


摘要: 切屑形態是(shì)影響深孔加工排(pái)屑的關鍵性因素(sù)。通過(guò)對40CrMoA 進行鑽削的過程,研究錯齒BTA 深孔鑽3 個切(qiē)削刃(中心(xīn)刃,中間刃和邊刃)產生的切屑形(xíng)態,計算切屑的變形係數;分析在同一切削條件下錯(cuò)齒BTA 深孔鑽產生3 種不同切屑形態的原(yuán)因, 為深(shēn)孔鑽削40CrMoA 切削參數以及刀具的優化打下基礎。
關(guān)鍵詞: 深孔加工; 40CrMoA; 錯齒BTA 鑽; 切屑形態; 變(biàn)形係數
0 前言
隨著裝(zhuāng)備製造業的進步,發展迅速的(de)深孔加工(gōng)技術卻受到諸多問題的製約。封閉條件下切削,斷屑和排屑困難,係統剛性差,加工質量難以保證等都(dōu)是深孔(kǒng)加(jiā)工中(zhōng)急需解決的問(wèn)題(tí)。其中,斷屑和(hé)排屑是深孔鑽刀具(jù)設計和使用最大課題。
由(yóu)於40CrMoA 的塑性大, 導熱性差等原因,在鑽削過程中經常(cháng)出現切屑堵(dǔ)塞、刀具磨損嚴重(chóng)、表(biǎo)麵質量差等問題,導致加工不能高效、連續進(jìn)行。為了提高40CrMoA 的產品合格率和鑽削效率(lǜ),運用單因素(sù)實(shí)驗法, 對其(qí)鑽削後的(de)切屑形態進行分析,為(wéi)鑽削40CrMoA 切削(xuē)參數以及刀具的優化打下基礎。
1 、實驗條件(jiàn)
設備T2120 深孔鑽床,工具為顯微鏡。刀具可轉位錯齒BTA 深孔鑽(zuàn)(其刀片材料及其角度如表1 所示)。
工件(jiàn)材料40CrMoA,HB260。加工方式工件旋轉(zhuǎn)、刀具進給。加工(gōng)孔徑尺寸直徑準30 mm,長度960 mm。
表1 錯齒BTA 三刀齒的材(cái)料及角度
2 、數據(jù)收集及結果分析
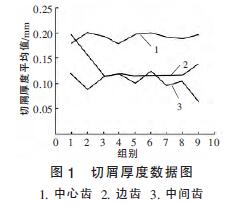
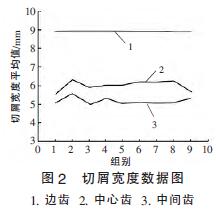
保持主軸轉(zhuǎn)速630 r/min, 進(jìn)給量0.047 mm/r,分階段采集(jí)孔(kǒng)加工過程(chéng)中產(chǎn)生的具有代表性的切屑,在工具顯微鏡下測量切屑厚度及寬(kuān)度,每個切屑分多次測(cè)量得到其寬度和厚度的平均值,並計(jì)算切屑的變形係數。為使實驗結果更加清晰,運用Matlab 軟件對(duì)數據(jù)進行處理,如圖1、圖2 所示。
2.1 切屑變形係數的計算
根據金屬切削原理,在切削過(guò)程中,刀具切下的(de)切屑厚度ach通常都要(yào)大於工件上的(de)切削層厚度ac, 切屑(xiè)厚度與切削層厚度之比稱為切(qiē)屑變形係數,即

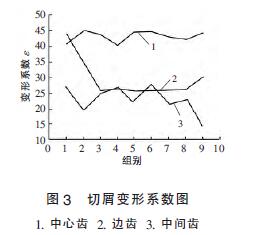
根據式(1)、式(2)計算切屑變(biàn)形係數(shù)如圖3 所示。
2.2 試(shì)驗結(jié)論
(1)40CrMoA 在同一切削條(tiáo)件下,BTA 鑽頭(tóu)3個刀齒產生的切屑形態(tài)變化不一。就切屑厚度而言,中心(xīn)齒、中間齒產生切屑厚度變化較為明顯;邊齒產生的切屑在入鑽和出鑽2 個階(jiē)段厚度有(yǒu)明顯的變化,加工過程中切屑厚度幾乎穩定在0.12 mm。就切屑寬度(dù)而言,中心齒所產生的切屑寬度變化明顯; 中間齒和(hé)邊齒(chǐ)所產生的切屑寬度總體趨於穩定,但在加工過程(chéng)中(zhōng)的(de)某一階段由於加工振動會有些變(biàn)化(huà),加工恢複常態(tài)後趨於穩定。通過對各個刀齒切屑寬度(dù)的測量,證明深孔加工切屑不僅存在向上卷曲,也存在橫向卷曲(qǔ),切屑寬度係數也(yě)是衡量切(qiē)屑折斷和(hé)流出的重要參(cān)數之一;
