


梯形螺紋成組絲錐的設計及製造
2018-7-23 來源:河南一工鑽業有限公司 作者(zhě):葛建華 霍義丹
摘要:本文通過對大螺距(jù)梯形(xíng)螺紋(wén)成組絲錐(zhuī)進行設計,介紹了等徑成組絲(sī)錐和不等徑成組絲錐的加工特點,以及兩者結合後梯形螺紋成組絲錐的設計及製造,在保(bǎo)證螺紋(wén)加工精度的前提下,提(tí)高了絲(sī)錐的使用壽命(mìng)。
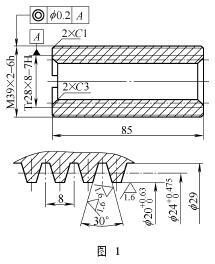
客戶提供一零件(見(jiàn)圖1),要求按此圖樣設計(jì)並製造所需的梯形螺(luó)紋成組絲錐。該零件為調整螺紋套,其螺紋加工工藝路線為(wéi)先加工梯形內螺紋Tr28×8-7H,然後用心軸將螺(luó)紋套定位(wèi),再加工外螺紋M39×2-6h。工件材料為38Cr Si,是一種高強度、中等(děng)韌性(xìng)的合金結構鋼,其(qí)淬透性比40Cr稍好,熱處理淬火、回火後硬度為285~341HBW,相當於洛(luò)氏硬度30~37HRC。
1. 成組絲錐的設計分(fèn)析
調整螺紋(wén)套梯形內螺紋Tr28×8-7H的加工,廠家原先是在臥式車床C630上(shàng)用梯形內螺紋車刀進行車削加工。但由於該梯(tī)形螺紋的公稱直(zhí)徑小、螺(luó)距大、螺紋長度長,為避免在車削時車刀與工件(jiàn)產生幹涉(shè),因此刀杆尺寸較小、剛性差,這樣在車削時讓刀現象嚴(yán)重,造(zào)成工件兩端螺紋深淺不一,達不到圖樣要求。同時,工(gōng)人的勞動強度大,對工人的操作水(shuǐ)平要求較高,因此(cǐ)廠家希望能(néng)夠采用(yòng)絲錐進行該產品的加工。
通(tōng)過分(fèn)析可知,工件硬度較(jiào)高,梯形螺紋的螺距及牙型截麵(miàn)較(jiào)大,因此應采用成(chéng)組絲錐進行加工(gōng)。
(1)考慮等徑梯形螺(luó)紋成組絲錐:等徑成(chéng)組(zǔ)絲錐是在一組(zǔ)絲(sī)錐中,每支絲錐的大徑、中徑和小徑尺寸均相同,區(qū)別僅在於切削錐長度(dù)不一樣。等徑成組絲錐的切削主要由主切削刃負擔,攻螺(luó)紋時切削阻力(lì)小、排屑順利,切削(xuē)刃不易(yì)磨損(sǔn),因此絲錐壽命長,特別(bié)是對於大螺距螺紋的加工,這種優點更為突出。等徑絲錐的磨損主要發生在螺紋大徑處的主切削刃上,所以修磨比(bǐ)較(jiào)容易。但是由於等徑成組絲錐的中徑均相等(děng),所(suǒ)以加工出來的螺紋表麵粗糙度值較大。同時絲錐在攻螺紋時還(hái)會造成螺紋擴張,使(shǐ)後攻螺紋錐與前攻(gōng)螺紋錐已(yǐ)加工(gōng)出的螺紋(wén)之間產生間隙,這樣(yàng)切屑就會夾在副切削刃和已加工螺紋之間,造成螺紋表麵刮(guā)傷,情況嚴重的還會在螺紋表麵產生台階,甚至造成工件報廢,因此等徑設計的成組絲錐隻適用於(yú)切削精度要求不高的梯形螺紋。
