


曲軸鑽銑加工通用夾具的設計(jì)
2019-1-17 來源: 湖北(běi)職業技術學院 作者:陳繼(jì)紅,彭文燁
摘要: 曲軸是發動機中承(chéng)受衝擊載荷、傳遞(dì)動力的重要零件,其加工製造的質量直接影響發動機的正常工作和使用壽命。通過分析(xī)曲軸的機械加工工藝(yì)流程,設計一種可加工各類規格曲軸的鑽銑加工通用夾具。實際製造和使用表明(míng): 該新型(xíng)通用夾具結構簡(jiǎn)單,定位準確可靠(kào),調整變換方便,提(tí)高(gāo)了曲軸生產的效率和質量,降低製造成本。
關鍵詞: 曲軸; 鑽銑加工; 通用夾具
曲軸是發動機中承受衝擊載荷、傳遞動力的重要零件,其主要作用是將活塞的往複直線運動轉化為旋轉(zhuǎn)運動。曲軸的工作環(huán)境和受力狀況十分複雜,工作時承受周(zhōu)期性變化(huà)的氣體壓力、離心力(lì)以及慣性力等複合作(zuò)用,因此,在加工製造中,對曲軸各個部(bù)分的(de)尺寸精度、位置精度以及表麵粗糙度有(yǒu)較高要(yào)求。
曲軸(zhóu)的加工方法(fǎ)比較複雜,對軸頸的尺寸和形位公差要求很高,一般采用六級精度以上,表麵粗糙度控製在 Ra0. 8 μm 以下。其加工製(zhì)造的質量直接(jiē)影(yǐng)響發動機的正常工作和壽命。機床是加工的 “母機”,任何加工製造都離(lí)不開機床工具及夾具。
由於曲軸存在兩個回(huí)轉中心: 一個是軸徑的(de)中心,另一(yī)個是拐徑的中(zhōng)心,因此工件在定位裝夾時軸徑的中心與機床的(de)主軸中心線要滿足(zú)同軸度要求,這就需要相(xiàng)應的設備(bèi)工裝支持工藝的實現(xiàn)。若繼續沿(yán)用傳統的設備,就顯得能力遠遠不足。
因此(cǐ),改造(zào)升級或創新相應的加工工藝及機床工具與夾具加工製造的(de)能(néng)力,已是迫在眉睫。
1 、問題的提出(chū)
從曲軸的機械加工工藝流程來看,在曲軸加工過程中: 銑削曲軸端麵 ( 其中銑削定位麵尤其(qí)重要) 、鑽中心孔(kǒng)、對曲軸鑽斜油孔,這(zhè)個工序可以選擇(zé)在銑鑽床上進(jìn)行(háng),利(lì)用專門設計的夾(jiá)具對軸端麵及中心孔進行加工,這(zhè)樣安排可以(yǐ)大(dà)大提高生產效率以滿足大批量生產的要求; 外圓鍵槽的加工通常選擇在立式(shì)銑(xǐ)床上進行,內孔鍵槽的加工選擇在插(chā) 床上(shàng)進行等(děng)。
曲軸鑽銑加工的精度將直接影響發動機的壽命與品質,而先進合理的夾具係統是加(jiā)工精度的重要保障。曲軸的鑽銑加工通常用其主軸頸定位,如使用連杆頸定向(xiàng),因其生產工序複雜,需要大量的夾具以保證曲軸生產的高精度和高效率,大量的(de)夾具增加了曲軸生產的成本,夾具的頻繁(fán)調校也給曲軸生產帶來了巨大(dà)的輔助(zhù)生產時間,同(tóng)時夾具調校需要一(yī)定的技術才能保證要求。
為了解決以上問題,在深入分析傳統曲軸(zhóu)加(jiā)工所(suǒ)用夾具的技術特點之後,針對曲軸的鑽(zuàn)銑加工工序進行通用夾具設計。
2 、新型曲軸鑽銑加工通用夾具的設計
2. 1 夾具定位夾緊設計原理
夾具是(shì)將工件定位和夾緊的機械裝置,在機械加工前,通(tōng)過工裝夾(jiá)具(jù)將工件準確地定(dìng)位在機床上,使工件相對機床有正確的位置和良好的剛性及穩定性,保(bǎo)質保量完成機(jī)械(xiè)加工的預期任務,達到機械零部件設(shè)計所要求的尺寸(cùn)精度(dù)、形位公差(chà)精度、表麵質(zhì)量等。
