


YKA2260全數控螺旋錐(zhuī)齒輪銑(xǐ)齒(chǐ)機的研發與應用
2021-1-15 來源:- 作者:-
一、概述
驅動橋是輕型車、微型車、重型卡車、大型(xíng)客車及工程機(jī)械的關鍵部件,直接為車輛提供驅動力。螺旋錐齒輪是(shì)驅動橋的核心零件,影響(xiǎng)驅動橋的工作性能,進而影響整車動力(lì)性能。隨著汽車產業的發展,對高效、高精度螺(luó)旋錐齒輪的加工生產裝備及成套技術的需求越來越大,對低成本、無汙染等加工要求也越來越高(gāo)。能(néng)否高效率、高精度地加工螺旋錐齒輪,決定(dìng)了(le)汽車產業的經濟效益與市場地位。
目前(qián),國際汽車驅動橋螺旋齒輪製造行業普遍采用高檔數(shù)控機床幹切加工,具有高效率、高精度、低成本、綠色環保等(děng)優(yōu)點。而國內絕大部分的螺旋齒輪(lún)加工依然(rán)是用機械式機床濕切加工(gōng),具有成本高、汙染高、精度低等(děng)缺點(diǎn)。
我國亟需的車用螺旋錐齒輪幹切生產線大多從Klingelnberg或Gleason引進,耗費巨額外匯,而且造成我國汽車工(gōng)業的發展受製於發達國家的技術壟斷。但2012年全數控螺旋錐齒輪銑齒機YKA2260在湖南中大創遠成功下線,標誌著錐齒輪幹切設備實(shí)現了國產化。
到目前為止,YKA2260機型已(yǐ)經發展到(dào)第三代產品,客戶遍布大江南北,湖南中大創遠數控裝備有限公司也成為了國內螺旋錐齒輪設備(bèi)製造的佼(jiǎo)佼者。美國Gleason、德國Klingelnberg和中大創遠產品的主要加工(gōng)範圍如表(biǎo)1所示。

中大創遠從成(chéng)立之初就特別注重技術的研發,自主研發的螺旋錐齒輪銑齒機、磨齒機、磨刀機、裝刀機(jī)、研齒機、檢查(chá)機、齒輪檢測中心等已在眾多國內汽車領域企業應用。YKA2260全數控螺旋錐齒輪銑(xǐ)齒機(見圖1)擁有多項技術創新,是公司自主研發製造的成果,應用了多(duō)項發明專利和軟件著作權(quán),主要技術指標保持國(guó)內領先(xiān)、國(guó)際先進(jìn)水平。該機床的研製成功(gōng),不僅提升了(le)我國此類數(shù)控(kòng)高端裝備的水平,也打破了國外的壟斷和封鎖,為企業開拓了(le)新的產品市場,同時取得了良好的經濟(jì)和社會(huì)效益。

圖1 YKA2260全數控螺旋錐齒輪銑齒機(jī)
二、產品(pǐn)性能介紹
YKA2260是六軸六聯動(dòng)幹、濕切兩用全功能(néng)型機床,可高剛度、高精度、高效率加工延伸外擺線等高齒和圓弧收(shōu)縮齒等各種螺旋錐齒輪(lún)和準雙曲麵齒輪,其軸係布局如圖2所示(shì)。
在機床正常加工條件下,銑齒精度達(dá)到GB11365-89錐齒(chǐ)輪和準雙曲麵齒輪精度標準規定的(de)5級精度,齒麵粗糙度達到Ra1.6μm。
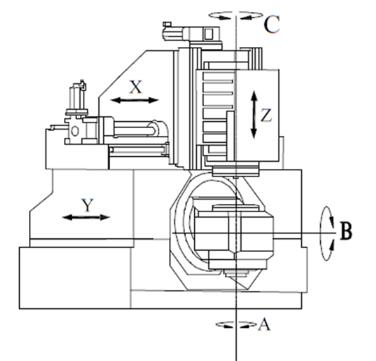
圖2 YKA2260軸係布(bù)局圖
X:水平(píng)左右直線軸 Y:水平前後(hòu)直線軸Z:垂直上下直線軸