(2)考慮不等徑梯形螺紋成組絲錐:不等徑成(chéng)組絲錐是在一組絲錐中,每支絲錐(zhuī)的(de)大徑、中徑和小徑尺寸均不相同。不等徑成組絲錐的切削由(yóu)頂刃和側刃同時(shí)參與,因(yīn)此(cǐ)切削阻力很大。同時產生的切屑在絲錐前刃(rèn)麵(miàn)上容易堵塞,對切削刃的摩(mó)擦力很大,因此切削(xuē)刃容易磨損,嚴(yán)重(chóng)的還會造成絲錐崩刃或折(shé)斷。但不等(děng)徑絲錐用於精絲錐時,由於兩個側刃上有一定的切削量,所以加工出的螺(luó)紋表麵粗糙度值較小,螺紋質量(liàng)較好。不等徑成組(zǔ)絲錐常用於加工小螺距的普通螺紋,這是因為螺紋牙型截麵較小、加工量小,因此加工效果比較理想。但對於梯形(xíng)螺紋,由於螺距及螺紋牙型截麵較大,相應的切削麵積也大,因此會造(zào)成(chéng)絲錐壽命很低,且(qiě)由於每個切削刃(rèn)均被磨損,修磨起(qǐ)來也很困難。
2. 梯(tī)形螺紋成組絲錐的設計及製造
通過對等徑成組絲錐和不等徑成組絲錐特點的分析可知:等徑成組絲錐加工(gōng)螺紋表麵質量較差,但絲錐壽命高;不等徑成(chéng)組絲(sī)錐(zhuī)則是加工螺紋表麵質量好,但絲錐壽命低。因此,可將兩者的優點結合起來,即采用粗錐等徑、精錐不等徑的成組絲錐設計方案。
考(kǎo)慮到梯形螺紋Tr28×8-7H的螺紋牙型截麵較大(dà),因此采用5支一(yī)組的(de)成組絲錐設計,即把前4支(zhī)絲錐(zhuī)的中徑設計成同一尺寸,比精絲(sī)錐的中徑尺寸略小,Ⅰ~Ⅳ粗絲錐的螺紋大徑(jìng)依次增大;而將精絲錐的中徑尺寸設計(jì)為工件內螺紋中徑公差帶7H所對應的絲錐公差帶(dài)H8。同(tóng)時,合(hé)理地分配每支絲錐的切削(xuē)負荷,有利於提(tí)高絲錐壽命和螺紋表麵(miàn)質量,其
切削負荷以切(qiē)削麵積來(lái)進行(háng)分配(見圖2)。
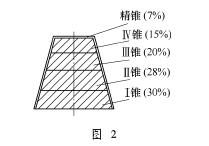
第(dì)Ⅰ粗絲錐承擔總切削麵積的30%,第Ⅱ粗絲錐(zhuī)承擔(dān)28%,第Ⅲ粗絲錐承擔(dān)20%,第Ⅳ粗絲錐承擔15%,精絲錐承擔7%。從圖2中(zhōng)可以看出,精絲錐與粗絲錐的中徑、大(dà)徑不等,精絲錐(zhuī)的頂刃與側刃均有0.1mm的切削量,這樣就(jiù)可避免等徑成組絲錐的缺點,同時還可對粗(cū)絲錐加工後的螺紋進行修正。同樣,由於粗絲錐采用等徑成組絲錐設計,使絲錐(zhuī)的壽命大大提高。圖3所示為第Ⅰ粗絲錐,在切削錐中徑上有20′的正錐度(dù),這是因為第Ⅰ粗絲錐是在螺紋底孔上進行攻螺紋,如沒有正(zhèng)錐度,則在攻螺(luó)紋(wén)時絲錐所承受(shòu)的切削力較大,易造成絲錐磨損(sǔn)較快(kuài),嚴重時會(huì)產生崩刃甚至折斷。
