


Z3040 搖臂(bì)鑽(zuàn)床電氣控製係統的PLC 改造
2018-11-29 來源(yuán):廣州華商職業學院 作者:易 琰
摘 要(yào):文章根據Z3040搖(yáo)臂鑽床電氣控製電路(lù)的工作原理(lǐ),采(cǎi)用三菱微型FX2N係列可編程控製器,改造(zào)鑽床的(de)電氣(qì)控製電路。對鑽(zuàn)床電氣控製電(diàn)路進行軟硬件設(shè)計,得(dé)出硬(yìng)件(jiàn)原理圖和軟件梯形圖,從而實現對(duì)Z3040搖臂鑽床電氣控製係統的改造,使其工作更加穩定。
關鍵詞(cí):搖臂鑽床;PLC;電氣(qì)控製係統(tǒng)
1、 概述
可(kě)編程控製器,是一種新型的工業控製設備,它能夠(gòu)代替(tì)繼電器控製電路,實現順序及邏輯控製(zhì)、計數、定時(shí)等功能,具有通用性強、穩定可靠、指令操作簡易(yì)、故障率低、現場使用方便、能源消耗少等優勢,它已(yǐ)普遍用於各大(dà)工業企業的(de)電氣控製場(chǎng)所,為工廠、企業提供了(le)穩定可靠的控製過程。
Z3040搖臂鑽床多用於金屬零件的(de)孔加工,是(shì)常用的加工車間設備。由於其控製(zhì)係統采用繼電器控製方式,電路中連鎖較多,電(diàn)路接線複雜,觸(chù)點多,因而故障較多,維修比較麻(má)煩。長期使用後,故障率(lǜ)高,故障排除困難。所以,該搖臂鑽床的傳統繼電器(qì)線路采用可編程(chéng)控製器(qì)進行改(gǎi)造(zào),能大大提(tí)高設備運行(háng)的可靠性,進而(ér)提升產品生產效率、降低生產成本。
2、 Z3040搖(yáo)臂(bì)鑽(zuàn)床及PLC簡介
2.1 Z3040搖臂鑽床電(diàn)氣控製特點
Z3040搖臂鑽床共有(yǒu)4台采用直接啟動方式的電動機:搖臂升降電動機、主軸電動機、冷卻泵電動機及液壓泵電動機
①主軸電動機M1隻要求單方向運轉,通過操縱主軸(zhóu)變速及自動進給手柄可以實現主軸的正(zhèng)反轉、製動停車、空擋、變速等(děng)控製(zhì)。
②搖臂升降電動機M2能正反轉,通過絲杆帶動搖臂(bì)上升(shēng)或下降。
③液壓泵(bèng)電(diàn)動機M3能實現正反轉帶動液壓泵(bèng)供給雙向壓力(lì)油,利用電磁閥使搖(yáo)臂(bì)與外立柱之間、內(nèi)外立柱之間、主軸箱和搖臂之間實現放鬆與(yǔ)夾緊。
④冷卻(què)泵電動機(jī)M4帶(dài)動冷卻(què)泵釋放冷卻液,隻要單向(xiàng)旋轉。
2.2 PLC概述
PLC是一種在工業環境中使用的、能(néng)進行數字運算操作的電子產(chǎn)品,它運用可自(zì)行編寫程序的存儲器,執行順序控製(zhì)、邏輯運算、計(jì)數、定時和算術計算等(děng)指令,並應用數字方式或模擬(nǐ)方式來(lái)控製各種各樣的工業設備。PLC型號繁多(duō),基本結構(gòu)框(kuàng)圖,如圖1所示(shì)。

圖1 PLC基本結構框圖(tú)
3、Z3040搖臂鑽床電(diàn)氣控製係統分析
Z3040搖(yáo)臂鑽床由4台(tái)電動機拖動,其(qí)中,接觸器KM1控製主軸電動機M1,使其作正(zhèng)向旋轉,接觸器KM2、KM3控製搖臂升降電動機M2,使其實現正反(fǎn)轉,接觸器KM4、KM5控製液壓泵電動機M3,使其實現正反轉(zhuǎn),自動空(kōng)氣開關QF3控製冷卻泵電動機(jī),使(shǐ)其正向旋轉。合上自(zì)動空氣(qì)開關(guān)QF1、QF2、QF4、QF5,按下總啟動按鈕SB1,電壓(yā)繼電器KV閉合並自鎖,接通了(le)控製電路的電源,之(zhī)後詳細(xì)的工作過程不再累述。
4 、Z3040搖臂鑽床電氣控製(zhì)係統的PLC改造
