


【摘要】根據產品結構特性(xìng)分析對比各種深孔加工方法,選取合適的刀具係統和加(jiā)工方案,通(tōng)過試驗進行模擬和驗證(zhèng),對遇到的問題提出解決措(cuò)施(shī),最終(zhōng)取得了良好的加工效果。
【關鍵詞】深孔加工;內排屑噴吸(xī)鑽
0.引言
深孔加工(gōng)是機械加工中難度較大、技術含量較高、專業性較強、加工成本較高的一種加工技術。本文介紹了利用(yòng)內排屑噴吸鑽進(jìn)行大深徑比深孔的(de)應用情況。
1.產品結構及加工難度介紹
我公司承擔製造某(mǒu)項目蒸汽發生器的管板中心徑向位(wèi)置(zhì)設計有長約2100mm,直徑Φ59mm 的疏水孔,結構見圖(tú)1。
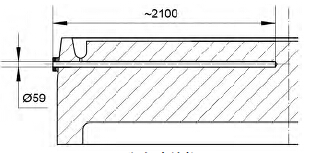
圖1 疏水孔結構
較大的孔深和孔長徑比(>35),使該孔的加工不同於普通的孔加工,加工難點更為突出(chū),因而在選用和使用深孔刀具時(shí),應更予重視。
(1)深孔(kǒng)加工過(guò)程中,由於其刀具(jù)本身進入工件中,並在半封閉的條件(jiàn)下進行切削,因此受到較多的限製而無法(fǎ)直接觀察刀具(jù)的工作情況,隻能憑經驗(yàn)通過不斷觀察切屑(xiè)形狀和監測(cè)設備運行情況等手段來判斷刀具的工作情況。
(2)導向。由於深孔的長徑比大,鑽杆細長,剛性較(jiào)低,容易產生振動,鑽出的孔不可避免地產生某些偏歪如走偏、孔中心(xīn)線彎曲等。
(3)鑽頭工作條件惡劣。切(qiē)屑是在不能保證其在正常形成(chéng)的不良條件(jiàn)下產生的。
(4)斷屑與排屑困難。深孔加工時,排屑空間受到限(xiàn)製且切屑(xiè)難以自動排出。必須保證可靠地斷屑和排屑,否則切屑堵塞就會引起刀具損壞(huài)。
(5)冷卻和潤滑。孔加工屬於半封閉式切削,摩擦大,切削(xuē)熱不易散出,工作條件(jiàn)差,而加工深孔時,切削液更難注入,必須采取有效的冷卻和潤(rùn)滑措施。
(6)材料特性引起的跑偏問題。由於零件為鍛(duàn)件,整體體積和噸位大(重量>100T),零件鍛(duàn)製過(guò)程中鍛件局部可能存在材料(liào)加工不均勻而生成的“硬點”,如果孔加工(gōng)時經過“硬點”的位置就容易使鑽頭行進軌跡產生偏移,造成加工後孔的整體直線度超(chāo)差。
2.深孔加工方法對比
常用的孔加工方法如(rú)下:
(1)麻花鑽加工+擴孔鑽擴孔。
(2)外排屑(xiè)深孔鑽(槍(qiāng)鑽)。
使用範圍:適(shì)用加工孔徑Φ6~Φ20,孔深與孔徑之比大於100。特點:需要較高的內冷壓力;進給量小,效率較低;剛(gāng)性差,加工孔的精度低,粗糙度差;成本較低(dī)。
(3)BTA 內排屑深孔(kǒng)鑽(數控三(sān)軸深孔鑽)。
使(shǐ)用範圍:適用加工孔徑Φ15~Φ65,設備最大加工深度1700mm。特點:效(xiào)率高,精度高(gāo),要求裝卡精度高。
(4)噴吸鑽(zuàn)係統。
使用範圍:適用加工孔(kǒng)徑Φ16~Φ60。
特點:切削液要求壓(yā)力(lì)較低,其餘性能同內排屑深孔鑽,可裝載在鏜銑床上使用。
(5)DF 係統。
使用(yòng)範圍(wéi):同噴吸鑽。
特點: 噴吸鑽與BTA 內排屑深孔鑽相結合的一種深(shēn)孔鑽削加工係統,效率高,精(jīng)度高(gāo)。
成本較(jiào)高。
首先排除方法1)。
槍鑽在理論上可(kě)以滿足鑽孔深度的要求,但是超過兩米的排屑路徑,通過單純的(de)增加內冷壓(yā)力來(lái)實現排屑是不可能的,同時槍鑽的加(jiā)工精度(dù)也無法保證。
數控三軸鑽床加工精度可以滿(mǎn)足加工要(yào)求,但受設備加工能力(lì)的限製,無法完成整個孔深度上(shàng)的加工。
DF 係統在加工精度(dù)和(hé)加工效率都更優秀,但性價比較低。
在充(chōng)分(fèn)考慮刀具係統加工能力和性價比之後,配合廠內設備決定采用噴吸(xī)鑽係統進行疏水(shuǐ)孔的加工試(shì)驗。
3.噴吸鑽加工方法及其原理
作為內排屑加(jiā)工係統(圖2),噴吸鑽原理為:將冷(lěng)卻液從刀體外壓入切削區(qū)並用噴吸法進行內排屑。冷卻液(yè)從冷卻液供給係統進入尾部(bù)的接柄,其中一(yī)部分從內管四周月牙區噴入內管。由於(yú)牙槽縫隙很窄,冷卻液噴出時產生的噴射效應能使內管理形成負壓區(qū)。另外一部分冷卻液經內管與外管之間流入切削區(qū), 匯同切屑被負壓吸入內管中,迅速向後排出,增強(qiáng)了排屑(xiè)效果。
