
1 引言
葉輪類零件在軍工、冶金、石化、礦山等(děng)許多行業中廣泛(fàn)應用,如風機、發動機葉輪、壓縮(suō)機及水泵葉輪等。葉輪(lún)型麵的設計以流體力學和空氣動(dòng)力學等(děng)理論為依據,構成符合上述理(lǐ)論的流動性曲麵。葉(yè)輪曲麵的精度難以通過一般的加工方法和手段達到,因(yīn)此,加(jiā)工精度和表麵(miàn)質量對葉輪性能參數有很大(dà)影響。普通葉輪多采用鑄造成(chéng)型後機械加工成(chéng)型或葉片單獨(dú)加工後將葉片與輪轂焊接的方法,如圖1 所(suǒ)示。由於葉(yè)輪工作麵形狀(zhuàng)複雜,難以保證鑄造精度,而後續的加工工(gōng)藝過程複雜。如精(jīng)度要求高的葉輪,從圖紙(zhǐ)到成品,一般都要經過多個工序。在光整加工方(fāng)麵,則是按照光學(xué)屏幕(mù)上放大了的截麵圖曲線經過普(pǔ)通砂帶磨後由人工直接拋光到(dào)位(wèi),多個截麵之間的平滑(huá)過渡不易保證,廢品率高,拋光工人的勞動強度很(hěn)大。拋光工人所做工作性質單一(yī),技術含量不(bú)高。使葉輪曲麵精度難以保證,表麵質量差,難以達到設計要求。

近十多年的數控技術迅速發展和數控機床的廣泛使用使我國的製造技術得到很大提高。特別是五坐標軸以上(shàng)的數控機(jī)床逐漸(jiàn)裝備到企(qǐ)業中,使得整體(tǐ)加工葉輪類零件(jiàn)成為可能。五坐標機床功能強大、加工效率高、質量好。五坐標數控加工中(zhōng)心(xīn)在加工複雜(zá)曲麵方麵有獨到之處,是數控加工領域研究熱點。總之,由於整體葉輪(lún)結構(gòu)的複雜性(xìng),其數控加工技術一直是製造業的難點。整體葉輪如圖2。
整(zhěng)體銑削葉輪(lún)加工是指毛坯采用鍛壓件然(rán)後車削成為葉輪回轉體的基本形狀,在五軸數控加工中心上使輪轂(gū)與葉片(piàn)在(zài)一個毛坯上一次加工完成, 滿足(zú)壓氣機葉輪產品強度要求,曲麵誤差小,動平衡(héng)時去質量較少,因此是較理想的加工方(fāng)法。
2 五(wǔ)軸(zhóu)數控加工中心
五(wǔ)軸加工中心具有X、Y、Z 三個(gè)移(yí)動坐(zuò)標軸和兩個轉(zhuǎn)動(dòng)坐標軸。最大的優勢在於五個軸可以聯動。對於安裝於夾具上的工件來說,合成運動可使刀具在五軸的空間內任(rèn)意控製,保證了切削(xuē)曲麵可加(jiā)工(gōng)到位(wèi),並避免了刀具對工件的誤切削。比(bǐ)三、四(sì)軸加工中心具有更廣的工藝範圍和加工精度更高、質量更好。五軸(zhóu)加工中心特別適(shì)宜於具有大型複雜曲麵零件的加工。
3 葉輪加工(gōng)特點及(jí)工(gōng)藝方(fāng)案分析
3.1 葉輪加工特點分析
