


XH718 機床超長刀杆鏜孔振顫(chàn)問題的解決方案
2019-11-13 來源:四川信息職業技術學院機電工程係 作者:尹存濤
對(duì)於(yú)一般的刀杆,在長徑比超過(guò) 4 倍的(de)深孔鏜削過程中刀具(jù)通常會(huì)產生振顫,使得加工質量無法保證。一般情(qíng)況下,影響金屬加工(gōng)表麵的質量因(yīn)素有機床本身、係統伺服調整、刀具、被加工工件以及其(qí)他(tā)的外界幹(gàn)擾等(děng)。刀具方(fāng)麵的(de)因素主要是刀(dāo)具的(de)動(dòng)剛度和幾何參數。減小刀杆(gǎn)懸伸長度和增加刀杆的直徑對於減(jiǎn)小刀杆的變形量是有利的。但是受加(jiā)工工件尺寸的限製,改變這兩個參數是不現實(shí)的。另外,通過(guò)減(jiǎn)小切削量來(lái)降低切削力也可以達到減小刀杆變形量的目(mù)的,但這樣勢必導致生產效率的下降,而且在某(mǒu)些情況下,即使減小切削(xuē)力也(yě)不能達到加工要求。通過調整與主軸速度控製(zhì)相關 PMC 信號相(xiàng)適應的頻率響應,充分(fèn)應用(yòng) CNC 有(yǒu)關數字式伺服主軸振動抑(yì)製功能,成為問題解(jiě)決的基本思路。
1、問題(tí)產生
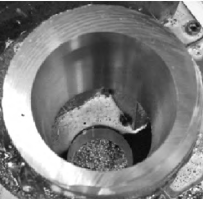
某機床用戶設備為 XH718 機床,加工現場需要使用的鏜刀刀(dāo)杆直(zhí)徑與刀杆(gǎn)長度比分別為 61 ∶ 375、63 ∶ 375、65 ∶ 375。此長徑比已經超過 5,甚至有的特殊零件還需(xū)要超(chāo)出該值(zhí)達到 6 以上。其粗鏜、精鏜時鏜刀杆振顫(chàn),導致(zhì)孔壁出現幅度較大且不規則的(de)震紋,如圖 1 所示。
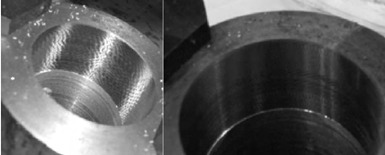
圖 1 幅度較大(dà)且不規(guī)則的震紋
2、問題分析
分析圖 1 所示不規則的震紋產生原因,先排除機械結(jié)構與加工(gōng)工藝方麵的問題。 (1) 檢測 XH718 機床主軸箱本體 (上、下(xià)箱體) 孔係加工、裝配均符合圖紙及工藝要(yào)求,傳動齒輪齒係符(fú)合圖紙及動平衡(héng)要求,所(suǒ)選傳動軸承及(jí)裝配符合工藝要求; (2) 檢測與鏜孔直接相關的 Z 向傳動副、移動副裝配合格;(3) 從用戶現場精鏜孔實際分析,主軸轉速、切(qiē)削進給速度在合理範圍,切削三要(yào)素中的 “切削深(shēn)度”僅僅 0. 5~1 mm。此時鏜刀(dāo)刀杆(gǎn)承受的軸向力和徑向(xiàng)力均不大,主軸本體(tǐ)承受的切削扭矩不大(dà)。
該 XH718 機床主軸電機使用 “速度(dù)控製(zhì)方式”。依據 XH718 機床主(zhǔ)軸箱三檔變速、主軸機械結構特點,分析數字式主軸伺服係(xì)統與速度控製相關(guān) (信號) 軟件的圖形測量結果,通過調整與主軸(zhóu)速度控製相關 PMC 信號(hào)相適應的頻率響應,充分應用 CNC有關數字式伺服主軸振動(dòng)抑製功能,成為問(wèn)題解決的基本思路。