4.1 Z3040搖臂鑽床電氣係統硬件改造設(shè)計
4.1.1 Z3040搖臂鑽床PLC控製I/O分配
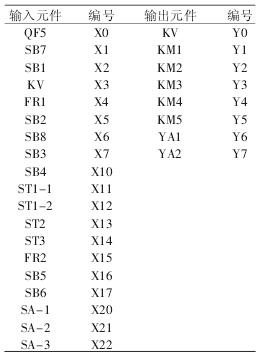
根(gēn)據鑽床的工作要求確定(dìng)輸入和輸出信號(hào),得出PLC控製I/O分配,見表1。
4.1.2 PLC型號的選擇
根據鑽床的PLC控(kòng)製I/O分配表,確(què)定輸入點數(shù)為19個,輸出(chū)點數為8個。因此(cǐ),選用PLC的類型為FX2N-40MR,它有34個輸入點數,16個輸出點數,滿足鑽(zuàn)床PLC改造輸入(rù)與輸出點數的要求。
表1 PLC控(kòng)製I/O分配表
4.1.3 Z3040搖臂鑽床PLC控製I/O接線圖
根據鑽床PLC控製I/O分配表以及原有的電氣控製線路(lù)圖,得出PLC的I/O接線圖,如(rú)圖2所示。
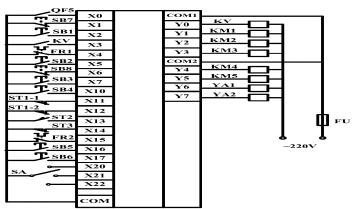
圖(tú)2 Z3040搖臂鑽床PLC控製I/O接(jiē)線圖
4.2 Z3040搖臂鑽床電氣係統軟件(jiàn)改造設計
根據以上的分析、設計,鑽床電氣控製係統PLC改造的梯形圖,如圖3所示。
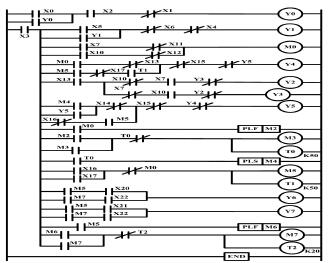
圖3 Z3040搖(yáo)臂鑽床PLC改造梯形圖
程序設計說明:閉合QF5,X2、X0閉合,Y0合上並自鎖,合上X3,控製電路電源(yuán)接通。摁下SB2,X5閉合,Y1合上並且自鎖,主軸電動機M1開始工作(zuò)。如果要使搖臂做上升動作,點按SB3,X7合(hé)上,M0得電。從(cóng)而使得第4行M0閉合,繼(jì)而Y4得電,使得液壓泵電(diàn)動機M3開(kāi)始正轉,搖臂被鬆開。鬆開搖臂之後,第5行裏的X13常開觸點(diǎn)閉合,第4行裏X13的常閉觸點斷開,M3停止工作,搖臂升降電動機M2正轉,使(shǐ)搖臂上升。搖(yáo)臂上升到合適位置,釋放SB3,X7複位,M0斷開(kāi),第7行的M2經過一個周期的時間後斷開,第8行裏的M3閉合(hé)後自鎖,T0同時得電,計時開始(shǐ)。T0在2S後動作,第9行的M4閉合一(yī)定時間後,第6行的M4閉(bì)合,Y5接通,液壓泵電動機M3反向運(yùn)轉,搖臂(bì)被夾緊。接下來ST2、ST3回到原來的狀態,X14斷開(kāi),Y5失電,M3停止工作,搖臂上升(shēng)過程結束。搖臂下降的過程與上升過程相同。
要實現立柱或主軸箱的鬆(sōng)開或夾緊動(dòng)作(zuò),隻要將SA調整到適合的檔位,摁住SB6或SB5,第10行的(de)X17或X16閉(bì)合,使得M5和T0得電,第4行及第7行的M5、T0閉合,接通Y5或Y4,完成(chéng)主(zhǔ)軸箱、立柱的鬆開或夾緊操作。
5 、結語
本文主要說(shuō)明使用PLC改造Z3040搖臂鑽床(chuáng)的傳統繼電(diàn)器控製線路,經過重新設計(jì)後,鑽床故障率大大降(jiàng)低,維(wéi)修也方(fāng)便,大幅度降低了工(gōng)業製造行業的生產成本(běn)。
投稿箱:
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相(xiàng)關信息
")
業界視點
| 更多(duō)
")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出(chū)口情(qíng)況
- 2024年10月 分地區金屬切(qiē)削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月(yuè) 新能源汽車(chē)銷量情況
- 2024年8月 新能源(yuán)汽(qì)車產量數據
- 2028年8月 基本(běn)型乘用車(轎車)產量數據