


榨輥藕孔加工(gōng)專用機械與設備
2018-5-15 來源: 廣東省湛江農墾第一機械廠 作者:陳(chén)錫武
摘(zhāi)要:針對目前糖廠榨輥藕孔加工存在問(wèn)題,開發出新型的藕孔加(jiā)工專(zhuān)用設備,解決了(le)不調頭、不注水加工的難題,還能進行其它大型工(gōng)件的鑽孔、擴孔加工,同時滿足了企(qǐ)業日益嚴峻的環保要(yào)求,應用前景廣闊。
關鍵詞:深孔加工;仿形排削槽;幹切削
1 、引言
在甘(gān)蔗製糖工藝中,壓(yā)榨機是必(bì)不可少的設備,三輥壓榨機中麵(miàn)輥藕孔(也叫排汁孔(kǒng))在壓榨的過程(chéng)有著(zhe)流出蔗(zhè)汁的(de)功能,是壓榨過程中非常重要的一環。由於榨(zhà)輥是(shì)易損件,而且榨輥重量大,鑄造需要的時間長,一般都要提前一個榨季(jì)做備件(jiàn)。要(yào)加工藕孔的麵輥加(jiā)工周期更長,如果備件不充足就(jiù)會影響(xiǎng)糖廠正常生產。
2 、現狀(zhuàng)
在機械加工術語中,當鑽孔的深度l與直徑d之比大於6時,視為深(shēn)孔鑽削。鑽削深(shēn)孔的鑽頭細長,剛性差,鑽削時鑽頭容易偏斜並與孔(kǒng)壁發生摩擦,同時對鑽(zuàn)頭的冷卻和排屑也較(jiào)困難。因此,當l/d之比大(dà)於20時需要采(cǎi)用(yòng)專門設計的深孔鑽,才能達到較高的鑽(zuàn)削質量和(hé)效率。目前糖廠普遍使用的中Φ610、Φ710、Φ810 壓 榨 機 榨 輥 的 長 度 在 1200 到2200mm之間,藕孔(kǒng)直徑在40mm左右,l/d之比(bǐ)遠遠大(dà)於20,目前在使用的加工設備都要調頭加工和注水排削(xuē),效率低下,精度低(dī),甚至部分藕孔不通,加上(shàng)汙水處理也是個難題。糖廠急需扭轉這個不利局麵,開發出(chū)新的藕孔加(jiā)工專用設(shè)備,來滿足生產的需求。
3 、方案和參數的確定
新的藕孔加工專(zhuān)用設備要達到高精(jīng)度和高效率,就不能在現有設備上小改小(xiǎo)鬧,必需要有全新的設計和合理的結構。就得滿足不用調頭加工(gōng),不用注水排削等基本要求,還要保證(zhèng)藕孔的精(jīng)度,提高加工的(de)效率。根據這基本要求,初步打算采取兩頭鑽削,榨輥中間調整的結構方案,結構(gòu)如圖1所示。
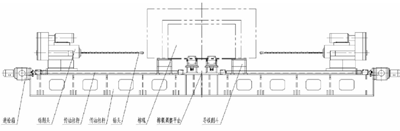
圖1 新(xīn)型(xíng)藕孔加工設備示(shì)意圖
方(fāng)案中,可調(diào)速鑽削頭提供切削力,通(tōng)過更換速比齒輪調整輸出轉速(sù),有(yǒu)五級可調,最慢40r/min;進給箱(xiāng)提供進給(gěi)量(liàng),進給轉速可調,可反(fǎn)向快速退出。通過調整台調整劃好線的榨輥加工(gōng)孔位置,然後固定工件,兩頭同時鑽削,一邊鑽頭在快鑽削到榨(zhà)輥中間位置時停止鑽削並(bìng)快速退出(chū),另一邊繼(jì)續鑽削直至鑽穿(chuān)排汁孔。這樣不但可以解(jiě)決了不用調頭加工的問(wèn)題,同時兩頭排汁孔的同(tóng)軸度偏(piān)差大大減(jiǎn)小,還能提高一倍以上(shàng)的效率。確定了初步的方案,選好鑽(zuàn)削頭和進給箱的型號,新型藕(ǒu)孔加工專用設備的(de)基(jī)本參數(shù)也就確定下來了,如表1所示。
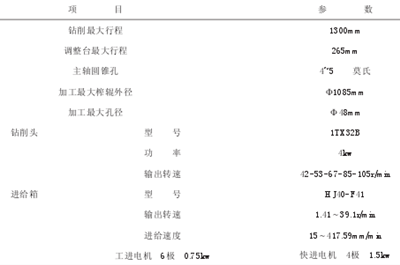
表1 基本參數(shù)
4 、要解決的技術難點
新的(de)藕孔加工設備解決了不用調頭加工的問題,提(tí)高了加工效率,但由於環保問題不能采用注水的方式來排削和冷卻鑽頭。所以新的藕孔加工設備要取得成功就必須解決(jué)的(de)兩個(gè)主(zhǔ)要難題,一是鑽頭的(de)排削問題,二是鑽(zuàn)頭的冷卻問題。解決(jué)好這兩(liǎng)個問題,新的藕(ǒu)孔加工專用設備就可以進入推廣應用了。
5 、鑽頭的(de)排(pái)削問題