(1)葉輪(lún)上有很多(duō)葉片,葉片數按輪轂直徑大小不同而不同(tóng),葉片有長有短,葉片為空間曲麵、扭曲程度高(gāo),並且有(yǒu)後仰的趨勢,加工時(shí)刀具的相對擺動極(jí)易對相鄰葉片產生切削幹涉,因此刀具切削方向的選擇尤其重要。另外,曲麵需要(yào)分段加(jiā)工,應注意(yì)保證加工表麵的一致(zhì)性;(2)葉片之間的流道相對較窄,加工空間較小,難以采用強(qiáng)度(dù)和剛性較好的大直徑刀具;(3) 葉片進氣(qì)與出氣邊(biān)緣圓角曲率半徑(jìng)變化大(dà),使刀具和夾具角度變化大;(4)為滿足強度的需要,葉輪(lún)輪轂與葉片之間(jiān)的過渡采用了變圓角方式,應十分注意(yì)刀具的選擇;(5)葉片屬於結構複雜的薄壁件、工藝剛性差(chà),在工藝安排(pái)上需要考慮多(duō)工(gōng)步反複加工葉(yè)片型麵的措施(shī),以防加工殘餘應力所帶來的形(xíng)變。(6)整體葉輪的材料一(yī)般有鋁合金、不鏽鋼、鈦(tài)合金等,因此在(zài)工藝(yì)安排上應盡量(liàng)考慮因(yīn)材料不同所帶來的問題。
3.2 葉輪加工工(gōng)藝方案分析
整體葉輪的數控加工工藝過程主(zhǔ)要有(yǒu)6 大步驟:(1)鍛(duàn)造毛坯;(2)數控車削粗加工出回轉體形狀;(3)五軸數控機床銑削加工(gōng)葉片(piàn)型麵;(4)輪轂表麵數控車削精加工;(5)葉片(piàn)型麵的光整加工(砂帶(dài)磨削、手工拋光);(6)其間穿插多次熱處理和檢驗工(gōng)序。
其中,五軸數控機(jī)床(chuáng)銑(xǐ)削加工葉片型麵工序由以下(xià)工步組成:(1)氣道開槽粗加工;(2)氣道擴槽粗加工;(3)葉片型麵粗加(jiā)工;(4)氣(qì)流(liú)通道擴槽(cáo)銑削半精加工;(5)葉片曲麵的銑削半精加工;(6) 氣流通道擴槽銑削精加工;(7)葉片曲(qǔ)麵的銑削精加工;(8)葉片及輪(lún)轂之間的清根銑削。
3.3 五軸銑削加工的幾個關(guān)鍵工序分析
(1)開槽加工(gōng)及切削方向的確定
葉輪的毛坯為(wéi)回(huí)轉體形狀,葉片間的氣道經粗加工(gōng)開通,形成通道,為(wéi)加工葉片做好準備。開槽加工中槽(cáo)的位置宜選在氣流通道的中間位置,多分(fèn)為上下兩個部分加工,應注意兩部份刀(dāo)路銜接問題。刀路平行於氣流通道,並保證槽底與輪轂(gū)表麵留有一(yī)定的加工餘量。一般采用圓柱形玉米銑刀或圓柱形立銑刀銑(xǐ)削加(jiā)工,由於氣道寬度不等,所以在刀具直徑方麵應(yīng)在下部寬闊處采用大(dà)直徑(jìng)刀具、上部(bù)狹窄處采用小直(zhí)徑刀具的(de)方法(fǎ),如圖3 所(suǒ)示(shì)。

