出色(sè)的多功能性(xìng)和靈活性(xìng)。通過(guò)將車間內不同刀(dāo)具的數量減至最(zuì)少,可以縮短刀具處理時間並增加用於加工操作的時間(jiān)。
在長期加工相同零(líng)件的個別操作中,提高生產率的傳統方法是采(cǎi)用專門為此設計(jì)的刀具。如果費用可以(yǐ)在長期的生產運行(háng)中(zhōng)攤銷,則設計和采用專(zhuān)用(yòng)刀具是值得的(de)。然而(ér),由於平衡生(shēng)產率和刀具成本的(de)考慮,對於品種雜、小批量的生產場合,最好(hǎo)是采用能夠在眾多應用中執行靈活加(jiā)工的“通用”刀具。這些(xiē)刀具無需在更(gèng)換工件時更換新的刀具,因此盡可(kě)能縮短(duǎn)了停機時間。此外,它們還消除了安裝和試用新(xīn)刀(dāo)具(jù)的必要。
此類刀具的一個示例(lì)是山高的 Turbo 銑刀係列。這些刀具在廣泛(fàn)的(de)應用中具有卓越的通用(yòng)性,可以提供出色的成本效益和高性能。這些刀具(jù)具有正角切削槽型,可降低功耗、延長刀(dāo)具壽命並盡可(kě)能增(zēng)加切削深度和進給量。
通(tōng)用刀具的另一方法是裝配一套適用(yòng)於各種應用的刀具。山高精選刀具專(zhuān)為提供靈活性而設計。所選的(de)刀具組包括有限數量的(de)刀具,它們或許不能在所有應用中(zhōng)提供絕對的最大生產率或成本效益,但在加工(gōng)日益變化的(de)各種工件材(cái)料和部件所需的最大靈活性方麵,它們卻是最(zuì)經濟的最佳選擇。

HQ_IMG_Uncontrolled_Chip_Formation_Creates_Unplanned_Downtime.jpg
如(rú)果您有(yǒu)機(jī)床行業、企業相關新聞稿件發(fā)表,或進行資(zī)訊合(hé)作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本(běn)型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削(xuē)機床產量數據
- 2024年10月 金屬(shǔ)切削機床產量數據(jù)
- 2024年(nián)9月(yuè) 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據