


基於PLC的鑽床液壓動力(lì)滑台控製係統設計
2019-8-23 來源: 武昌首(shǒu)義學(xué)院 作者:孫 琴
摘 要:可編程邏輯控製器(PLC)是現代工業控(kòng)製的標準設(shè)備。基於(yú)此,利用PLC和液壓實驗台,設計該液壓設備的(de)控製係統,並在液(yè)壓實驗台上搭接其回路,模擬動力滑台的動作要求,最(zuì)終(zhōng)實現PLC與液壓係(xì)統的通信聯係和動態控(kòng)製。
關鍵詞:PLC;液壓回路;液(yè)壓實驗台
可編程邏輯控製器(Programmable Logic Controller,PLC)具有(yǒu)工作可靠、抗幹擾(rǎo)能力強、環境適應(yīng)性好、應(yīng)用靈活等特點,是現代工業控製的標準設備。某鑽床的動力滑台由液壓係統實現,其工(gōng)作環境、工作特(tè)點適合PLC作為控製(zhì)器(qì)。
1 、係統總(zǒng)體方案設計
1.1 液壓回路
某鑽床的動力滑台利用液壓回(huí)路控製(zhì),要求(qiú)動力滑台實現“快進(jìn)-工進-快退-停止(zhǐ)”的工作循環,而且快進與快退速度相等,滑台總行程 150mm,快進行程 70mm。動(dòng)力滑台(tái)的工作由液壓係統提供動力,鑽床動力滑台液壓回路(lù)的工作原(yuán)理如圖1所示。
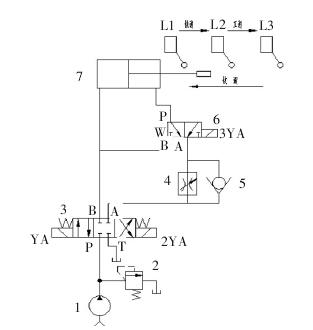
注:1.葉(yè)片泵;2.溢流閥;3.三位(wèi)四通電磁換向閥;4.調速閥;5.單向閥;6.二位三(sān)通
電磁換向閥;7.單杆(gǎn)式活塞油缸(行程(chéng)150mm);L1、L2、L3為傳感器(接近開關)。
圖1 鑽床動力滑台液壓回路的工作原理
液壓回路的工作原理是依靠傳感器控製執行(háng)元件的順序(xù)動作。油泵 1 供油(yóu),調定溢流閥 2
壓力為(wéi) 2.0MPa,當三位(wèi)四通電磁閥 3 的 1YA 得電,油缸 7 活塞杆右(yòu)行,有杆腔的油經過二位三通電磁換向閥6的(de)左位(3YA 失(shī)電)又進入油缸(gāng)7的無杆腔形成(chéng)差動連接形式,此時實現(xiàn)快進(jìn);快進行(háng)程結束觸動傳感器L2,L2使電磁閥6的3YA得電有杆腔內液壓油(yóu)經過調速閥(fá) 4、換向閥 3 的 A-T 回(huí)油箱(xiāng),實現工進;工進完成觸(chù)動傳感器L3,L3使電磁閥3的1YA失電,2YA 得電(diàn),液壓油經過電(diàn)磁閥 3 的 P-A、單向閥 5、電磁閥6的P-A進入油缸7的有杆腔,無杆腔內的油經過電磁閥 3 的 B-T 回油箱實現快退工作,快退至原(yuán)位觸動L1後停止。
1.2 控製係統設計流程
PLC 控製係統應用設計,一般應按以下步驟進行(háng):
①全麵詳細地了解(jiě)被控製對象的特點和生產工藝過程,歸納出工作循環圖或狀態流(liú)程圖,與繼電器控製係統和工業控製計算機進行比較後加以(yǐ)選擇(zé);
②確定控製對象,還要明確控製任務和設計要求;
③製定控(kòng)製(zhì)方案,進行 PLC 選型(xíng),硬(yìng)件和軟件設(shè)計,模(mó)擬調試(shì),模擬調試好的程序傳送到現場使用的 PLC 存儲(chǔ)器中,接人 PLC 的實際輸入接線和負載。
2、 PLC工作原理
PLC的基本工作模式有運行模式(shì)和停止模式。運行模式分為內部處理、通(tōng)信操作、輸入處理、程序執行和輸出處理 5 個階段。停止模式是指(zhǐ)當處(chù)於停止工作模式時,PLC隻進(jìn)行內部處理和(hé)通信服務等。在運行模式下,PLC按上述5個階段進行周而複始的循環工作,稱為循環
掃描(miáo)工作方式。
3 、控製係統設計
3.1 PLC
(I/O)分配根據鑽床(chuáng)動力滑台液壓回路的控製(zhì)要求,以及實際I/O 點數情況,並考慮實踐操作中將遇到的問題,采取一定的備用措施。選定的 PLC 型號為 FX2N-48MR 型,I/O口的分配情(qíng)況如下,係統的硬件接線圖如圖 2 所示。其(qí)中,輸入(I)為:X0,自動控製啟動按鈕(niǔ)SB1;x1,手動控製啟(qǐ)動按鈕(niǔ)SB2;X2,急停按鈕SB3;X3,手動計數按鈕SB4;X10,行程開關 SQ1-傳感器(qì) L1;X11,行程開(kāi)關 SQ2-傳感器L2;X12,行(háng)程開關SQ3-傳感器L3。輸出(O)為:Y0,電磁鐵(tiě)1YA;Y2,電磁鐵3YA;Y4,電磁鐵2YA。
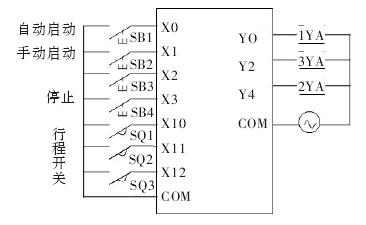
