


探究麵齒輪高速銑削數控加工方法
2022-8-1 來源: 福州(zhōu)第一技師學院(yuàn) 作者:林集(jí)
摘要:麵齒輪高速銑削(xuē)數控加(jiā)工方法是當前麵齒輪加工中(zhōng)應用管道重要方法。本文的主要研究對象就是(shì)麵齒輪高速銑削數控加工方法,研究中主要針對(duì)項目的研究背景進(jìn)行分析,並且對其工藝的應用進行詳細的闡述,主要完成幾何原理以及技術(shù)要點的研究,研究中主要分析 VERICUT 軟件的具體應用(yòng),主要針對高速銑削試進行試驗分析。
關鍵詞: 麵齒輪;高速銑削;數控加工
0 引言
在當前社會發展過程中(zhōng),數字化技術、信息技術在工業領域中的應用十分關鍵,最大程度上提升了加工(gōng)技術的應用效果。數控加工技(jì)術是現代(dài)加工技術的重要應用模塊,同時在進行(háng)技術(shù)研究過程中,需要通過數控加工參數控製,完成對整體工藝的綜合引用(yòng)管控,提(tí)升技術的應(yīng)用效果。
而在數控加工技術不斷優化(huà)的背景下,其適合應用(yòng)更(gèng)多的零件加工模塊。
本文主要研(yán)究(jiū)高速銑削(xuē)數控加工方法的應用效率,並且進行加工過程(chéng)中,需要做好對其加工的優化改進,提升加工(gōng)技術(shù)效(xiào)果。
1 、項目研(yán)究背景分析
麵齒輪是一種新型的齒輪傳動方式,其(qí)本身與傳(chuán)統的齒輪結構相比具有獨特的優勢。同時在進行麵齒輪分析,麵齒輪的(de)承載能力更強、結(jié)構更加緊湊。
麵齒輪(lún)的綜(zōng)合應(yīng)用,提升現代齒輪結構的(de)應用效果。
並且進行研究(jiū)過程中,發現新型(xíng)齒輪雖然具有良好的技術特點,但是其生產技術相對比較困難,影(yǐng)響到技術的應用效果(guǒ)。
在技術研究過程中,Litvin 等對麵齒輪傳動的理論和加工技術做深入研究,提出齒麵方程和(hé)加工技術。
主要是利用數控加工工藝完成對齒輪的綜合應(yīng)用分析,並且實(shí)際的技術應用過程(chéng)中,發現數控(kòng)加工工藝具有(yǒu)精度(dù)較差的問題,同時其也(yě)存在(zài)技術效果較差的問題,影響到實際的生產。所以,本文針對麵(miàn)齒輪高速銑削數控加工方法的應用(yòng)進行分析(xī),同時提升技術應用效果。
2 、麵齒輪(lún)高速銑削數控加工方法的原理分析
麵齒輪高(gāo)速銑削數控加工技(jì)術的應用,對於工藝(yì)技術的應用有非常(cháng)重(chóng)要的作用,並且進行相關技術研究中,更可以實現加工應用原理分析。
高速銑削數控加工技術也是數控加工技術(shù)的一種,主要利用插齒刀進行徑向進給加工,實現對麵齒輪仿形線、麵齒輪(lún)以(yǐ)及齒(chǐ)廓的加工技術應用分析,在其進行技術應用過程中(zhōng),需要做好對加工工藝的綜合應用分析,提升加工的效果。
在進行高速銑削數控加工中,通過(guò)對道具的控製,通(tōng)過齒合點刀(dāo)位計算,實現對其工藝技術的應用研究,模型應用分(fèn)析,完成對高速銑削加工工藝的應用(yòng),提升麵齒輪生產技術效果。
3 、高速銑削數控技術在麵齒輪加工中的應用
高速銑削數控技術(shù)在麵齒(chǐ)輪加工中(zhōng)應用,提升(shēng)了加工技術的應用效(xiào)果,以下是的對其技術的應用要點的進行管(guǎn)控。
3.1 高速銑床結構模(mó)型應用
在高速銑(xǐ)削數控技術在麵齒輪加工中應用需要完成(chéng)對刀具加工的控製,並且進行刀具加(jiā)工技術的應用過程中(zhōng),可以(yǐ)實現對刀(dāo)具加工的應用管控,並且進行項目的研究過程(chéng)中,更可以完成對技術的綜合應用管控,提升技(jì)術應用(yòng)效果。
其結構模型建立(lì)也關係到後續的生產組織控製。
