


高(gāo)壓閥殼加工工藝設計
2020-6-3 來源: 寧夏共享精密加工(gōng)有限(xiàn)公司 作者:楊繼寧 蘇建民 徐(xú)建平
摘(zhāi)要: 從高壓閥殼的基本結構、功用入手,分(fèn)析(xī)其加工的工藝,製定(dìng)合理的工藝方(fāng)案,及合理的(de)工藝參數; 並(bìng)針對加工過程中的難點製定合理的措施,形成簡單、先進的加工工藝,經(jīng)過實踐驗證,值得廣(guǎng)泛應用。
關鍵詞: 閥殼; 深孔(kǒng); 斜孔
0 引 言
閥(fá)類零部件在蒸汽輪機上運用的非常(cháng)廣泛(fàn),是蒸(zhēng)汽輪機正常運作的一個(gè)必不可少的部件,閥的基本結構和精度直接影響著整個蒸汽機的功率。所以,閥殼的加工工藝的合理性,可(kě)行性,先進性直接影響著整個蒸汽輪機的運作(zuò)情況。筆者介紹以高壓閥殼為研究對(duì)象,對此類閥殼的加工方法進行了詳細(xì)的介(jiè)紹,經過三維數據的分析和現場實踐證實,此種閥殼的加工工藝(yì)是最合理和比較先進的(de)加工方法(fǎ)。
1 、高壓閥殼的結(jié)構分析及結構特點
閥殼是閥類零部件的(de)主要零件,在蒸汽機中起非常重要的作用。其結構較為(wéi)複雜,圖 1 為閥殼的三維立體圖,圖 2 為(wéi)閥殼平麵圖。
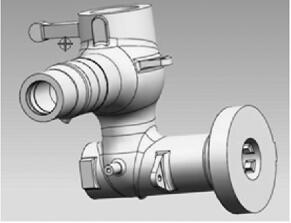
圖 1 閥殼(ké)三維立體圖
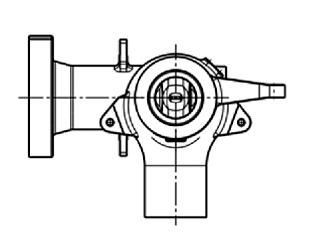
圖 2 閥殼平麵圖
閥(fá)殼的基本機構主要由 4 個管子、4 個吊耳、一部分(fèn)焊件構成,材料為高合(hé)金鋼,內部由多個曲麵、台階孔和焊接臍子組成,外部由多個焊件、管件、四處吊耳(ěr)和曲麵組成,其中(zhōng),焊件上有 10、25 的深孔,焊接管(guǎn)件上由台階孔和密封槽組成,吊耳是(shì)的表麵上55 的通孔,吊耳前後兩麵都是需要加工,其(qí)餘(yú)的結構如圖所示(shì)。
2、 高壓閥殼的加工難點(diǎn)分析
通過對高壓閥殼結構和功用的分析,認真的對(duì)圖紙進行分析,以及現有通(tōng)用設備的加工能力綜合分析,得出以下較難加工的要素。
( 1) 閥殼內(nèi)腔有兩處臍子( 如圖 3 ~ 5 所示) ,其兩處的臍子距離表麵(miàn)比較深,而且在深腔內(nèi)部,是一個小平麵(miàn),但在其內部其它位置為(wéi)圓弧形狀,在加工中需要特殊的刀具(jù)才能加(jiā)工到位,保證其尺寸及精(jīng)度。
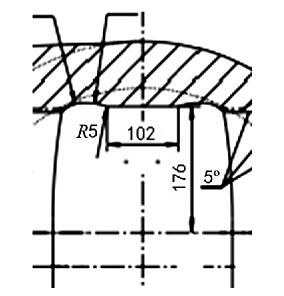
圖 3 臍子 1
圖 4 臍子形狀
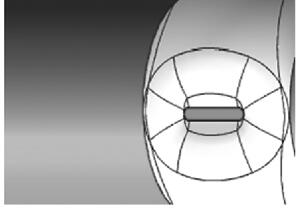
圖 5 臍子(zǐ)三維圖
( 2) 閥(fá)殼內腔深處有(yǒu)一處圓弧(hú)形狀的凹槽( 如圖 6) ,其形狀比較複雜,而且在空間比較狹小,加工時主軸不能伸到內部,隻能用特殊的刀具加工。
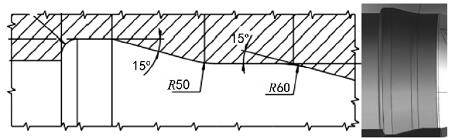
圖 6 內腔深孔處的形狀
( 3) 閥殼焊件管件中(zhōng)內腔中有一處 O 形槽,此處槽子起密封作用,所以 O 形槽的精度要求高,表麵粗糙度(dù)要求 1.6,根部圓弧要求 R1.2,隻(zhī)能使用定製的三麵刃槽刀才能加工到(dào)位。
