


VENTEC 深孔鑽係統的應用分析
2019-10-29 來源:中北大學 山(shān)西省深孔加工研究中心 作者:馬騰 沈興全 高偉佳 雷韶
摘要: 針對深孔加工成本高、設備結構(gòu)複雜(zá)等問題,應用英國哈镘公司( HAMMOND) 設計的 VENTEC 深孔鑽係統,可簡化深孔加工的設備結構並降低加(jiā)工成(chéng)本。通過理論分析和實際應(yīng)用試驗,對(duì) VENTEC 深孔鑽(zuàn)係統(tǒng)的結構、原理以及在應用(yòng)過程中出(chū)現的問題進行分析,論(lùn)證其在實際生產中的意義。
關鍵詞: 深孔加工; VENTEC 深孔鑽係統
1 、引言
由相關的資料統計可知,孔加工(gōng)在機(jī)械製造行業中占全部機械加工(gōng)的三分之(zhī)一左右,而深孔加工又占到孔加工(gōng)的 40% 以上。由於深孔加工是在封閉或半封閉(bì)的空間內(nèi)進行的特殊性加工,具有排屑難、冷卻難、潤滑難和工具係(xì)統剛度低等特點(diǎn)。
這些難點(diǎn)不僅長期困擾著深孔加工行(háng)業,而且在一定程度上限(xiàn)製了(le)深孔加工的應用範圍,也限製了深孔加工的理論(lùn)及技術向其他領域拓展的能力,使深孔加工成(chéng)為製造技術門類中設備機構複雜且加工成本昂(áng)貴的技術之一。
目(mù)前,國內外(wài)常用的深孔加工(gōng)係統有槍鑽係統、BTA 係統(tǒng)、噴吸鑽係統和 DF 係統。其中,噴吸鑽係統要實現噴(pēn)和吸兩個效(xiào)果,結構上更加複雜(zá),使其最小加工孔(kǒng)徑受限,加工成本更高; DF 係統是在 BTA係統上安裝負壓排屑裝置,結合了 BTA 係統(tǒng)和噴(pēn)吸(xī)鑽(zuàn)係統(tǒng)的優點,克服(fú)其不足,但其結(jié)構較 BTA 係統複雜。
2 、深孔加工技術分析
根據排屑方式(shì)的不同,簡要分析外排屑方式的槍鑽(zuàn)係統和內排(pái)屑方式的 BTA 係統(tǒng)。槍鑽係統屬於外排屑方式,主要由中心架、扶正器、鑽杆聯結器和冷卻潤滑係統等組成(chéng)( 見圖 1)
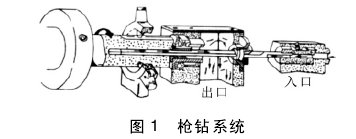
槍鑽係統(tǒng)的工作原理: 切削液通過尾架上(shàng)的輸油入口進入鑽杆內部,到(dào)達鑽頭頭部進行冷卻潤滑,並將切屑從鑽(zuàn)頭外部 V 型槽中排出。由於切屑由鑽頭和鑽(zuàn)杆外部排(pái)出,容(róng)易(yì)擦傷已加工(gōng)孔表麵,加工質量低於內排屑方(fāng)式的係(xì)統。該係統主要用於小直徑( 孔徑小於 20mm) 的深孔加工。
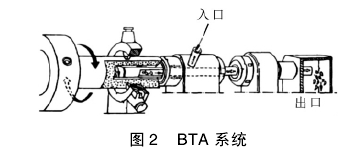
如圖 2 所示,BTA 係統屬於內排屑方式,主要由中(zhōng)心架、授油器、鑽杆聯結器和冷卻潤滑油(yóu)路係統等組成。
BTA 係統的工作原理: 切削(xuē)液通過授油器從鑽杆外壁與已加工表麵之間的環形空間進入,在刀具頭部(bù)進行冷卻潤滑,經鑽杆內部推出切屑。該係統應用廣泛,但受鑽杆內孔排泄空間的限製,主要(yào)用於直(zhí)徑大於 12mm 的深(shēn)孔加工。由以上(shàng)分析可知,無(wú)論那種排屑(xiè)方式均由工件、刀具、專用(yòng)輔具、機床和控製係統等要素組成。其中,專用(yòng)輔具取決於所采取的切削液供給(gěi)方式、排屑方式和工件與刀具之間的相(xiàng)對運動方式。可見,深孔加工需要(yào)專用設備和專用輔具,因此其(qí)設備結構複雜(zá)、成本昂貴。
3 、深孔鑽係統(tǒng)分析
3. 1 深孔鑽(zuàn)係(xì)統簡(jiǎn)介
深(shēn)孔鑽係統最早由國外深孔技術企業提出(chū),目(mù)前在國內也有多家企業生產該係統。由於其具有適用範圍廣、結構簡(jiǎn)便和成本(běn)低等特點,無論在歐美(měi)市場還是在國內市場都被廣(guǎng)泛應用於各行各業中。用戶隻需一台普通機床、一件設計正(zhèng)確的工裝夾具、一套完整的(de) QYZ 深孔鑽係統和一支高品質的硬(yìng)質合金槍鑽(zuàn),便可以極低的成(chéng)本、簡便的操作提供高(gāo)效率、
高精度(dù)和高一致性的深孔鑽削加工方式。