圖2 硬件接線圖
3.2 控製係統流程圖設計
考慮到實際控製中的(de)自(zì)動和手動的(de)切換,采用經典法設計,按下 X0 選擇自動控製,按下(xià) X1 選(xuǎn)擇手動控製。當 X0 閉合時,活(huó)塞向右運動,如果活(huó)塞碰到 L1,則執行“快進”,否則(zé)不進行其他動作;當(dāng)活塞碰到L2,則執(zhí)行“工進”,否則不進行其他動作;當活塞碰到(dào) L3,則執(zhí)行“快退”,否則不進行其他動作。
3.3 程序設計
控製程序用自動和手動的切換(huàn)模式,采用經典(diǎn)法設計,利用 X0 和 X1 的互(hù)鎖來控(kòng)製(zhì)輔助繼電器 M0 和 M1 切(qiē)換 2 種工作狀態。同時(shí),考慮到動力滑台會存在沒有停在原位的情況,采用控製(zhì)按鈕 X3 使 M0 和 M1 均失電,同時(shí)也使動力(lì)滑台快退來控(kòng)製液壓動力滑台退回原位。自動程序設計時(shí),按下(xià)X0啟動自動控製裝置,活塞向右運動;若(ruò)碰到傳感器L1,X10閉合,要保持電磁鐵1YA持續得電,Y0得電(diàn)自鎖,執行“快進”。若碰到傳感器(qì)L2,X11閉Y2 得電自鎖即保持電磁鐵 3YA 持續得(dé)電,1YA 和3YA同時得電,執行(háng)“工進”。若碰到傳感器L3,X12閉合,Y4得電自(zì)鎖即保持電磁鐵2YA持續得電,同時要使電磁鐵1YA失電,需在Y0串聯中加常閉開關X12,當X12閉合時,Y0失(shī)電(diàn),2YA和3YA同時對得電,執行“快退(tuì)”。采用動控(kòng)製係統完成“快進-工(gōng)進(jìn)-快退-停(tíng)止”的工作循環。同時,結合試驗台上的(de)開關輸入點數,采用對一個按鈕的脈衝個數來控製係統各個行(háng)程工作(zuò)的進行。
4 、調試中出現的問題及解(jiě)決方法
問題 1 為液(yè)壓實驗台上的(de)執行元件是按鈕,如何通過按鈕保持某一線圈持續得電;以及如何使某兩個線圈同時得電,使得活塞執行相應的(de)動作。解決辦法是采輔助繼電器自鎖,以及行程開關的互鎖(suǒ),來實現電(diàn)磁鐵控製的邏輯關係。
問題2為在進行快進-工進-快退-停止的過程中,前兩步運行正常,但是活塞不能正常退(tuì)回去。其依然是程序問題,解決辦法為采用控製急停的控製方式,使(shǐ)得實驗操作過程更順利。
問題 3 為手動程(chéng)序和自(zì)動程序(xù)分開執行能正常運行,但是通過跳轉切換(huàn)活塞不動(dòng)作,沒正確解決雙線(xiàn)圈的問題。解決辦法為仔細理清跳轉程(chéng)序的條件,經調試最後(hòu)采用的是(shì)2個(gè)按鈕分別切換(huàn)自動和手動控製。
5 、結論
該係統經仿(fǎng)真和調試,運行平穩,工作可靠,能夠實現(xiàn)鑽床動力滑台(tái)的基本動作要求。該係(xì)統的設計有以下特點:
①係統采用(yòng)PLC作為控製器,抗(kàng)幹擾性強,穩(wěn)定性高(gāo),接線簡單,維修方便;
②在程(chéng)序(xù)設計的過程中,采用GX Devel⁃oper PLC編程軟件以及GX Simulator PLC 仿(fǎng)真軟件作為軟件開發平台,大大縮短了設計周期(qī),提高工作效率;
③在液壓實(shí)驗台上模擬搭接鑽床動力滑(huá)台液壓係(xì)統,利用該硬件平台,可節(jiē)省設計、調試成本,縮短(duǎn)了(le)調試時間。
投稿(gǎo)箱:
如(rú)果您有(yǒu)機(jī)床行(háng)業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有(yǒu)機(jī)床行(háng)業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多(duō)

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基(jī)本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽(qì)車銷量(liàng)情況
- 2024年(nián)10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床(chuáng)產量數據
- 2024年10月(yuè) 金屬切(qiē)削(xuē)機床產量數據
- 2024年9月(yuè) 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據