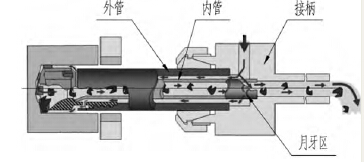
圖2 噴吸鑽原理圖(tú)
4.試驗
4.1 試驗加工係統
利用鏜銑床,在2200mm 長近似(sì)材質的試驗件上利用內排屑噴(pēn)吸鑽(zuàn)係統進行鑽孔試驗。試驗及產品(pǐn)加工(gōng)係統如(rú)圖3 所示。
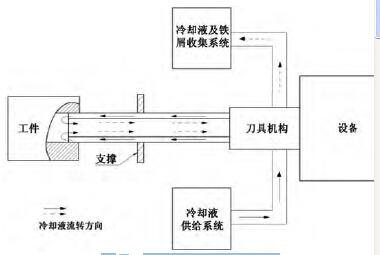
圖(tú)3 試驗及產品加工係統
由於深孔(kǒng)鑽頭要求切削液具有高的壓力(lì)和大的流量,切削液的傳輸(shū)裝置應能將切削液沿鑽杆和鑽頭的外部送達切(qiē)削刃,再由(yóu)那裏通過鑽頭和鑽杆的內部帶著切屑排出。
固冷卻潤滑係統主(zhǔ)要由受油器、油箱、積屑箱、油泵、電機和相應(yīng)的液壓元件等組成。
試(shì)驗係統具體參數為:
切削液類型:切削油(yóu)。
切削液壓力:2~3MPa。
切削液流量:125~200L/min。
工件材料:20MnMoIV。
被加(jiā)工孔(kǒng)的尺寸:直徑Φ59mm,孔深2100mm。
4.2 試驗(yàn)加工過(guò)程
加工流程:底孔加工(麻花鑽、鏜刀杆)→短鑽杆加工(噴吸鑽)→長鑽杆加(jiā)工(噴吸鑽)。
4.3 加工參數選擇
試(shì)驗過程中需要明確的參數主要有(yǒu)兩個:轉速(切(qiē)削速度)和進(jìn)給量。
轉速和進給(gěi)量是需要相匹配的:
高轉速低進給會造成鐵屑不折斷,這是由於,隨著切削速度的增加使鐵屑(xiè)升溫、變形係數減小(鐵屑變薄),導致鐵屑難以折斷。
低轉速高進給會造成刀具切削形式由(yóu)切削變為擠壓(yā),會大大增加刀具與(yǔ)工件接(jiē)觸部位的溫度,嚴重降低刀具使用壽命,甚至(zhì)發生崩刃等情況。同時過大的進給量可(kě)能會超出設備最大扭矩能力,對設(shè)備造成損害。
為了保證設備(bèi)安全和試驗的可控性, 試驗初期選擇較低鑽速和(hé)較小的進給(gěi)進行試驗。根據材料特性和加工(gōng)經(jīng)驗,選擇200r/min的轉速和20mm/min 的進給(gěi)。切削約100mm,設備及刀(dāo)具係統運行狀況良好(hǎo),但(dàn)是排出的鐵屑軟、長,部分長鐵屑積聚在鑽管內不(bú)易(yì)排出。
鐵屑越厚,越容易折斷,根據之前試(shì)驗過程中不(bú)易斷屑的情況可以判斷當前的(de)進給量較低,可(kě)以適當增大。
下表(biǎo) 列(liè)出了不同轉(zhuǎn)速和進給的參數(shù)下(xià)加(jiā)工的各項指標(biāo)顯(xiǎn)示。適宜的加工參(cān)數是在鐵屑厚度和(hé)鑽頭(tóu)壽命中選取合適的平衡點。
表:不同切削參數加工對照
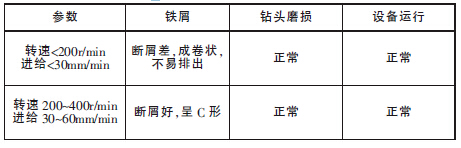


圖4 適合的切削參數下的鐵屑
4.4 加工精度控製措(cuò)施
(1)鑽孔前加工一個與鑽頭直徑相同並有足夠深度的定位孔,此孔在引鑽時可以起到導向定心的作用(yòng)。注意保證定位孔的加工精度。
(2)在設備與工件(jiàn)之間(jiān)加入支撐裝置,可以有效地減少由於鑽杆長度過大引起的孔直線度偏差。
(3)利用長短鑽杆分段加工,每(měi)加工一(yī)段距離後退出刀(dāo)杆,對已(yǐ)加工孔(kǒng)進行檢查,有效避免一次加工到位帶來的風險。
5.總結
截止(zhǐ)目前已順利完成4 台(tái)產品(每台1 個)的疏水孔加工,說明內排屑噴吸(xī)鑽加工單孔、大(dà)深度和大(dà)長徑比的深孔是可行的。進一(yī)步豐富了深孔加工的加(jiā)工方式,為相關類似的產品加工提(tí)供了參考。
如果您有機床行業、企業相關(guān)新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削(xuē)機床產量數(shù)據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用(yòng)車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年(nián)11月 新能(néng)源汽車銷量情(qíng)況
- 2024年10月 新能源汽車(chē)產(chǎn)量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削機床(chuáng)產量數據(jù)
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本(běn)型乘用車(轎車(chē))產(chǎn)量數據