( 4) 閥(fá)殼焊件上(shàng)有三處深孔加工(gōng),其中兩處深孔為 10,深度(dù)要求加工到(dào)焊件部位的 50 mm 以下。如圖 7 所示。這兩孔加工時的難度不一樣的(de),一處是在管子的斜側(cè)麵,加工(gōng)時(shí)需要安裝萬(wàn)能(néng)附件才能加工上,這樣又增加(jiā)了(le)加工難度。
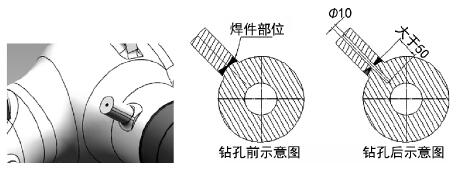
圖 7 10 斜孔的(de)示意圖
3 、閥殼的加工工藝方案及加工難點解決措施
3.1 閥殼(ké)的加工工藝方案
針對閥殼的(de)結構、圖紙要求和加工難點,製定了以下加工(gōng)方案。
( 1) 基準的選擇(zé): 為(wéi)了保證基(jī)準統(tǒng)一的原則,選擇加工基準時以閥殼圖紙的設計基準為基礎基(jī)準,在劃線(xiàn)時,使用 3D 劃(huá)線儀(yí)對毛坯進行分析,根(gēn)據實際鑄造情況,首先劃出閥殼所有管子的腰線和管口端麵線( 管子的腰線是閥殼的設計(jì)基準) ,加工時,以(yǐ)管(guǎn)子中心和管子的腰線為對刀點,並(bìng)且驗證所有管口(kǒu)端(duān)麵到管子(zǐ)腰線的的基本尺寸,這樣,可以保證在(zài)加工過(guò)程中不出現加(jiā)工(gōng)過量的問題。
( 2) 針對外部端麵及外圓部分,尺寸公差及精度要求不高的,針對鑄造留量的情況,選擇常(cháng)用的麵銑刀及圓弧銑刀,一次加工到圖(tú)紙要求。具體(tǐ)加工過程中刀具大小(xiǎo)及加(jiā)工(gōng)參數的設定根據現場的實際情況和毛(máo)坯(pī)量(liàng)大小給定。
( 3) 針對部分管口需要焊接焊接及管件的部位,一次加工中選擇加工坡口,坡口要求根據焊件的大小進行設計,加工坡口選擇圓弧銑刀,效率高,而且節約刀具費。
( 4) 一次加工(gōng)後,將焊件(jiàn)進行焊接後,進行熱處理(lǐ),消除內應力,然後對焊(hàn)件及管件(jiàn)進行二次加工,本次加工,針(zhēn)對管件的精度不(bú)同,分為半精加工,精加工。加工特殊(shū)部位是,根據圖紙(zhǐ)要求,選擇合(hé)適的半精加工刀具和精加工刀具。
3.2 閥殼(ké)加(jiā)工難點的解決措施
通(tōng)過對閥殼(ké)的加工難點進行認真的分析,對其製定了以下解決措施。
( 1) 閥殼內腔有兩(liǎng)處臍子是處於管在頂端,隻能選擇三麵刃刀進行加工,為了保證在加工中(zhōng)前段的直孔不與主軸幹涉,選用了主軸為 150 mm,刀具為 315的三麵刃進行(háng)加工。由於主軸伸出太多,所以選用了較低的(de)進給,這樣加工後,表麵粗(cū)糙度和尺寸都(dōu)完全滿足圖紙要求。
( 2) 閥殼內腔深處的圓弧形狀的凹槽,由於其前端的直(zhí)孔(kǒng)比較小,而(ér)且比較深,選用了 230 的圓弧三麵刃,如圖 8 所示。選用的機床主軸為 160,刀的轉速為 800 r/min,背吃刀量為 1 mm,通過插補銑進行加工。通過實際加工驗證,完全可以保證加工要求,並且效率比較高。
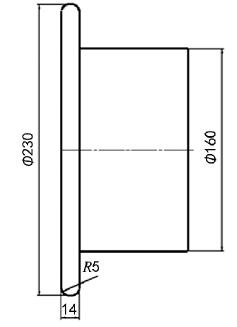
圖 8 230 三麵(miàn)刃銑刀
