


金(jīn)屬構(gòu)件加(jiā)工中數控銑床內孔以(yǐ)銑代鏜加工
2022-11-28 來源: 四(sì)川宏華石油設備(bèi)有限公司 作者:萬英平 龔 波 宋榮燈
摘 要 :在金屬零件加工中最常見的內孔加工是利用機床的主軸旋轉運動加工出來的。在主(zhǔ)軸上加上刀柄、刀架、鏜(táng)刀,主軸圓周運動,再采用直線進給就能加工出內圓孔來。當然還有另一種方法加工內圓(yuán)孔(kǒng),那就是用數(shù)控銑床采(cǎi)用圓弧(hú)插補加(jiā)工內孔。二者加工原理不一樣,加工出(chū)來的孔的(de)效果和質量有一定的區別。在我國目前將成(chéng)為製造強國的大環境下,對金屬零件高質量切削加(jiā)工,我們就要有所取舍。
關鍵詞 :高精度數控銑床 ;金屬構件加(jiā)工 ;鏜孔(kǒng)圓弧插補銑孔加工 ;數控編程
在(zài)實際(jì)生產中鏜孔是機械加工最常見的生產加工方式。對於高要求的孔,不僅需要好的設(shè)備還(hái)要一套高精度的鏜(táng)刀,在鏜孔(kǒng)時需要多次試鏜,測量,試鏜測量,有些(xiē)工件還需要先(xiān)加工基準麵,做定(dìng)位工裝(zhuāng),並多(duō)次裝夾。其成本高,效率偏低(dī)且不是一次裝夾完成還保證(zhèng)不了行位公(gōng)差。所以我(wǒ)們要(yào)利(lì)用高(gāo)精度(dù)數控銑床銑加工孔以達到(dào)鏜孔的效果。
1 、數控加工以銑代鏜(táng)的數據參數
我公司主要生產的產品(pǐn)為金屬結構件。其結構件的特點為形狀不(bú)規則,有些地(dì)方還幹澀機床行程。但我們要(yào)盡量做到一次裝夾完成高要求的孔。為了提高效率保證質量我們隻(zhī)用兩把銑刀完成對孔的加工,減去鏜孔這一工序。現在我們以下圖為實例介紹以銑代鏜的加工過程。此圖 ø90 通孔深 227 為 ø160 深 22 ø145 深20 ø130深 25 三個台階孔,其中 ø160 公差為(wéi) +0.04~0.08 。Ø130為軸承孔公差為(wéi) 0+0.04圓柱度為 0.012 與對稱孔的同軸(zhóu)度為 0.03. 孔的光潔度為 1.6。
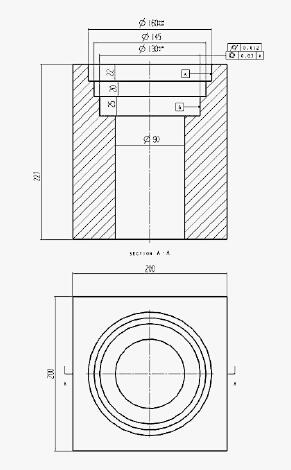
圖 1 以銑代鏜加工圖
2、金屬零(líng)件加(jiā)工工藝分析
工藝(yì)分析 :關鍵孔 ø130,毛坯為實體圓柱。工藝步驟①先用ø50 深 250 的方尖銑刀依次粗(cū)銑台階孔 ø160,ø145,ø130,ø90 都留量 1MM. 且不用打底孔,省去一道鑽孔工序。②不用換刀(dāo),同樣用 ø50 深 250 方尖銑(xǐ)刀精銑(xǐ) ø90 深 160 孔,可以達到圖紙 12.5光(guāng)度要求(qiú)。③換用(yòng) ø20 深 70 鎢鋼銑(xǐ)刀依次精(jīng)銑 ø130,ø145,ø160台階孔。
硬件方麵,首先我們需要一台高精(jīng)度(dù)的數控銑床。各軸行程應大於圖紙工件最大尺寸。轉速 0-1000 以(yǐ)上,定位精度 0.01MM,重複定位精度 0.005,滾珠絲杠雙螺母,伺服電機,西門子 840 以上操作係統,主軸與進給軸的平行度 0.01 以內,主(zhǔ)軸圓跳動也不(bú)應超過 0.005。高精(jīng)度鎢鋼銑刀,圓柱度 0.005 以內,圓跳動(dòng),直(zhí)線度均在 0.005 以內。
數控銑(xǐ)床專用語言是 G 代碼,程序運行會涉及到運行軌跡點相關(guān)坐標,G 代碼程序與金屬構件(jiàn)裝夾存在一定的關聯性。如果(guǒ)將銑刀看作一點,假定將銑刀運行軌(guǐ)跡設置為 OHIJKO,將銑刀(dāo)直徑在多個點處形成圓弧,銑刀工作軌跡設計為 O-h-H-I-i-j-K-k-O,控(kòng)製銑刀(dāo)直徑。
