
1 引言
葉輪是機械裝備行業重要的典型零(líng)件,在能源動力(lì)、航空航天、石(shí)油化工、冶金等領(lǐng)域應用廣泛,其加工方法、加工精度和加工表麵質量(liàng)對(duì)其最終(zhōng)的性能參數有很大影響(xiǎng)。由於使用環境中防鏽、防腐蝕的要求,某些葉輪必須采用(yòng)不鏽鋼材料進行(háng)製(zhì)造。
不鏽鋼屬於難加工材料(liào),其加工存在(zài)多項技術難(nán)點:(1)易加工硬化,硬化後的強度可達到(1470~1960)MPa,硬化層的深度可達到0.1mm 以上;(2)切削力大,單位(wèi)切(qiē)削力比45 鋼高(gāo)25%;(3)切削溫度高,塑性變形和摩擦產生的切削熱(rè)非常多,且不(bú)鏽(xiù)鋼的導熱係數約為45 鋼的1/2~1/4,切削熱集中(zhōng)在切削區和刀—屑接觸麵上;(4)切屑不易折斷、易粘結;(5)刀具磨損大,加工不鏽鋼的刀具壽命約為加工45 鋼的1/3~1/2;(6)不鏽鋼的線膨脹係數約為碳素鋼的(de)1.5 倍,在切削(xuē)溫度作用下,工件尺寸精(jīng)度較難控製[1]。
葉輪零件形狀複雜(zá),要確保(bǎo)數(shù)控加工程序不存在問題十分困難,主要包括:過切、欠(qiàn)切以及(jí)機床各部件之間的幹涉碰撞等。考(kǎo)慮(lǜ)到(dào)高昂的加工成本,為了提高加工成功(gōng)率(lǜ),引入了數控加工仿真技術。數(shù)控加工仿真不但可以(yǐ)模(mó)擬刀具的切削軌跡,還可以模擬機床的運動,被加工工件的切削過程等。在不鏽鋼葉輪的數控加工(gōng)中(zhōng)應用(yòng)仿真技術,可以縮短加(jiā)工的準備時間,優化加(jiā)工程序,提高加工成功率(lǜ),同時起到對(duì)機床、刀具以及工件的保護作用[3~6]。
2 仿(fǎng)真方法及仿真流程
數控仿真的含義為:運用編程語言(yán)(如C,VC 等)構建數控仿真平台,導入實際加工需要的某種指令文件(jiàn)(如刀位軌跡文件、數控程序代碼等),基於該平台(tái)運(yùn)行模擬實際的加工過程,從而發現加工可能存在(zài)的問題(tí),最終對數控加工實現優化。
數控加工仿真文件主要有刀位軌跡文件(CLSF)和數控程序代碼(NC)。基於刀位軌跡文件仿真的主要目的是檢驗刀具運(yùn)動軌跡的正確性、安全性。基於數控代(dài)碼仿真則既能檢查刀具軌跡正確與否,又能判斷加工參數選擇(zé)是否合適(shì)等。由於直接驅動數控機床(chuáng)運動的是數控程序代碼(mǎ),而不是刀位軌跡文件,所以基於NC 程序的加工仿(fǎng)真比基於CLSF 數據的加(jiā)工仿真能更好地反映零(líng)件的實際加工過程和加工結果。
構建仿真平台實(shí)現虛擬(nǐ)機床建模常用兩種(zhǒng)方法:(1)通過高級(jí)語言編程借助OpenGL 三(sān)維圖形引擎功能實現機(jī)床幾何建模和運動仿真;(2)通過(guò)CAD 軟件建立虛擬機床幾何建模或直接利用虛擬製造軟件來實現,例如美國CGTech 公司(sī)的VERICUT 等。由於虛擬製造軟件中一般配置(zhì)了常見機床的控製係統,可以不需要編程來建立機床(chuáng)的幾何模型,還可設置各數控指令的含義及運動方式,所以更為方便快捷(jié)[4]。
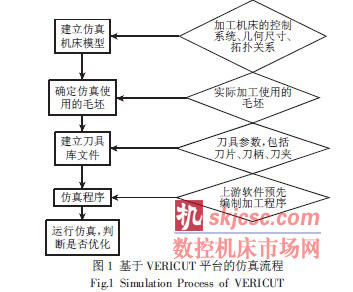
VERICUT 係統可以仿真3 軸和多軸機床(chuáng)的運動及工件加(jiā)工過程的變化,並且在仿真、驗證和分析NC 程序時,能(néng)夠(gòu)檢測錯誤自動報警(jǐng),並統計出(chū)錯(cuò)誤的數量及發(fā)生位(wèi)置[2]。其仿真流程,如圖1 所示(shì)。
3 葉(yè)輪加工仿真