2. 1 主軸係(xì)統動態(tài)性能測量的實際意義
(1) 對數控係統內部軟件(jiàn)、伺服係(xì)統軟件的運行狀態有更為深刻的了解(jiě),在脫開 CNC 軟件控製下的主軸係統(tǒng)監視、測量(liàng)、外力擾動扭矩的實際構成,對外部機械結構及外置編碼器係統的優化提供了參(cān)考
。
(2) 在測試(shì)過程中(zhōng)對剛性攻絲同步偏差、定向時位置偏差、定向時序數據、電機速度-位置反(fǎn)饋積累等係列數據的(de)測定,為係統應用拓寬了思路。
(3) 對 CNC 內部的軟(ruǎn)件運行狀態做深入的實踐,便於改善機床的機械裝置,甚至為機(jī)械設計提供優(yōu)化建議。
2. 2 數字式 主軸伺服係統與速(sù)度控製相關 (信號) 的測量
(1) 主軸速度檢測(cè)
主(zhǔ)軸在各檔位狀態下旋轉速度數值準確、穩定( 無 階 躍、無 突 變) 是 機 床 的 基(jī) 本 要 求,必 須 與XH718 主軸轉速 - 功率 - 扭矩曲線相吻合。通過(guò)對機床主 軸(zhóu) 分 別(bié) 在 各 檔 位 (500、800、1 200、2 000r / min) 的速度監測,顯(xiǎn)示 CNC 控製的主軸各檔位(wèi)實際輸出轉速與設計要求相符。
(2) CNC 速度指令與電機(jī)速(sù)度反饋等信號檢測
CNC 速度指令、CNC 轉矩(jǔ)指令、電機速度是主軸速度控製方式的權重(chóng)指標。根據對單一指令 (信號(hào)) 的(de)測(cè)量和相關指令(lìng) ( 信號) 的綜合測量,包括對 CNC 速度指令 (VCMD) ,CNC 轉矩(jǔ)指令 (TCMD) ,電機速度 (SPEED) ,CNC 速度指令-CNC 轉矩指令,電機速度-電機電流幅值 (SPEED-INORM) ,電機速度-CNC 轉矩指令 (SPEED-TCMD) ,電(diàn)機速度-速度偏差 (SPEED-VERR) ,電機速度-位置反饋累積(SPSPEED-PCPOS) ,CNC 位置偏差-CNC 速度指(zhǐ)令數據 (ERRC-SPCMD) ,電機檢測器 A/D 數據 A、B(PA1 - PB1) ,電機速(sù)度 - CNC 速度指令 (SPEED -SPCMD) ,DC 電壓環 (VDC) 等信號的實際測量可知: 主軸速度控製方(fāng)式下,主軸伺服環路的 DC 電壓、主軸係旋轉峰值電流、電機反饋累(lèi)積、電機速度偏差、電機(jī)檢測器相位數據等對主軸電機速度響應影響不大,主軸電機速度與 CNC 速度指令(lìng)重合。
(3) 主軸係旋轉慣量的匹配
主軸電機的旋轉慣(guàn)量為一(yī)定值,但主軸傳動鏈的齒輪係旋轉(zhuǎn)慣量較為複雜,並且有隨機不同的特點。由(yóu)於伺服主軸 CNC 扭矩指令存在高頻成分 ( 圖 2) ,主軸電機旋轉起動後經過主(zhǔ)軸傳動鏈齒係而(ér)被(bèi)放大,導致長(zhǎng)刀杆遠端刀尖與孔壁的接觸振顫。
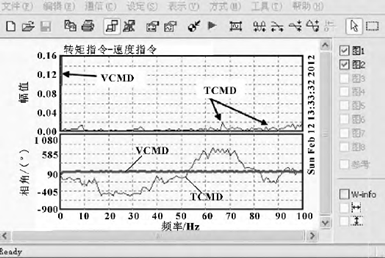