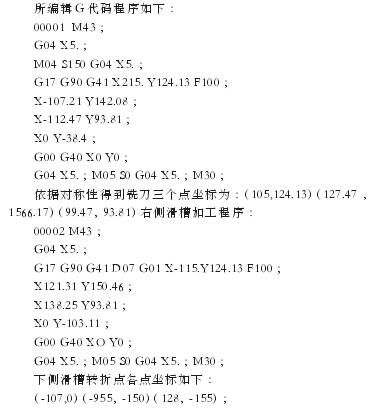
考慮到金屬零件在數(shù)控切削加工時受到其他因素影響,編寫程序如下 :

滿足條件之後開始裝夾找(zhǎo)正工件,左右借量並確定工件(jiàn)坐標,第一(yī)孔(kǒng)和第三孔在同(tóng)一軸心線上,同軸度是 0.03。同軸度就是定位(wèi)公差,理論(lùn)正確位置即為基準(zhǔn)軸(zhóu)線。確定工件坐標係(xì)後先用 ø50 深 250 方(fāng)尖銑刀粗銑,端麵開始銑最大外圓 ø200,依次(cì)粗銑各台階孔,直(zhí)徑方向留量 1MM, 深度方向留量 0.2MM,ø90 孔可加工到尺寸,不(bú)用再換深孔鏜刀了,因其公差和光度要求不高。然後換鎢鋼銑(xǐ)刀(dāo)首先精加(jiā)工有要求的 ø130 孔。以西門子係統為例,編程(chéng)如(rú)下 ;
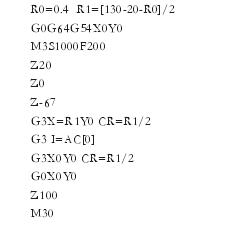
在這個程序中確(què)定了走刀路線,如圖(tú)所示 ;銑內(nèi)孔 G3 為順銑。從進給方向看,切屑從刀具的右側排出為(wéi)順銑。切屑從刀具的左側排出為劣銑順銑一般適用於精加工,其切削平穩,走刀順暢,加工表麵質量好。劣(liè)銑一般用於粗加(jiā)工。銑孔不(bú)同(tóng)於鏜孔,鏜孔是主軸旋轉做(zuò)圓周運動(dòng)產生的標準圓。而銑孔是(shì)由 X 軸和Y 軸聯動產生的圓,而銑孔(kǒng)產生的圓有可能不是標準的圓,產生的原因是機床各軸間隙過大,或者是(shì) X 軸(zhóu) Y 軸伺服電機不同步,或者是係(xì)統參數補償不合理(lǐ)等(děng)原因。
金屬零件加(jiā)工中,外(wài)形的銑(xǐ)削涉及到多個圓弧過渡。傳統金屬零件加工可以在普通的銑床上完成,給金屬零件加(jiā)工(gōng)及夾取帶來(lái)不便,導致生產效率下降,零件的加工精度(dù)也無法(fǎ)得到(dào)整體(tǐ)控製。加之金屬零件(jiàn)需要進(jìn)行輪廓加工、斜麵加工等等,涉及到加工參數計算較為複雜,對零件中心孔定位、內孔加工,需要將加工質量及零件形狀精度進行有效控製。此次數控切削采用兩次定位裝夾,根據基準麵主次,進行先近後遠、先裏後外、先粗加工後精加工、先麵後孔的原則依次劃分工序(xù)加工(gōng)。金屬零(líng)件在進行輪廓表麵銑削通(tōng)常使用立銑刀側麵刃性切削。對(duì)於外圍輪廓加工,所使用的加工路線為 : ①從起刀(dāo)點到(dào)下刀(dāo)點 ;②沿切向切入工(gōng)件 ;③輪廓切削 ;④刀具向上抬刀,退離工件 ;⑤返回起刀點。零件的尺寸無(wú)公差等級要求,區域麵積不(bú)大,表(biǎo)麵粗糙度要求不高,進行切削加工時要(yào)保證外輪廓形狀不變形,隻需要達(dá)到一般加工精度要求。所(suǒ)以此類金屬零件定位基準是工件在(zài)夾裝定(dìng)位時所依據的基準。
3、 以銑代鏜加工優勢分析
現在我們要做的(de)是以銑代鏜(táng),用(yòng)銑削的方式加工出(chū)來的孔達到鏜(táng)孔規定要求的質量。前麵我們硬件方麵提出了高精密的數控銑床,其(qí)各參數達到了要(yào)求,在(zài)進出刀和四個象限換軸向(xiàng)時產生的圓滑點會小於圖紙要求的圓柱度 0.012。刀具方麵,鎢(wū)鋼刀屬於精加工刀,切削鋒利順暢,孔表麵的光潔度能(néng)達到1.6。這個光度已經等於或大於大多數鏜孔的表麵質(zhì)量。程序方麵 ;走刀方向和走刀速度的控製可以避免橢圓度的產生,在實(shí)際生(shēng)產中 G3 順銑加工(gōng)出來的孔為最優,還有一個(gè)非常關機鍵的走因素走刀速度,實踐中,不能(néng)孔大小,走刀速度不能大於200MM/ 分鍾。大(dà)於這個速度孔的橢圓度會隨著走刀速度的變大而(ér)變大。此圖為列,走刀速度大於 200MM/ 分鍾,孔的橢圓度是 0.01MM~0.02MM。就超出了 0.012 圓柱度要求,從而不能達(dá)到