先進合理的(de)夾(jiá)具是工件加工質量及生產效率的重要保障,是專用機床的(de)核(hé)心部件。機床夾具主要由夾具主體、定位元件、夾緊(jǐn)裝置、對刀元件、引導元件等組成。
夾具按結構特點及(jí)專門(mén)化程度主要分為通用夾具、專用夾具、組合夾具和可調夾具(jù) 4 種。任何形狀的工件在夾具未(wèi)定位前,均具有 6 個自由度———即沿直角坐標係
X、Y、Z 方向(xiàng)的移(yí)動與繞軸向的轉動(dòng)。
要使工件在機床夾具中正確定位,必須限(xiàn)製或約束工(gōng)件的這些自由度,同時通過機構進行夾緊。
如果某些方向(xiàng)的(de)自由度與(yǔ)刀(dāo)具運動軌跡無關,這些自由度就可以不限製。零件在加工過程中,需對其6 個自(zì)由度進行限製,並保證零件加工過程中正確的定位,使其位置保持不變,如缸體類零件的孔加工一般采用一麵兩銷的定位方式。
借鑒前述文獻,此夾具用於(yú)曲軸的鑽銑加工,在液壓係統作用下,采用曲軸(zhóu)頭(tóu)尾主軸頸用 V 形塊定位、以連杆頸定向(xiàng)的設計方案。
2. 2 通用夾具結構設計
此夾(jiá)具由前夾具 3、後夾具 2、定位鍵 4 和(hé)工作台 1 組成,前夾具 3 和(hé)後夾具 2 通過安裝在工作台 1上的定位(wèi)鍵(jiàn) 4 在工作台 1 上定位,用(yòng) T 形螺釘 22 固定在工(gōng)作台(tái) 1 上; 前夾具 3 由夾具體 24、活塞 14、連杆 16、壓緊(jǐn)杆 15、壓緊塊 17、V 形夾具 18 和定位(wèi)塊 19 組成,壓緊(jǐn)塊 17 固定在(zài)壓緊杆 15 上,V 形夾具 18 可對曲軸的軸向、水平方向和垂直方向定位;活塞 14 安裝在夾具體 24 內,固定在油缸(gāng) 30 上,上下用油缸蓋 13、23 壓緊,活塞 14 和壓緊杆 15 用銷軸 26 連接; 壓杆 6 通過螺栓 5 固定在壓緊杆 15 上,壓杆 6 上(shàng)安裝著彈簧 10,在夾具體 24 上安裝(zhuāng)有一連杆座 27;連(lián)杆 16 的一端通過銷軸 32 與壓(yā)緊杆 15 連接,另一端通過銷軸 31 與連(lián)杆座 27 連接; V 形夾具18 安裝在夾具體(tǐ) 24 上; 在V 形(xíng)夾具 18 的旁邊,在夾具體(tǐ) 24 上安裝有夾具(jù)定位塊(kuài) 19 以及定位塊支座21,其作用是對曲軸周向定位,定位塊 19 和定位塊支座 21 以燕尾導軌形式連接,用螺釘 20 鎖緊(jǐn)。
在機床上運用該曲軸鑽銑加工通用夾具(jù)加工時(shí),先根據所加工曲軸的尺寸,調整好通用夾具的尺寸和距離,安裝好所需加工(gōng)的曲軸,通過液壓(yā)係統運行油(yóu)缸 30,液壓油從前夾具體 24 上(shàng)的接頭 11 進入油(yóu)缸 30,活塞14 向上運動,將活塞 14 上部(bù)的液壓油通(tōng)過接(jiē)頭 12壓回油箱; 壓緊杆 15 以銷軸 26 為圓心,在連杆 16的拉動下,順時針轉動,同時,連杆 16 也會以銷軸26 為圓心順時針轉動; 當壓緊杆 15 轉動到一定的角(jiǎo)度時,安裝在壓緊杆 15 上的壓杆 6 首先接觸(chù)曲軸的連杆頸,彈簧 10 被壓縮(suō),曲軸(zhóu)以主(zhǔ)軸頸中(zhōng)心線為圓(yuán)心逆時針轉(zhuǎn)動,將(jiāng)連杆頸壓緊(jǐn)在夾具的定位塊(kuài) 19 上;當安裝在壓緊杆 15 上的壓塊 17 壓(yā)緊曲軸的主軸頸後,曲軸(zhóu)就會在夾具上完全夾緊定位了。
當需要鬆開夾具時,接頭 12 進(jìn)油,接頭 11 回油,其原理和夾緊(jǐn)過程正好相反。為了使(shǐ)曲軸加工時更加穩(wěn)定(dìng)可靠,在工作(zuò)台 1 的相應地方安裝了一個(gè)後夾(jiá)具 2,用於(yú)夾緊