圖 2 CNC 速度指令-CNC 轉矩指令 (VCMD-TCMD)
通過排除 (改善) CNC 扭矩指令的高頻成分,利用 CNC 內嵌的扭矩指令過濾(lǜ)器功能、HRV 過濾器功能、外力幹擾輸(shū)入(rù)功能有效地抑製主軸隨動係統(tǒng)的高頻振動。
依(yī)據 XH718 機(jī)床主軸結(jié)構特征,使用並充分發揮上述 CNC 係統功能,主軸(zhóu)速度環增益的(de)設定調整成為主軸伺服係統應用的基本。
2. 3 主軸(zhóu)速度環路頻率響應測量,增益設定與調整
調整主軸係速度環(huán)增益,直接與位置環(huán)路的高增益化相關。合理地設置主軸速度環路增益(yì)有利於提高外(wài)力幹擾控製性能,以便在沒有增益數據超程、主軸(zhóu)係旋轉沒有振(zhèn)蕩前提下穩(wěn)定運行。在 XH718 主軸速度控製及主軸定向動(dòng)作中齒輪齧合信號 ( CTH1A、CTH2A) 至關重要,也是 XH718 機床主軸係頻率響應測(cè)定的最(zuì)重要環節。
(1) 測定齒輪齧合信號
(齒輪齧(niè)合信號 (CTH1A、CTH2A) 的狀態要求是測定規則(zé)約(yuē)定的主要項目,如(rú)圖 3 所示。CTH1A、CTH2A)
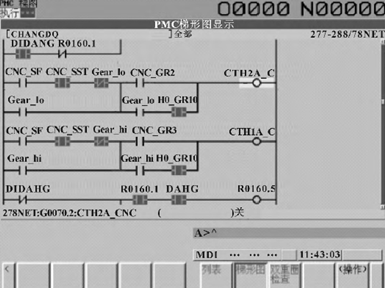
圖 3 XH718 主軸係頻率響應測試的相關內、外信號
用一 個 小(xiǎo) 程 序 將 CNC 係(xì) 統 需 要 的 CTH1A、CTH2A 信號(hào)狀(zhuàng)態在 XH718 各檔(dàng)位均設置為約定要求,再滿足其他測量條件即可準確獲取 XH718 主軸係(xì)的頻率響應曲線,進而找到主(zhǔ)軸係工作狀態下(xià)的(de)諧波(bō)頻域。
(2) XH718 主軸係頻 率 響 應 曲 線 及 速 度 環 路增益(yì)
圖(tú) 4 和圖 5 表明在同一(yī)台機床主軸係上,不同的速度環路增益 (積分) 數據值導致主軸頻率響應曲線有(yǒu)明(míng)顯(xiǎn)差異,得到的二(èr)維傅(fù)裏葉頻譜圖也就各不相(xiàng)同。
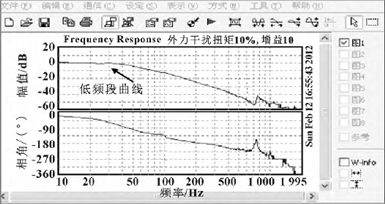
圖 4 速度環增益為 10、積分增益(yì)為 10測量(liàng)的 XH718 主軸係頻率響應
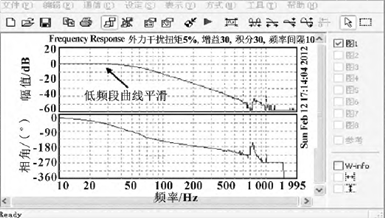
圖 5 速度環增益為 30、積分增(zēng)益為 30測量的 XH718 主(zhǔ)軸係頻率響應
找到適合的增(zēng)益數據值並符合理想的主軸頻(pín)率響應曲線,為扭矩指令過濾器、HRV 過(guò)濾(lǜ)器、外力幹擾扭矩輸入功 能的應用(yòng) 提供條件,從而達 到抑製XH718 主軸係在長徑比刀杆(gǎn) ( 超過 1 ∶ 5) 鏜削加工過程中振顫目的。
2. 4 扭矩指令過濾器
對 CNC 扭矩指令(lìng)應用 1 次低通濾波,以避免高主軸係旋轉時在高頻 ( 數百赫茲以上) 的共(gòng)振。