一般榨輥長度在1200~2000mm,即使不用調頭加工,要鑽孔的深度也在600~1000mm之間,普通鑽頭是無法滿足加工要求的,必須要用到加長杆,這(zhè)樣鑽頭就不可能像普通鑽頭那樣通過排削槽來排削。如果借鑒鑽頭的排削槽來做加長杆,應該能解決排削問題。但是(shì)要在加長(zhǎng)杆上加工鑽頭排削槽是一件非常困難的事,隻能做成仿排削槽形式,模仿排削槽來排削,具體結構如圖2所示。
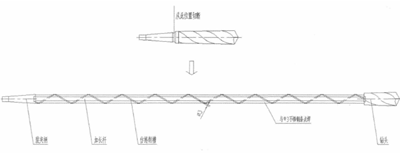
圖(tú)2 仿形排削槽結構圖
仿形(xíng)排(pái)削槽的排削(xuē)效果理論上是沒問題的,但還得通過實驗來檢驗。將試(shì)驗坯料(liào)(Φ80X600)固定在(zài)T68臥式鏜床的工作台上,裝好有仿形排削槽的加長鑽頭,對好中心,然後開始鑽削,並觀(guān)察(chá)鑽孔的排削情況。通過(guò)實驗可以看出,仿形排削槽完全能滿足排削的要求,仿形排削槽螺距的大小決定了排削的快慢,加長杆(gǎn)上(shàng)的螺距一(yī)般比鑽頭上(shàng)的螺距大一點,這樣方便切削快(kuài)速地排出。排削的順暢與否也直接關係到鑽頭的冷卻,因為在正常的加工過程中(zhōng)80%切削熱量由(yóu)切削帶走。
6 、鑽頭的冷卻問題
在深孔加(jiā)工中,鑽頭的冷卻是個比較複雜的問陳錫武:榨輥藕孔加工專用機械與設備30題。一般(bān)加工中(zhōng)降低切削刃(rèn)溫度最有效的方法是采用切削液冷卻,以輔助排屑和帶(dài)走熱量(liàng)。但(dàn)是,新的藕孔(kǒng)加工設備方案中為了獲得潔淨(jìng)、無汙染的切屑,省(shěng)去了切削液(yè)及其處理等大量費用,可進一步降低生產成本而采用幹切削。
幹切(qiē)削中比較關鍵(jiàn)是鑽頭材料的選擇,要求鑽頭材(cái)料具有極高的紅硬性和熱韌性,而且還必須有良好(hǎo)的耐磨(mó)性、耐熱衝擊和抗粘結性,比如超細硬質合金。選好了鑽頭還得調好切削量和進給量,兩者選擇得合理,鑽頭摩擦就小,產生的熱(rè)量也相對減少,鑽頭的磨(mó)損也(yě)就小。如何選擇合理的切削量(liàng)和進給量呢(ne)?切削量是按照加(jiā)工要求確定的(de),根據藕孔的加工精度、榨輥材(cái)料的硬度和鑽頭大小(xiǎo)來選擇的。還可以(yǐ)從排出來的切削形狀來(lái)判斷,如果切(qiē)削成3~5mm的片狀,切削量和進給量是選擇合理的;如果是粉狀,鑽頭與榨輥已經在磨了,切削量和進給量是選擇得不合(hé)理,需重新設定。
總的來說,要在新型藕孔(kǒng)加工設(shè)備上實現幹切削,除了要選好鑽頭的材料,還要有順暢的(de)排削和合理切削量、進給量(liàng)才能達到。解決了這兩個問題之後(hòu),新型的(de)藕孔加工設備就可以進入樣機的製作了。
7 、使用效果(guǒ)
經過反複的驗證、修改、研究(jiū),終於完成了(le)樣機的製作,並投入生產試用。經過試用,新型藕孔加工設(shè)備達到了預期設計的效果,滿足糖廠的加工(gōng)需(xū)要。表2是與(yǔ)糖廠舊深孔鑽對比(bǐ)分析。

表2 新型藕孔加工設備與糖廠舊深孔鑽對比分(fèn)析表
從表2可以看出(chū),新型藕孔加工設備(bèi)比糖廠舊深孔鑽減少了一次榨輥調頭裝夾,藕孔的加(jiā)工精度也大幅度提高,還節(jiē)省了汙水(shuǐ)處理的費用,加(jiā)工效(xiào)率至少也提高了50%,具有較好的經濟效益和社會效益。值得推廣應用。
投稿箱:
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
")
業界視點
| 更多
牌調查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本(běn)型乘用車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月(yuè) 金(jīn)屬切削機床產量數據
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(chē)(轎車)產量數據(jù)