A:工件主軸 B:回轉台主軸 C:刀具主軸(zhóu)
技術特點如下:
(1)立式結構;(2)刀具主軸、工件主軸采用(yòng)大扭矩電機直接驅(qū)動(dòng);(3)采用自主設計開發的幹切刀盤;(4)機床(chuáng)具備銑削延伸外(wài)擺(bǎi)線等高齒和圓(yuán)弧收縮齒齒製的(de)螺旋錐齒輪加工功能;(5)高速幹切功(gōng)能;(6)6軸聯動數控機床,采用西門子(zǐ)840D SL數控係(xì)統;(7)配備集成在840D SL數控係統中的螺旋錐齒輪HCS加工控製軟件;(8)機床采用全閉(bì)環控(kòng)製模式,所有直線軸配備高精密直線光柵,所有旋轉軸配備高精密角度(dù)編(biān)碼器;(9)機床配備自動開關門功能;(10)占地麵積小(xiǎo);(11)尤其適用於乘用車和商用車螺旋錐齒輪的量(liàng)產加工;(12)刀盤裝卸便捷(jié);(13)銑削速度可無極調整;(14)機床采用碟簧(huáng)夾(jiá)緊液壓放鬆的(de)夾具係統,並(bìng)配備(bèi)有夾緊檢測功能;(15)機床具備自動對刀及銑削餘量(liàng)分(fèn)配功能;(16)幫助係統的故障提示(shì);(17)機床配備全麵安全保護(含緊急回退、斷電(diàn)回退(tuì)、功率保護(hù)、溫度保護等(děng));(18)配備自動上下料係統,可在無人值守(shǒu)下實現全自動加工。
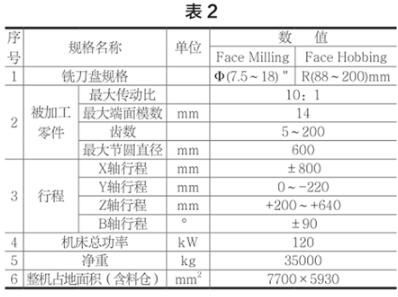
主要技(jì)術參數見表2。
三、新(xīn)技術應用情況
1. 結構設計
由於高速(sù)幹切的切削量大(dà)、刀具線速度快,且不再使用切削液(yè)冷卻,故要求機床具(jù)有高的靜剛度、動剛度和熱剛度。機床不積鐵屑,且排屑速度快,能迅速將高(gāo)溫鐵屑排出機床。YKA2260加工精(jīng)度高,齒麵(miàn)質量好,是因為其具有高的(de)動態精度、主軸配備有熱補償功能。此外機床還具有以下優點:
(1)小龍門結構,具有高剛度、結構簡單、機床總精度(dù)不易(yì)受幹擾等優點;(2)兩個主軸懸空,在加工空間下方沒有任何元件,切屑直接掉入排屑器(qì)快(kuài)速排出,減少機床立柱的熱變形;(3)為(wéi)了控(kòng)製齒麵誤差,機(jī)床必須具有高動態性能,YKA2260工(gōng)件主軸與刀具主(zhǔ)軸都(dōu)采用大扭矩電機直驅結(jié)構,且每根軸都配有海德漢高精密(mì)光柵反饋實時位置,西門子840DSL數(shù)控係(xì)統閉環控製(zhì);(4)零距離上下料,更換刀具方便;(5)加工點易觀察。
2. 機床熱平衡設計技(jì)術的研究與應用
在(zài)機床設計階段,減少熱源(yuán)的(de)發熱,加強(qiáng)係統的散熱設計,基於機床熱特性優化設計理論,對設(shè)計(jì)方案進行理論評價,達到減小機床熱誤差的設計目標;在機床製造與使(shǐ)用階段,對係統的熱(rè)誤差進行補償。
機(jī)床熱平衡設計技術(shù)路線的可行性與具體(tǐ)實施方案:
(1)減少主(zhǔ)軸(zhóu)係統發熱技術研究:主要措施有(yǒu)盡(jìn)量減少中間(jiān)的傳動環節,把傳動鏈的長度(dù)盡(jìn)量縮短,直接采用內置電機的電主軸,把傳動鏈的長度縮短到零,為了降低電機的發熱量,采(cǎi)用永磁式主軸電機,與感應式電機(jī)比較,永磁式電機的轉子不發熱,從而使(shǐ)主軸的溫升大大降低,同時,對永磁電機采用恒(héng)溫水冷方式,以確保電機的溫度不會因(yīn)為負載的變化而變化。
(2)合理的潤滑方式研究:試驗表明,使用油汽潤滑的軸承溫升可比使用脂潤滑時降低(dī)5-8℃,比油霧潤(rùn)滑降低9-16℃。同時保證電機冷卻水流量,保持電(diàn)機(jī)溫度恒定,適當加大主軸(zhóu)軸部氣密(mì)封壓縮空氣流量,實現主軸的溫度穩(wěn)定。
(3)係統的(de)熱誤差(chà)補償(cháng)技術研究:通過(guò)溫度和位移傳感器對機床兩主軸進行實時采集溫度(dù)和熱位移(yí)相關數據,建立機床的熱誤差模型。按熱誤差模型對誤差進行預測,然後將預測(cè)的補償值輸入數控係統,執行相應的補償。主軸端(duān)的溫度傳感器全時檢(jiǎn)測主軸端的(de)溫度變化,通過機床的CNC係統給工件或刀具一(yī)個(gè)相(xiàng)應方(fāng)向(xiàng)的補償運動,以抵消(xiāo)主軸熱位(wèi)移所造成的加工誤差。熱誤差補(bǔ)償圖如圖(tú)3所示。
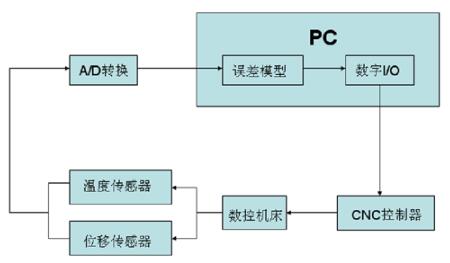
圖 3
(4)切(qiē)削熱隔離:高速幹式(shì)切削加工(gōng)會在加工瞬(shùn)間產生大量熱量,這些(xiē)熱量主要集中在切(qiē)屑(xiè)中,過熱(rè)的高溫鐵(tiě)屑的聚集會破壞機床的熱穩定性,如不及時將帶有熱量的(de)鐵屑從機床的主體結構中(zhōng)排出,會使機床產生(shēng)熱(rè)變形,影響加工精度,降低工件表麵質量。在設計(jì)中,采用(yòng)單獨的排屑係統,與機床主體部件(jiàn)完全(quán)隔離,阻止切削熱的傳導(dǎo),並保證切(qiē)屑在飛濺的過程中盡快落入排屑機中,迅速排出。
3. 力矩電(diàn)機驅動主軸的高(gāo)剛性及抗幹擾研究
該機床刀(dāo)具主軸(zhóu)、工件主軸均采用大扭矩力矩電機直(zhí)驅(qū)結構,從結構(gòu)設計上避免了因傳動鏈帶來的(de)運(yùn)動誤差及(jí)精度損失;基於該直驅結構的控製需求,對力(lì)矩電機輸出的速度平穩性(xìng)、定位精度、抗幹(gàn)擾能(néng)力、熱負載特性等指標進行精準苛刻的(de)約束。
(1)力矩電機調速(sù)與定(dìng)位精度研究:采用高精(jīng)度(dù)測量反饋係統與主軸直連,從而把測量反饋係統、伺服控製(zhì)係(xì)統、力矩(jǔ)電機、機床主軸、整個主軸係統構成一個全閉環伺服控(kòng)製係統,這樣做的主要目的是:實現速度閉環控製的穩定輸出,實現位置閉環控製的精準輸出。