( 3) 閥(fá)殼焊件管件中內腔中的 O 形(xíng)槽,采用粗加工(gōng),精加(jiā)工兩序進行加工。如圖 9 所示。粗加工(gōng)選(xuǎn)用(yòng)普通的三麵(miàn)刃刀具加工,端麵和直徑方向都需要(yào)留量。精加工時,選擇 315×14 的三麵刃進行加工,選用的機床主軸為 160 mm,主軸轉速1 200 r / min,背吃刀(dāo)量為 0.1 ~ 0.3 mm。經過現場實際加工,不(bú)僅完成了(le)槽子的加工,而且加工了 30°倒角和 R1.2 的圓角,省掉了鉗工的後續(xù)處理( 30°倒角正常屬於鉗工工序(xù)) ,這樣(yàng)不(bú)經保證(zhèng)了圖紙的(de)要求,而且調高了生產效率。
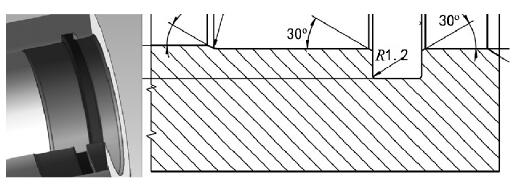
圖 9 O 形(xíng)槽示意圖
( 4) 關於閥殼焊(hàn)件上三處深孔加工難的解決措施如下:
刀具: 選(xuǎn)擇硬質合金的 10 鑽頭,長度為大於200;附件: 選擇萬能附件;程序(xù): 使用 ROT 旋轉平麵及鑽深孔 CYCLE83( 30,0,3,-150,,0,5,5,1,,1,1,3,,0,1,0) 相結合使
用的方法。
通過以上工具的選擇和加工方法的選擇,可以(yǐ)很好的完成斜(xié)孔的加工,通過實際加工證明,這種加工方(fāng)法適用(yòng)於深度斜孔的加工,但根據材料硬度的不同,選擇的刀具(jù)和加工參數要(yào)有所變化。鑽孔(kǒng)示意圖(tú)如圖 10 所示。
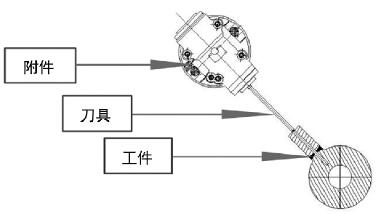
圖 10 鑽孔示意(yì)圖
4、 結(jié)語
介紹了高壓閥殼的加工工藝方法,經過實踐驗證,這種加工方法容易(yì)保證閥殼的加工精度,並且使較(jiào)難的加工問題簡單化,滿足了圖紙的(de)加工要求,而(ér)且在加工過程中,對刀具的消耗較小,生產效率較高。是一(yī)種值得(dé)推廣的(de)加工方法,適用於此類閥殼的加工,也可以為其它產品的加工(gōng)提(tí)供一些實(shí)用的方法,是值得借(jiè)鑒和推(tuī)廣的加工方法。
投稿箱:
如果您有機床行業(yè)、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網(wǎng)編輯(jí)部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網(wǎng)編輯(jí)部(bù), 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息
馬")
業界視點
| 更多

行業數據(jù)
| 更多
- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月 分地區(qū)金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據(jù)
- 2024年11月 新能(néng)源(yuán)汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切(qiē)削機床產量數據
- 2024年(nián)10月 金屬切削機床(chuáng)產量數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據