對於 XH718 機床使用的 ai I15/7000 型低(dī)速特性(xìng)用主軸電機具體的參數體現為: 扭矩指令過(guò)濾器(qì)時間常數。
2. 5 HRV 過濾(lǜ)器
CNC 具備的 HRV 過(guò)濾器具有衰減導致振蕩的某一頻率帶寬信號(hào)的作用。對於主(zhǔ)軸慣量較大的主軸係統更要重視 HRV 過(guò)濾器(qì)的(de)使用(yòng)。R當頻(pín)率大於 200 Hz 區域中(zhōng)具有(yǒu)較強的共振點(diǎn)而(ér)難(nán)以提高主軸 (齒輪) 係速度增益時,使用 HRV 過濾器達到提高主軸係速度環路增(zēng)益(yì)的目的,從而獲得更加平滑、理想的主軸係頻(pín)率響應曲線。
HRV 過濾(lǜ)器是在主(zhǔ)軸速度環路基礎上使用扭矩指令過濾器 (圖 6) ,通過使用所(suǒ)設定的頻率帶寬的信號(hào)衰減來避免主軸(zhóu)係共振。FANVC 提供了 4 級過濾器,根據各(gè)級的中心頻率、帶寬、衰減 3 組參數,設定過濾器特性。
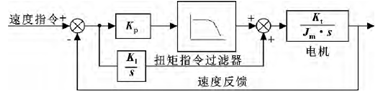
圖 6 使(shǐ)用扭矩指令過濾器後速度環路的軟件配置
圖(tú) 7 是 XH718 實物機床主軸速度控(kòng)製方式存在的共性振蕩頻域,使用如圖 7 (a) 所示的 3 級過濾器參數設定後(hòu)測量得到的(de)頻(pín)率響應曲線如圖 7 (b)所示。
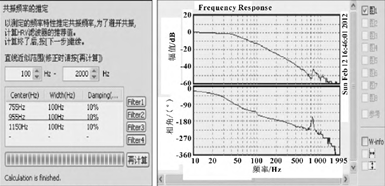
圖 7 過濾器設定後的頻率響應曲(qǔ)線(xiàn)
在實際測量(liàng)、調試實戰中,多次改變主軸速度環路增益數據值(zhí)、扭矩指令過(guò)濾器數據值,直到獲(huò)得低頻區域滿意的頻率響應曲線。
2. 6 外力幹擾(rǎo)扭矩輸(shū)入功能
向 CNC 施加正(zhèng)弦波形狀的外力擾動扭矩指令,測量對(duì) 於 外 力 幹(gàn) 擾 扭 矩 指 令 的 扭 矩 頻 率 響 應 的增益。
圖 8 表示在 XH718 機床的主軸係速度環路中使用了以扭矩指令過濾器為核心(xīn)基礎的速度(dù)環路控製器(qì)。把速度環路控製器的輸出作為扭矩指令,然後施加正弦波外力幹擾扭矩指令。
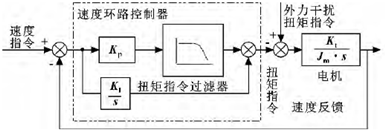
圖 8 外力幹(gàn)擾輸入功能的軟(ruǎn)件配置
(1) 方法。提高外力幹擾扭矩指令 ( 正(zhèng)弦波)頻率,從而改變扭矩指令和外力幹擾扭矩(jǔ)指令的振幅(fú)以達到提高主軸係增益頻率的(de)目的。
(2) 參數。外力幹擾扭矩指令的頻率、施加正弦波數量、外力(lì)幹擾扭矩指令振幅等關鍵數據用參數設置實(shí)現,曲線測量所需的開(kāi)始(shǐ) ( 結束) 頻率、測量頻率間隔及次(cì)數、測量時電機速度指令等(děng)均用參數設置實(shí)現。
3、問題解決
經過數次摸索(suǒ)測量,在解(jiě)決用戶現場的實際問題中得到 XH718 主軸係實測頻譜,如(rú)圖 9 所(suǒ)示。