(2)通過對BTA 鑽(zuàn)頭3 個刀(dāo)齒所(suǒ)產生的切屑的(de)屑(xiè)型分析, 中心齒(chǐ)切屑多為C 形屑和螺卷狀切屑,中間齒切屑多為軟皺帶狀切屑,邊齒切屑(xiè)多(duō)為長硬帶狀切屑。中間齒(chǐ)切屑和邊齒(chǐ)切屑(xiè)極易發生相互纏繞的情況,造成排屑通道堵塞;
(3)鑽削40CrMoA 過程中,切屑變形係數(shù)在4左(zuǒ)右時,產(chǎn)生C 形屑;切屑變形係數在2.5 左右時,產生帶狀切屑。說明鑽削40CrMoA 要盡(jìn)量調整加工參數,使其切(qiē)屑變形係數保持(chí)在4 左右,能夠(gòu)保證切屑的順利(lì)排(pái)出。
BTA 刀具鑽削40CrMoA 過(guò)程中3 個刀齒產生上述切屑形態的(de)原因主要是鑽削過(guò)程中,切削速度沿邊刃到中心逐漸減小直至接近0, 而切屑流出速度主要受切削速度的影(yǐng)響,從而導致了BTA 刀具3個刀齒所產生的切屑形態差別很大。中心齒切削速(sù)度和切屑(xiè)速度都很小,切屑(xiè)變形大、硬化嚴重,易折斷,從而產生C 形屑;中間齒、邊齒切(qiē)削速度大(dà),切
屑變形小、塑性大,不易折斷,從而產生軟皺狀和長硬帶狀切屑。
3 、結語
錯齒BTA 鑽(zuàn)3 個刀齒產生的切屑形態差別很(hěn)大,中心齒切屑多為C 型屑或螺卷狀切屑,容易排出;中間齒切屑多為軟皺(zhòu)帶(dài)狀(zhuàng)切屑,不易(yì)排出;邊齒切(qiē)屑多為長硬帶狀切屑,較難排出。影響40CrMoA深孔加工排屑的主要因(yīn)素是中間齒和邊齒所產生的切(qiē)屑。在實際加工過程中,通過觀察切屑形態,適時的改變(biàn)切削參數,獲得容(róng)易排出的C 形屑,是本試驗研究的(de)意義所(suǒ)在。
如果您有機床行業、企業(yè)相關新聞稿件發(fā)表,或(huò)進行資訊合作,歡迎聯係本網編(biān)輯(jí)部, 郵箱:skjcsc@vip.sina.com
馬")
查")
- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月(yuè) 分地區金屬切削機床(chuáng)產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基(jī)本型乘用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車產量(liàng)數據
- 2024年11月(yuè) 新能源(yuán)汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機(jī)床產(chǎn)量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽(qì)車銷量情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割(gē)機床的發展趨勢
- 國(guó)產數(shù)控係統和(hé)數控機床(chuáng)何去何(hé)從(cóng)?
- 中國(guó)的技(jì)術工人都去哪裏了?
- 機械老板做了十多年,為何還是(shì)小作坊?
- 機(jī)械(xiè)行業最(zuì)新自殺性營銷,害人(rén)害己!不倒(dǎo)閉才
- 製造業大逃亡
- 智能時代,少談點智造(zào),多談點製造
- 現實麵前(qián),國人沉默。製造(zào)業的騰飛,要從機床
- 一(yī)文(wén)搞懂數控車床加工刀具補償功能
- 車床(chuáng)鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺(luó)旋(xuán)銑(xǐ)孔加工工藝的區別