曲軸兩端,後夾具 2 上沒(méi)有定位塊(kuài) 19 這(zhè)套裝置,其餘結(jié)構和前夾具 3 相同(tóng),工作原理也是一樣,前夾具3、後夾(jiá)具 2 是同一根油管供油、同一根油管回油,這樣,前夾具 3、後夾具 2 就可以同時夾緊和張開了。
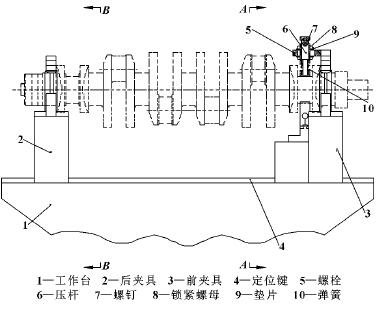
圖 1 曲軸鑽銑加工通用夾(jiá)具的主視圖
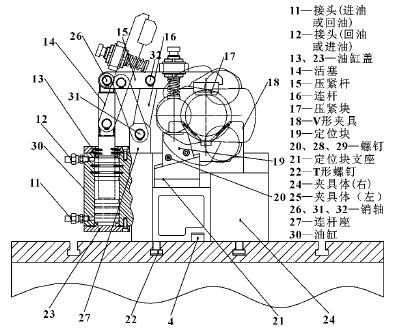
圖 2 圖(tú) 1 的 A - A 剖視圖
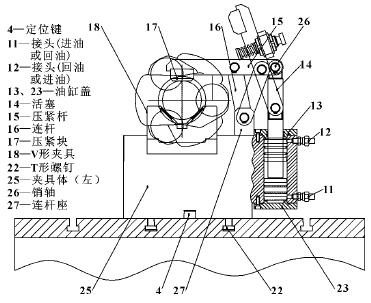
圖 3 圖 1 的 B - B 剖(pōu)視圖
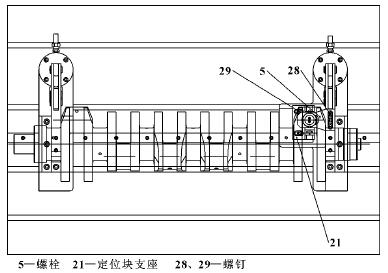
圖(tú) 4 圖 1 的俯視圖
夾(jiá)具的調整: 當需要加工不同型號的曲軸時,對夾具進行調整(zhěng),隻需要鬆開前夾具 3、後夾具 2 上的T 形螺釘(dìng) 22,按曲軸兩端的定位主軸頸之(zhī)間的距離在工作台上(shàng)移動(dòng)前(qián)後夾具,鬆開螺釘 20,可調(diào)整定(dìng)位塊 19 的(de)高低,鬆開螺(luó)釘 28,可調整曲軸周向定位的前後位置,鬆開螺釘 29、鎖緊螺母 8,可(kě)調整曲軸周向定(dìng)位的(de)左右位置,如(rú)曲軸主軸頸尺寸發生變化可更換壓緊塊 17 來滿足夾具的夾緊(jǐn)要(yào)求。這樣,隻需更換壓緊塊 17,基本上就可滿足所有曲軸(zhóu)的夾緊定位要求了。
3 、結束語
設計一種在曲軸鑽銑加工機床上使用的曲軸鑽銑加工通用夾具,此夾(jiá)具設計簡單,使用方便、效果好,製造成本(běn)低,定位準確可(kě)靠,加工精度高,便於(yú)操作。
而且在產品的(de)規格更換時,不需要拆卸夾具體,隻要通過螺釘調整即可,充分發(fā)揮了(le)該機床夾具(jù)作為機床附件在加工過程中的通用性優勢,提高了加工的(de)工效和質量,大大縮短了產品生產周期,具(jù)有十分顯(xiǎn)著的經濟效(xiào)益。
投稿箱:
如果您有(yǒu)機床(chuáng)行(háng)業、企業(yè)相關新聞稿件發表(biǎo),或進(jìn)行資訊(xùn)合作,歡迎聯(lián)係本網編(biān)輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有(yǒu)機床(chuáng)行(háng)業、企業(yè)相關新聞稿件發表(biǎo),或進(jìn)行資訊(xùn)合作,歡迎聯(lián)係本網編(biān)輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息
馬")
業界視點
| 更多
查")
行業數(shù)據
| 更多
- 2024年(nián)11月 金屬(shǔ)切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床(chuáng)產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽(qì)車銷(xiāo)量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出(chū)口情況(kuàng)
- 2024年10月 分(fèn)地區金屬(shǔ)切削(xuē)機床產量數(shù)據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據