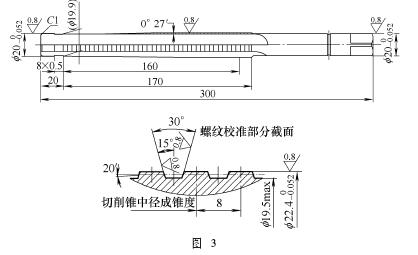
圖4、圖5和(hé)圖6分別為第Ⅱ粗絲錐、第Ⅲ粗(cū)絲錐和(hé)第Ⅳ粗絲錐(zhuī),其(qí)區別主要是螺紋大徑尺寸(cùn)的依次增加,應注意後攻螺紋錐的切(qiē)削錐端部螺紋(wén)大徑應小於前攻(gōng)螺紋錐螺紋大徑約0.2mm,以保證後攻螺紋錐(zhuī)能可靠地旋入螺紋孔中,進行攻螺紋。
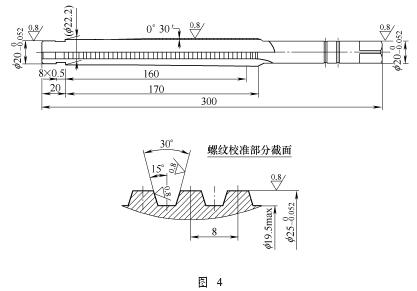
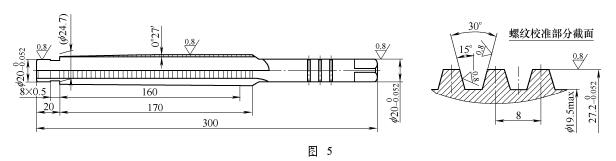
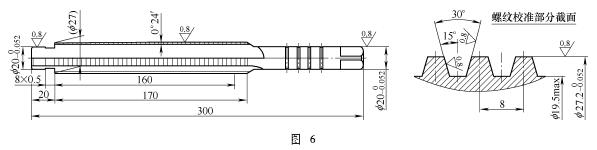
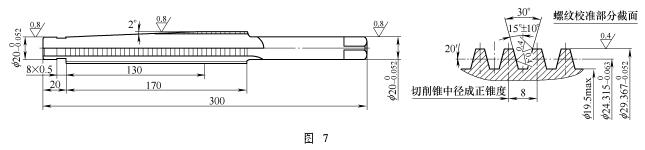
圖7所示為精(jīng)絲錐,與第Ⅰ粗絲錐(zhuī)相同,在切削錐中徑(jìng)上有20′的(de)正錐度,這是因為精絲錐中徑比(bǐ)粗絲錐中徑大,若不做正錐度,則因精絲錐的牙型比粗絲錐攻出(chū)的牙型槽寬,會造成絲錐旋入困難,使絲錐過早磨損或崩刃。
3. 絲錐的使用效果
由 於 梯(tī) 形 內 螺 紋 比 一 般 螺(luó)紋的切削量及攻螺紋轉矩要大幾倍,如果(guǒ)機床性能不(bú)好,會(huì)產生較大的負載及變(biàn)形,以至加工出的螺(luó)紋不(bú)合格。因此,建議廠家在C630臥式車床上(shàng)進行螺紋套的攻螺紋加工,切削速度(dù)vc=2~3m/m i n。為安全起見,將車床主軸轉速調整至最低,即14r/min,這樣每支絲錐的攻螺紋時間和退出用時約3min。該成組絲錐經用戶使用證明,在保證螺紋加工精度的前提(tí)下,提高了生產效率。
投稿(gǎo)箱:
如果您有機床行業、企業(yè)相關新聞稿件(jiàn)發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業(yè)相關新聞稿件(jiàn)發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視(shì)點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分(fèn)地區金(jīn)屬切(qiē)削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產(chǎn)量數據
- 2024年10月 軸承出(chū)口(kǒu)情況(kuàng)
- 2024年10月 分地區金屬切(qiē)削機床產量數據(jù)
- 2024年10月 金(jīn)屬切削(xuē)機床(chuáng)產量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據