
在以工(gōng)藝(yì)方(fāng)法提(tí)高(gāo)產品質(zhì)量的措施中, 進一步提高機加(jiā)工的(de)精度尤其重要。其中最複雜的問題是如(rú)何使箱體件(jiàn)孔達到高的同心度。重要產品中孔的同心度必須(xū)保證在0. 5 ~ 3 產m 以內。但是不論用高精(jīng)度座標鏗床鑊孔, 或是外加研磨工序, 在30 0 m m 長度(dù)上孔的同心度往往達不到10 產m 。這表明同(tóng)心(xīn)度偏(piān)差受一係列工藝因素影響, 而對這些因素的本質還沒有(yǒu)充分(fèn)研究。
機床-夾具-刀具-工件係統的不均勻柔性就是這些(xiē)因素(sù)中的一個。經確(què)定, 在座標撞床上, 無論是(shì)主軸回轉(zhuǎn)角(jiǎo)度或是主軸套懸伸長度的柔性都是不均勻的, 且性質(zhì)十分複雜。可以把不同懸伸量下主軸套筒(tǒng)柔性圓圖的封(fēng)閉特性看作是柔性假定表麵的橫截麵。那麽柔性圓圖的幾何中心位置, 可以按與(yǔ)表麵軸線相似(sì)的(de)原(yuán)則, 看作是機(jī)床一夾具一刀具一(yī)工件係統柔性的軸線。
所以, 機床一夾具一刀(dāo)具一工件係統的柔(róu)性可(kě)用下列(liè)指(zhǐ)標評定: 柔性表麵(可看作綜合(hé)指標) , 柔性的圓曲線圖; 柔性表麵的(de)母線或縱斷麵外形, 柔性軸線(xiàn), 即柔性(xìng)表麵(miàn)的(de)軸線。
研究表明, 在鏗孔過程中(zhōng)上述各(gè)柔性指標是以一定(dìng)的方(fāng)式轉(zhuǎn)移給被加工表麵(miàn)。其中的每一(yī)項都會(huì)造成一定的誤差: 圓柱度偏差, 真圓度偏差, 縱斷麵外(wài)形偏差, 孔的母線(xiàn)或中心線的直線性偏差以(yǐ)及(jí)孔的同心度偏差。曾采用諧波分析(xī)法及動態模擬法求得機床一夾具一刀具一工(gōng)件係統柔(róu)性指標的解析(xī)式及相(xiàng)應的轉移(yí)係數, 這樣就可以用計(jì)算方法確(què)定上(shàng)述加工誤(wù)差。柔(róu)性軸線特性是評定不均勻柔性對(duì)鑊孔(kǒng)形(xíng)狀及(jí)鑊孔中心線相互位置影響的依據。理論和實驗研究表明, 座標銼床柔性軸線是曲(qǔ)線(xiàn)。也就是說, 柔性軸線的這種特性不但引起(qǐ)了新鏗孔的中心線的直(zhí)線性偏(piān)差, 而且也造成了它們的相互位置的誤差。這在很大程度上說(shuō)明了(le)一個往往(wǎng)是不可預期的事(shì)實, 即在(zài)座標銼床幾何誤(wù)差不大、剛性也很大的情(qíng)況(kuàng)下, 在其上鑊出的孔(kǒng)的同(tóng)心度偏差卻很大。
為了控製工藝(yì)係(xì)統的柔性, 廣(guǎng)泛采用了適應控製係統。但是由於結構特(tè)性及對座標鏗床的(de)幾何精度(dù)要求極高, 在這類機床上就難於應用這種適應(yīng)控製係統。因此最有效的方法是采用一種可以控製工藝係統剛度的裝置(zhì)(簡稱剛度控製裝置)。這類裝置的不均勻(yún)剛度與機(jī)床的剛度綜合在一起, 要能保證工(gōng)藝係統柔性軸線的直線特性。
使用外裝工(gōng)作台(見(jiàn)圖) 或剛度控(kòng)製裝置能夠控製蠕變性(xìng)軸線的形狀(zhuàng)。此裝置由下支承(chéng)板1 和上頂板5 組成(chéng)。上支(zhī)承板上的槽用來固定坯件。當偏心套2和3 相(xiàng)對轉動時, 總偏心距e 在0~ 10 m m 的(de)範(fàn)圍內變化。套筒2 的上部裝有用(yòng)錐體4 漲開的彈簧卡頭(tóu)。這種結構可以獲得各種曲(qǔ)率的柔性鍾線, 所以該裝置可(kě)以在不同型號的座標撞床上使用。
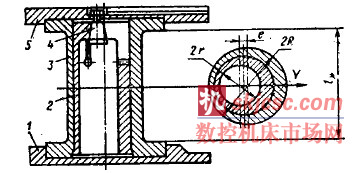
剛度控製裝置柔性軸線(xiàn)的(de)表達(dá)式可寫成
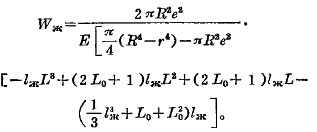
式中: Lm—兩偏心套筒工作部分高度;
L , L o—由刀具(jù)至剛度控製裝置(zhì)的距(jù)離(分別為主軸套筒當時(shí)的伸(shēn)出量和零伸出量。) ;
E—套筒材料的彈性模數。
剛度控製裝置的柔性軸(zhóu)線在座標錘床(chuáng)上定方位時, 應使它與機床的柔性軸線反向對稱。它們相加(jiā)可保證機床-夾具-刀具-工件係統柔性軸(zhóu)線綜和的直線性。選定剛度(dù)控製裝(zhuāng)置的體積尺寸時, 應考慮所述(shù)工藝係統的動態特性(xìng), 把它納人工藝係統時, 應不使刀具和坯件相對的強(qiáng)迫振動振幅增大。
在剛度控料裝置的實驗室試驗和生產試驗過程(chéng)中, 采用(yòng)了相當於座標撞床上半精鏗(kēng)和精鏗時的(de)切削用(yòng)量。試驗表明, 在半精鎮時, 采用剛度控製裝置,產生(shēng)了劇(jù)烈的高頻振動。而在精(jīng)鑊(huò)中應用效果最(zuì)好, 在這種情(qíng)況下, 同心度的偏差幾乎比傳統用(yòng)鏗削法的降低了一半; 精鏗孔徑d 。= 1 0 0 m m , v= 8 0 m / m in 時得出的數(shù)據見表1 。

試驗還表明, 剛度控(kòng)製裝置對孔的相互(hù)位置誤差有良好的影響。
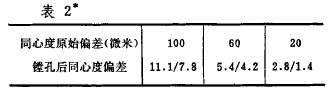
鏜d o= 1 0 0 m m 的孔, v = 80 m / m in, 8 = 0.03 m m /r , t = 0 2 m m 時(shí), 同心度偏差(chà)減小了,見表(biǎo)2。
提高箱體件同心孔相互位置精度的(de)上述方法(fǎ), 也可以推薦(jiàn)在結構(gòu)布局(jú)和用途與座標(biāo)撞床類似的多(duō)工(gōng)序機床上進行精加(jiā)工時應(yīng)用。
在設計新型號(hào)機床時, 必須探求這樣的(de)設計方案, 即它能在最大程度上保證柔性軸線曲率的減小。此外, 在(zài)製造機床時應規定其允許曲率及空間方(fāng)位。
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進(jìn)行(háng)資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com






馬")