(2)葉(yè)輪氣道的擴槽粗加工及葉型粗加工
采用球頭銑刀,擴槽及輪轂底(dǐ)麵粗加工在一次加工中完成,且葉型的(de)粗加工一並完成,可以提高工作效率。走刀方(fāng)式與開槽加工方式相同。從開槽位置(zhì)開始,從(cóng)中(zhōng)心向外緣(yuán)往(wǎng)兩邊葉片擴槽,擴槽加工要保證葉型為後續半精和(hé)精加工留有足夠餘量(liàng)。考慮到生產效率,粗加工(gōng)時走刀行寬應取大些(xiē).
(3)葉片曲麵的半精、精加工
葉(yè)片曲麵的半精、精加工采用球頭銑刀。均采用側刃切削(xuē)方式,其中,半精加工采用如圖4 所示的環切(qiē)方式,精加工采用圖5所示的切(qiē)入切(qiē)出(chū)方式(shì),以提(tí)高(gāo)表麵質量。應注意每次加(jiā)工的背吃刀量不宜過大,可采用2 到3 次以(yǐ)上的分層銑削加工。考慮到被加工表麵的加工質量,走刀行寬應(yīng)取小些。

(4)葉片及輪轂之間的圓角清根采(cǎi)用多種球頭銑刀,應注(zhù)意刀具直徑與圓(yuán)角的匹配(pèi)。
4 基於UGNX6.0 的葉輪造型與加工(gōng)編程
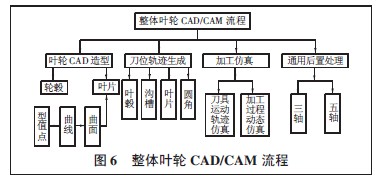
采用數(shù)控加工方法加工整(zhěng)體葉輪的CAD/CAM 係統結構如圖6 所示。
五軸數控加工(gōng)中心加工葉輪的數控(kòng)編程方法如下。
(1)打開UG NX6.0,進入(rù)建(jiàn)模方式(shì),根據葉片(piàn)各截麵型值點生成曲線,再由多條曲線光滑連接生成葉片(piàn)曲(qǔ)麵。對葉輪進行建模。
(2)進入加工(gōng)方式界麵,按創建程序-創建刀具-創建幾何體(幾何視圖導航器)之編程點和(hé)毛坯-創建操作,進入可(kě)變輪廓銑加工(mill_multi_axis)方式。
(3)開槽時可變輪廓銑對話框設置:部件幾何體設置為“幾何體”;過濾方法設置(zhì)為“麵”,確定了幾何體以麵為加工(gōng)基準;驅動方法設置為“表麵積”,驅動曲麵為輪(lún)轂氣流底麵。並在表麵積對話框中設置“驅動曲麵”和(hé)“切削方(fāng)向”等參數(shù);投影矢量設置為“垂直於驅動體(tǐ)”;軸設置為 “朝向(xiàng)點”,點特征位(wèi)置為輪轂氣流底麵;另外設置切削(xuē)參數等項,完成開槽的刀路設置。
(4)葉片型麵銑削時可變(biàn)輪廓銑對話框設(shè)置:驅動方法(fǎ)設置為“表(biǎo)麵積”,驅動曲麵為葉片曲麵;軸設(shè)置改為“側刃(rèn)驅動(dòng)體”,選擇合適的刀軸方向。其它設置(zhì)與前麵相似。(5)當(dāng)單(dān)個葉片的每一個加工程序完成後(hòu),可使用旋轉複製功(gōng)能生成其餘葉片的同類加工程序。注意不可在單個葉片所有程序完成後再進行複製,否則(zé)加工順序上(shàng)違背了粗、中、精加(jiā)工要分(fèn)開的要求,造成過大殘餘應力。
5 葉輪數控編程實例
圖(tú)2 所示(shì)的小型汽(qì)輪機葉輪產品,直徑準300mm,高60mm,材(cái)料為鋁合金。葉槽通道最小尺寸為30mm,葉片及輪轂之間的圓角為R3,在選擇刀具時應特別注意。圖7 為葉輪毛坯。毛(máo)坯由定位軸定位,上麵螺母壓緊。定位軸安裝於機床工作台上。

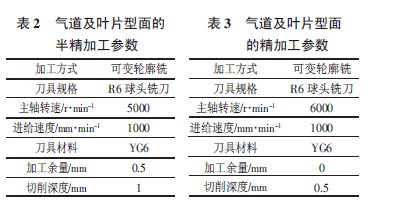
加工(gōng)機床采用了(le)立式五軸聯動(dòng)高速加工中心,數控機床(chuáng)主要參數X 軸行(háng)程900mm,Y 軸行(háng)程600mm,Z軸行程550mm。C 軸(zhóu)旋轉範圍0°~360°,B 軸擺(bǎi)動(dòng)範圍-90°~90°,40 把刀位刀庫,數(shù)控係統為SIEMENS 840D。表1、表2、表3 分別為葉輪氣流(liú)通道粗、半精、精加(jiā)工參數表,表4 為(wéi)葉片與輪轂間的圓角清根加工參數。
圖8 為氣道開槽刀路仿真。圖9 為(wéi)葉片型麵粗加工刀路仿真。圖10 為葉片及輪轂圓角清根刀路仿真。圖11為葉輪3D 仿真(zhēn)結果。

6 結語
本文對整體葉輪的加工工藝和編程(chéng)方法進行了研究。一般的加工方法和三、四軸數控機(jī)床(chuáng)在加工葉輪曲麵(miàn)時,加工精度達不到要求。通過五軸數控機床和UG 軟件的配合(hé),可以實現整體葉輪的銑削加工(gōng),在很大程度上提高了加工質量和生產(chǎn)效率,在(zài)五軸數控加(jiā)工方法實施方麵做出了(le)有益的探索。

如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合(hé)作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