加工的葉輪零件為某流體機(jī)械使用的誘導輪,如圖2 所(suǒ)示。該型葉輪的結構特點為:葉片薄,葉片前端最薄處僅1.5mm;流道深,流道開口最(zuì)深(shēn)處達33.75mm;間距小,相鄰葉片最小間距僅22.975mm。該葉(yè)輪為獲得理想的動力學特性,采用了大扭角、根部變圓角(jiǎo)等結構,加工時必須采用細長刀具,刀軸的控製較為困難,同時,由於防鏽(xiù)、防腐(fǔ)蝕的需要,葉輪毛(máo)坯采用了難加工材料不鏽鋼00Cr17Ni14Mo2,材料的化學成分,如表1 所示。由於各合金元素的(de)作用,製造中(zhōng)容(róng)易出現大量的工藝問題。
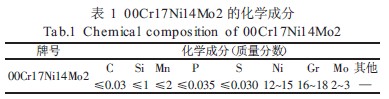
加工使(shǐ)用的(de)機(jī)床為(wéi)德國進(jìn)口的DMU100 monoBLOCK 五軸數控機床,如圖3 所示。該機床共有X、Y、Z 三個直線軸,C、B 兩個旋轉軸,其中C 軸依附於Z 軸,Y 軸依附於X 軸,B 軸(zhóu)依附於Y軸。機床的技術參數,如(rú)表2 所(suǒ)示。
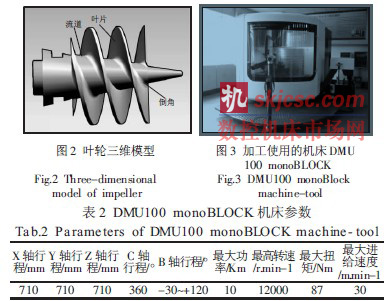
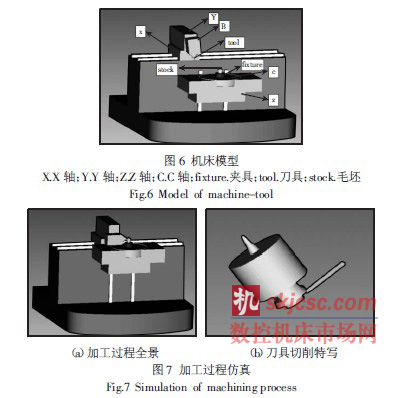
由設計部門根據流體力(lì)學(xué)、空氣動力學原理計算(suàn)出原始設計數據,在UG 中建立葉輪的三維模型,如(rú)圖2 所示。按照前文所述的仿真流程,分別建立機床(chuáng)模(mó)型、刀具模型、工件模型、夾具模(mó)型,設置各仿真參數(shù),進行葉片的加工仿真,如圖4~7 所(suǒ)示。
4 分析與改進
(1)仿真中發現,原加工方案中使用的(de)圓柱(zhù)球頭(tóu)銑刀剛度不夠,加(jiā)工(gōng)中容易折斷,改進後(hòu)重新選擇為錐形球頭銑刀,則(zé)刀具剛度大(dà)幅提高,同時(shí)有利(lì)於流道成型;(2)仿真發現葉片粗加工工序(xù)存在過切,同時流道開槽精加工後表麵(miàn)質量不(bú)能達到允許值要求,因此需(xū)要對加工參數進行優化。
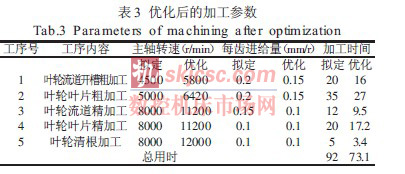
改變加(jiā)工策略,從“低轉速高進給量”優化為“高轉速低進給量”,優化後的加工參數,如表3 所示。加工實踐證明,優化後的(de)加工方案有利於解決(jué)前文所述的不鏽鋼加工難題,降低了切削發熱,將刀具壽(shòu)命提高了約30%,葉輪變形減小,能保證加工質量,同(tóng)時也提(tí)高了加工(gōng)效率,加工時間降低20%左右(yòu),最終的(de)成品,如圖8 所示。
5 結論
複雜曲麵零件(如流體(tǐ)機械中的葉輪)的數控加工中,采用軟件生成的NC 程序相當複雜,為了確保程序的正確性和(hé)高效性,利用仿真軟件對其進行驗證、分析和優化,可有效地保證刀具路徑精度、零件質量和避免(miǎn)機床碰撞(zhuàng)。
本(běn)文指出了對不鏽鋼葉輪進行數(shù)控加(jiā)工的技術(shù)難點,引入了仿真技術加以解決。提出了仿真方法和仿真流程,並基於VERICUT 仿真平台,以某型葉(yè)輪的數控(kòng)加(jiā)工為例,具(jù)體進行了加工仿真。基於對仿真(zhēn)結果的分析,發現了初始加工方案(àn)存在的問題,經過改(gǎi)變刀具、優化加工方案後,重新進(jìn)行仿真並實際完成(chéng)加工。實踐證明,針對葉輪數控加工(gōng),特(tè)別是不(bú)鏽鋼材料的葉輪,采用仿真技術可以增大加工成功率,改善加工質量,降低生產成本,對提高我國流體機械中的葉輪加工水平具有較好(hǎo)的現實意義。
如果您有機床行業、企業(yè)相關新聞稿件發表,或(huò)進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