作為機床附件,係統各部分的安裝拆卸(xiè)簡(jiǎn)單便捷,大部分情況(kuàng)下無需對機床做任何改動,使現代(dài)槍鑽技(jì)術在普(pǔ)通機床上的應用成為了現實。
3. 2 深孔鑽係統(tǒng)結構
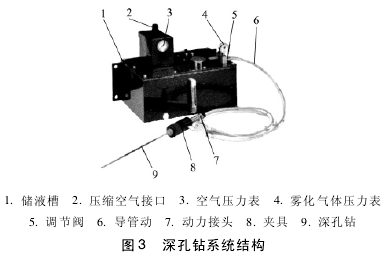
如圖3 所示,深孔鑽係統包括儲液槽、壓縮空氣接口、空氣壓力表、霧化氣體壓力表、調(diào)節閥、導管動、動(dòng)力(lì)接頭、夾具和深孔鑽等部分。其中,夾具可根據實際加工情況更換。
在普通車床上安裝深孔(kǒng)鑽係統具體(tǐ)步驟:
①將儲液槽固定在便於操作且不易發(fā)生碰撞的地方。通過壓縮空氣接口將空氣壓縮機接入,並將空氣的供給壓(yā)力控(kòng)製在一定的範圍內,然後在儲液槽中按照正確的比例混合好專用的冷卻液;
②應用刻度盤千(qiān)分(fèn)表調節夾具,使(shǐ)夾具的各邊(biān)和頂部與機床運動方向平行;
③校準刀夾中心線與機床主軸中心線,使其可以對齊,在機床主軸(zhóu)上(shàng)安裝千分表,便於加工時的(de)觀察;
④在夾具上安裝 VENTEC 鑽頭,保證切削麵垂直於機床的尾部;
⑤加工前,應根據所要加工(gōng)的深孔孔徑加工相應的引導(dǎo)孔;
⑥根據加工(gōng)孔徑和設備要(yào)求的參數設置好機床的進給速度及轉速;
⑦固定橫向移動(dòng)和垂直方向移(yí)動,以保證係(xì)統的整體穩定性;
⑧調節閥門,使冷卻液呈氣霧狀噴出;
⑨驅動機床,進行(háng)深孔加工。
3. 3 深孔鑽係統原理分析(xī)
在槍鑽(zuàn)原有結構上進行改進(jìn),得到的深孔鑽係統采用 VENTEC 鑽頭,其工作原理與槍鑽類似。加工時使用導(dǎo)向套或導向孔來定(dìng)位,加工開始後,加(jiā)工(gōng)出來的孔對刀口起到(dào)支撐的作用,形成鑽頭的自引導特(tè)性。VENTEC 鑽刀頭外部凸肋(lèi)可以產生使(shǐ)鑽頭偏向中心(xīn)的力,產生(shēng)的摩擦可使鑽頭對孔的表麵進行輕輕拋光。
該結構(gòu)對成孔有積極影響: ①在摩擦力的作用下,成孔的粗糙度得到有效控製; ②在鑽頭(tóu)自引導作用下,即(jí)使加工比較深的孔,也可以保證鑽頭正確的鑽孔軸線。這意味著深孔鑽係統的(de) VENTEC鑽可以用於加工高精度且長徑比(bǐ)較大的孔。應(yīng)用深孔鑽係統加工深孔時(shí),切削區的冷卻排屑十(shí)分重要。
深孔鑽係統采用準幹式的冷卻和排(pái)屑方法,即應用壓縮的氣液(yè)混合物冷卻切削鑽頭並排出切屑,其工作原理為: 冷卻液在噴霧係統( 儲液槽) 中被外部供給(gěi)的壓縮空氣加壓,並與高壓空氣一起送入可調整流量的噴(pēn)霧混合頭(tóu)內,經導管再送(sòng)入專用的夾具內,而後通過 VENTEC 鑽頭的(de)中間通道到達切削(xuē)區域。
冷卻液效果的好壞直接影響深孔加工的過程。深孔鑽係統的冷卻液由特殊的乳化油和水混合而成(chéng),其主(zhǔ)要(yào)作用:
①使 VENTEC 鑽頭的拋光(guāng)凸肋和切屑刃得到充分潤滑,減小鑽削過程(chéng)中(zhōng)鑽頭、切屑(xiè)以及(jí)工件之(zhī)間的摩擦;
②壓縮空氣能有效推動霧化冷卻液流動,使切(qiē)屑沿(yán)排屑槽快速(sù)排出;
③準幹式冷卻方(fāng)法可以提供強大的冷卻效果。
水和壓(yā)縮空氣的(de)混(hún)合物是一種理想的冷卻介質,其冷卻(què)效果優於(yú)純液體,能夠在鑽削加工過程(chéng)中,有效控製鑽(zuàn)頭刃部溫度,從(cóng)而提升(shēng)其加工效率
。
4 、深孔鑽係統應用
4. 1 條件(jiàn)設置(zhì)
受條(tiáo)件限製(zhì)僅做簡(jiǎn)單的對比試驗以及成孔(kǒng)質量分析。試驗設備包括普通車床、VENTEC 深孔鑽係統(tǒng)、粗糙度檢測儀、圓度檢測儀(yí)和紅外(wài)熱像儀。試(shì)驗材料為(wéi)車軸鋼。試驗 參 數 為 孔(kǒng) 徑 10mm 和 孔 徑30mm、深度 1500mm 的深孔。
4. 2 切削溫度分析
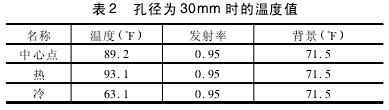