(2)力矩電機應用過程中的熱保(bǎo)護技術:力矩電機主軸在運轉時,由於切削負載的影響,電機繞組會產生大量的熱量。為保證電機的(de)熱負載(zǎi)特性輸出,在電機定子外圈設計水冷回路,保證了(le)電機繞組在穩定的溫度下工作。同時,力矩(jǔ)電機定子繞組中嵌入有(yǒu)多種溫度(dù)傳感器,PTC傳感器主要用來保(bǎo)護電機(jī)瞬間升溫(wēn),而KTY傳感器用於實時監控電機當前(qián)溫度。
(3)力(lì)矩電機驅動機(jī)床(chuáng)主軸的應(yīng)用(yòng)方案研究與試驗驗證:在(zài)整機伺服閉環控製係統(tǒng)中,每一個環節的性能都決定著整個係統的精度;針對幹切削運動合成的複雜性,運動(dòng)的高精度與響應的高速性需求,選用高性能(néng)、開放性能友好的西門子840D sl數控(kòng)係統。反饋(kuì)回路采用高精度光柵(shān)與主軸直連,有效減少反饋回路誤差。機床實際加工能(néng)力證明,這套力矩電機閉環控製係統具有極高的運動平穩性和較(jiào)高的定位精度。
(4)力矩電機驅動主軸的高剛性及抗幹擾(rǎo)能力研究:在切削(xuē)過程中,幹切機床主軸受切削衝擊最大;保證兩個主軸的穩(wěn)定運轉是核心,一方麵(miàn),力矩電機的扭矩足夠克服切削力矩幹擾;另一方麵,伺服控製係統需要有極高的控製剛性、極快的響應時間。該機型伺服控製係統,電流(liú)控製環、速度控製環、位置控製環分別約束力矩電機(jī)主軸(zhóu),使整機(jī)閉環控製係統具備極高的(de)伺服增益係數,極(jí)低的(de)係統調節時間。這樣在切(qiē)削過程中產生(shēng)的力矩幹擾(rǎo)能被係統很快抑製,保證切削(xuē)過程的穩定(dìng),確保加(jiā)工產品的表麵質量。
4. 幹切計算軟(ruǎn)件及其應用
通過(guò)對擺(bǎi)線等高齒切齒計(jì)算原理的(de)深入研究,完成了(le)等高齒計算設計分析軟件。該軟件主要涵蓋了以下幾個(gè)主要模塊:齒(chǐ)坯計算及強度分析、調整卡計算、刀具設計與分析、基於Ease-Off的接觸(chù)區調整、輪齒數據計算和分(fèn)析、齒麵誤差(chà)反調、含輸入輸出接口的專家係統及數據庫係統。具(jù)體包含:不同標準的齒坯(pī)設計、基於(yú)多檔(dàng)位的強度譜計算分析、適用於不同機床的(de)多種類型的加工參數(shù)轉換、刀具形狀及(jí)副刃和凸台幹涉分析、共刀設計及(jí)分析、給定齒麵點與給定安裝誤差的TCA分析(xī)、含齒(chǐ)深和齒(chǐ)厚補償功(gōng)能的基於Ease-Off或目標Ease-Off的不(bú)同安裝(zhuāng)誤差下(xià)的大輪或小輪參數的接觸區調整、齒頂厚度、齒廓形狀、運動側隙和(hé)頂隙分布、根切分(fèn)析以及基於理論或標準齒(chǐ)麵的齒麵誤差反調等。
通過在公司齒輪實驗室以及客戶地的各種類(lèi)型的開發加工應用表明,計算軟件已經(jīng)完全可以(yǐ)滿足螺旋錐齒輪擺線齒的設計計算和加(jiā)工應用,是一款(kuǎn)成熟實用的針對螺旋錐齒輪加工的含設(shè)計、計算和分析等功(gōng)能(néng)的專(zhuān)用(yòng)軟件。