圖(tú)紙要求。此工件合理走刀 120~140,當然機床的精密度不同,走刀會有所不同。此圖(tú)切削參數為轉速 1000,吃刀深度單邊 0.2,走(zǒu)刀 120. 加工完成後(hòu)三坐標檢測結果為,ø130 和 ø160 同周度為(wéi)0.002,圓柱度為 0.005. 光潔度為 1.6. 各公差均達到圖紙要求。此工件如(rú)果(guǒ)鏜孔需要 4 把鏜刀,校(xiào)對 4 次內量表,每個(gè)孔還需要經過(guò)多次試鏜、測量比較費時。
以(yǐ)銑代鏜(táng)還有一個非(fēi)常大(dà)的優勢,那就(jiù)是通過修改程序中 R0 的大小,可以精確控製圓尺寸(cùn)的(de)大小。比如精銑 ø130,當R0=0.4 時,測量出(chū)尺寸為 129.6。也就是說孔的尺寸大小由程(chéng)序控製。當(dāng)最後一刀精銑,切削用(yòng)量不變的情況(kuàng)下我隻要把(bǎ) R0=-0.02 時,加工出來的孔就達(dá)到(dào)圖紙要求 130.02。
所以以銑代鏜有(yǒu)兩大優勢
(1)能精確控製尺寸大小,省去多次測量的時間。
(2)省去【鏜孔】一道(dào)工序,節約總加工 40% 左右的時間由於這兩個優點達(dá)到了提高效(xiào)率,控製質量的目的。
4 、結語
隨著工業製造中對金屬零件加工(gōng)精度要求的提(tí)升,作為先進機械製造裝備的代表數控銑床在加工過程中如何降低加工誤差、提高加工精度並保證產品的質量,成為當前國內外研究者所研究的熱點。我們充分(fèn)利用以銑代鏜,合理使用銑削的方式對金屬零件進行加工,運用理論加工 G 代碼降低(dī)金屬零件加工出(chū)現誤差,以(yǐ)提高金屬零件(jiàn)加(jiā)工的質量(liàng)。此文為筆者在實踐中總(zǒng)結出的一點經驗,希望此文能給同行們提供一些幫助,有錯誤和不足的地方望共同探討。
投稿箱:
如果您有機床行(háng)業、企業相關新聞(wén)稿(gǎo)件發表,或進行資訊合作(zuò),歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新聞(wén)稿(gǎo)件發表,或進行資訊合作(zuò),歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息(xī)

業界視點
| 更多

行業(yè)數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月(yuè) 分地區金屬切削機床(chuáng)產量(liàng)數據
- 2024年(nián)11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽車產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬(shǔ)切(qiē)削機床產量數(shù)據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽車(chē)產量(liàng)數(shù)據
- 2028年(nián)8月 基(jī)本型乘用車(轎車)產量數據