應用(yòng)紅外熱像(xiàng)儀檢(jiǎn)測(cè)加工(gōng)時的工(gōng)件溫度可在一定程度上反映切削區的大致溫度。加工孔徑 10mm深孔時,其檢測結果見 圖 4 和表(biǎo) 1; 加 工 孔(kǒng) 徑為30mm 深孔(kǒng)時,其檢測結果見圖 5 和表 2。
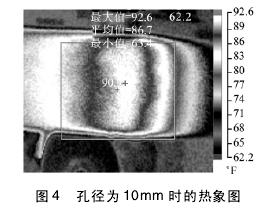
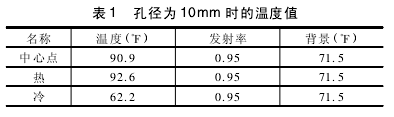
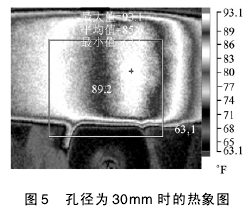
分析(xī)以上熱象圖可知,深孔鑽係統在加工(gōng)深孔的(de)過程中,如切削區域的溫度保持在一個(gè)合理的範圍(wéi)內,其冷卻係統效果顯著(zhe)。因為該係統采用壓縮(suō)的氣液混(hún)合物冷卻切削鑽頭並排出切屑,冷卻作用顯著,可有效控製切削區(qū)的溫度,高壓空氣(qì)能(néng)更(gèng)有效(xiào)地(dì)推動切屑排出。對加工完成的深孔進行檢測,檢驗深孔(kǒng)鑽係統的成孔質(zhì)量,其結果見表 3。
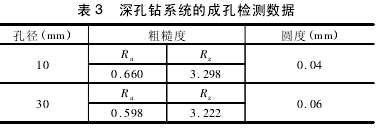
分析檢測數據可知,深孔鑽係統(tǒng)的(de)成孔質量比較高,VENTEC 鑽頭的結構對成孔質量有積極的影響,能滿足實際生產的要求。因為在該係統中,鑽頭(tóu)通過導向孔(kǒng)給鑽頭定位,形成加(jiā)工過程的自引導,保證了孔(kǒng)的加工質量,刀頭部的拋(pāo)光凸肋能進一步優(yōu)化成孔質量。
5 、結語
國內深孔加工主要應用(yòng)於專業的大型深孔鑽(zuàn)床,其設備結(jié)構和加工成本都限製了(le)深孔的應用。大多數情況下,設計師不得不對設計的結構做出妥協,不能達到結構最優。通過對英國哈镘(màn) VENTEC深(shēn)孔鑽係統的研究,可知(zhī)其在適用性、成(chéng)孔(kǒng)質量與設備結構等方麵均有一(yī)定的優勢,易於(yú)安裝、維護(hù)、保養和檢修,且加工效率較(jiào)高。在實(shí)際生產中應用深(shēn)孔鑽係統(tǒng)可以有效解決深孔加工成本高等問題。
投稿箱:
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本(běn)網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本(běn)網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)
馬(mǎ)")
業界視點
| 更多(duō)

行業數據
| 更多
- 2024年11月 金屬切削機(jī)床產(chǎn)量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數(shù)據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型(xíng)乘用(yòng)車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產(chǎn)量(liàng)數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月(yuè) 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車(chē)產量數據(jù)
- 2028年8月 基本型乘用車(轎車)產量數據(jù)
博文選萃
| 更多
- 機(jī)械(xiè)加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技(jì)術(shù)工(gōng)人都去哪裏了?
- 機械老板做了十多年,為(wéi)何還是小作坊?
- 機(jī)械(xiè)行業最新(xīn)自殺性營銷,害人(rén)害己!不倒閉才
- 製造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點製造
- 現(xiàn)實麵前,國人沉默。製(zhì)造業的騰飛,要從機(jī)床
- 一文搞懂數控車床加工刀具(jù)補(bǔ)償功能(néng)
- 車床(chuáng)鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑(xǐ)孔加(jiā)工工藝的區別