下麵以457-1037中(zhōng)橋產品為例,用(yòng)計算軟件進行齒輪設計,設計出需要的接觸區形狀和(hé)位置,圖4和圖5為理論的接觸(chù)區和EaseOff,表3為齒輪基本參數。
圖(tú)4 設計接觸區
圖(tú)5 設計(jì)EaseOff

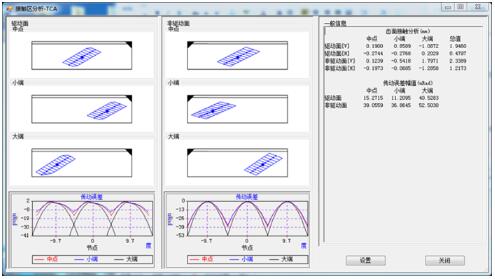
齒輪設計完(wán)成(chéng)後,將數據上傳到服務器,銑(xǐ)齒機YKA2260讀取數據進行銑齒加工,並在測量中心Z5上檢測反調,並將反(fǎn)調參數傳輸到銑齒機上再次銑齒,直到齒麵誤差(chà)達到要求。產品(pǐn)切齒合格後的齒麵實際接觸(chù)區如圖6所示。

圖6 切(qiē)齒接觸區
四、成果應用及推廣情(qíng)況
YKA226全數控螺旋錐齒輪銑齒機在眾多企事業單位得到廣泛應用(見圖7),加工(gōng)產(chǎn)品精度、加工效率均媲美等同類進口機床,可替代進口。

圖7
YKA2260全數控螺旋錐齒輪銑齒機的研製成功,擺脫了傳統的“黑(hēi)、濕、油(yóu)”狀(zhuàng)況,改善了我國製造業加工環境,對於提高錐齒輪(lún)相關行(háng)業的關鍵零部件國產化,提高國(guó)內自主配套能力等均有顯著的經濟和社會效益,對加強(qiáng)我國高精密等技(jì)術產品有十分(fèn)重要的戰略(luè)意義。
來源: 湖南中大創遠數控裝備有限公司 責編:梅峰)
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
金馬")
業界視點(diǎn)
| 更多
查")
行業(yè)數據
| 更多(duō)
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切(qiē)削(xuē)機床產量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新(xīn)能源汽車銷量(liàng)情(qíng)況
- 2024年10月 新能(néng)源汽車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據
博文選萃
| 更多
- 機(jī)械加工過程圖示(shì)
- 判斷(duàn)一台(tái)加工中心精度的幾種辦(bàn)法
- 中走絲線切(qiē)割機床的發展趨勢
- 國產數(shù)控(kòng)係(xì)統和數控機床何去何從?
- 中國的技術工人(rén)都去哪裏了?
- 機械老板做了十(shí)多年,為(wéi)何還是小作坊?
- 機(jī)械行業最新自殺性營銷,害人害己!不倒閉(bì)才
- 製造業大逃亡
- 智能(néng)時代,少談點智造(zào),多(duō)談點製(zhì)造(zào)
- 現實麵前,國人沉默。製造業(yè)的騰飛(fēi),要從機床
- 一(yī)文搞懂數控車床加工刀(dāo)具補償功能
- 車床鑽(zuàn)孔攻螺紋(wén)加工方法及(jí)工裝設計
- 傳(chuán)統鑽削與(yǔ)螺(luó)旋銑孔加工工藝的區別