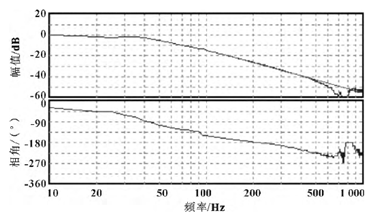
圖 9 XH718 主軸係實測頻譜
在處理深鏜孔振顫問題時,對(duì)與鏜刀進給直(zhí)接相關的 Z 軸伺服係統的隨動性(xìng)、頻率(lǜ)響應、轉動慣量也進行了優化調整。保證 Z 向伺服 ( 鏜(táng)刀軸) 的低速進給滿(mǎn)足穩定、無階(jiē)躍要求(qiú)。圖 10 是為配合深鏜孔(kǒng)需要單獨進行 Z 向伺服調整的頻譜圖。
用戶現場實際鏜孔效(xiào)果如圖 11 和圖 12 所示,滿足用戶(hù)加(jiā)工質量要求。
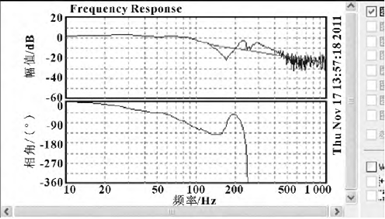
圖 10 XH718 機床 Z 向伺服調整頻譜圖

圖(tú) 11 車橋深孔 圖 12 專用車壓箱殼體鏜削效果大直徑孔鏜削
4、結束語
充分利(lì)用 XH718 機床 FANUC 數控係統 Servo Gu-ide 軟件功能,將加工過程中幹擾後輸出的雜亂信號看成有一定振(zhèn)幅、相位、頻(pín)率的基本正弦信號組合(hé),先(xiān)找出其中振幅較(jiào)大 ( 能量較(jiào)高) 信號對應的頻率(lǜ),然後(hòu)調整與主軸(zhóu)速度控製相關信號的頻率響應,應用CNC 有關數字式伺服主軸振動抑製功能,解(jiě)決了(le)生產實(shí)際應用中的振顫問題。
投稿(gǎo)箱:
如果您(nín)有機床(chuáng)行業、企業(yè)相關(guān)新聞稿件發(fā)表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床(chuáng)行業、企業(yè)相關(guān)新聞稿件發(fā)表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸承(chéng)出(chū)口情(qíng)況
- 2024年10月 分地區(qū)金屬切削機床產(chǎn)量(liàng)數據(jù)
- 2024年10月 金屬切削機(jī)床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本(běn)型(xíng)乘(chéng)用車(轎車)產量數(shù)據
博文選萃
| 更多
- 機械加(jiā)工過程圖示
- 判斷一台加工中心精度的幾(jǐ)種辦法
- 中走絲線切(qiē)割機床(chuáng)的發(fā)展趨勢
- 國(guó)產數控係統和數控機床(chuáng)何去何從?
- 中(zhōng)國的技術(shù)工人(rén)都去哪裏了?
- 機械老板做了(le)十多年,為(wéi)何還是小作坊?
- 機械行業最新自殺(shā)性(xìng)營銷,害人害(hài)己!不倒閉(bì)才
- 製造業大逃亡
- 智(zhì)能時代,少談點智造,多(duō)談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文(wén)搞懂數控車床加(jiā)工刀具補償功(gōng)能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別