①完成刀具齒麵生成。道具齒麵在實際的生產應用過程(chéng)中,主要完成麵齒(chǐ)輪的齒輪體係加工應用,並且進(jìn)行加工技術的應(yīng)用(yòng)過程中,還通過虛擬插齒刀的回(huí)轉運動對麵齒輪做高速切削。實際的模型建立應用過程中,使用包絡方法完成對道具齒(chǐ)麵的(de)模型形成。同時(shí)在(zài)其模型建立應用過程中,完成刀具兩(liǎng)側齒槽的漸(jiàn)開線、麵齒輪軸線與插齒刀具軸線的夾角以及麵齒輪(lún)旋轉角度的(de)實際設計應用,確保模型設計(jì)應用合(hé)理。
②麵齒輪齒麵方程以及(jí)高速銑床結構模型應用中,需要完成對機床的移動軸和動作軸設計應用,提升了機(jī)床的應用效果,並且進行項目研究過程中,更可以實現對(duì)機床的應用控製效果。
以圖 1 為麵齒輪(lún)高速銑床結構。在其進(jìn)行分析過程中,包括機床 x、y、z 三個移動和 A、B 兩個轉動。導軌 x 方向(xiàng)的移動實現刀具高(gāo)速銑削的徑向進給運動(dòng),沿機床導軌 y 向的移動可實現高速銑削(xuē)加工的軸向進給和(hé)附加平動,沿導軌 z 向的移動實現刀具相對於麵齒輪的(de)附加運動,A 軸轉動為刀具自身的高速旋轉運動,B 軸轉動實(shí)現麵(miàn)齒輪的分齒(chǐ)運動和實現刀具(jù)沿虛擬插齒刀軸線的擺動(dòng)。
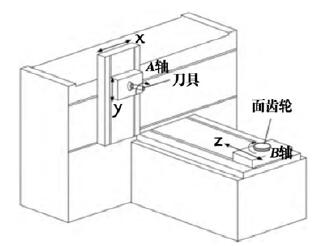
圖 1麵齒(chǐ)輪高速銑床結構
3.2 完成對麵齒輪高(gāo)速銑削加工方法及齧合點刀位計算
在(zài)進行生產加工過程中,完(wán)成了對數(shù)控加工車床的綜合應(yīng)用分析,提升加工技術的應用效果。並且進行高速銑削加工技術的應用過(guò)程中,需要對(duì)齧(niè)合點刀位進行(háng)計算(suàn),通過刀位計算分析,促進刀位加工(gōng)形成,提升加工效果。並在高速銑削的過程(chéng)中,球頭銑刀的球形刃部(bù)分可看作一條單獨的曲(qǔ)線(xiàn),旋轉時與工件相交。在技術的應(yīng)用過(guò)程(chéng)中,需(xū)要完成對(duì)插銑刀仿(fǎng)形坐標(biāo)係的建立。以圖(tú) 2 為插銑刀仿形坐標係。建立完(wán)成直角坐標係,可以完成對直角坐標的綜合(hé)優化計算分析,包括綜合方程(chéng)的應用計算分析。x Q= xp+rtcos(θos+θs)、y Q=yp-rtsin(θos+θs)z Q=z P。
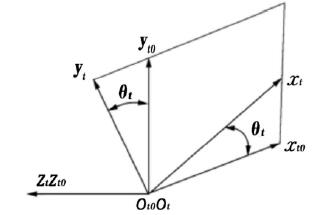
圖 2插銑刀仿形坐標係
通過(guò)直角坐標(biāo)係的分析發現,麵齒輪高(gāo)速(sù)銑削為高速切削,切(qiē)削(xuē)量很小,麵齒輪齒槽對稱軸與齒刀齒廓的對稱軸夾角等(děng)於 0 時,以刀(dāo)具進給範圍和擺角構成主要的誤差因素。所以(yǐ),在其(qí)進行設計過程中,需要對(duì)坐標係的技(jì)術進行應用管控。
3.3 在本次高速銑削工藝應用過程中,還(hái)包括道(dào)具擺角範圍的綜合計算應用
實際的擺角計算的應用過程中(zhōng),可(kě)以實現對其技術應用效果的分析(xī)。其擺角主要包括齒麵邊界、外徑端、內徑(jìng)端、過度公切線的實際應用,提升了高(gāo)速銑(xǐ)削(xuē)技術的應用效果。
在其擺角的技術應用分(fèn)析過程中,可(kě)以完成對(duì)輪插齒刀與齒形修正之間的關係。
3.4 麵齒輪高速數控銑削刀具軌跡和(hé)程序(xù)的生成
數控機床(chuáng)工藝技術(shù)研究過程中,針對(duì)刀具的軌跡(jì)和程序設定非常關鍵,直接關係到整個工藝的應用流程,並且進(jìn)行工藝研究過程中,更可以實現對刀具加工的綜合應用管控,提升技術的應用效果。
以下是對麵(miàn)齒輪高速銑削工藝刀具軌跡和程(chéng)序的生成。
①在數控機(jī)床工藝研究中,包括對銑削工藝進行綜合優化分析(xī)。另外,在實際的程序設計應用過程中,包括使(shǐ)用Unigraphics 作為主要的程序設計軟件,通(tōng)過程序合(hé)理的設計(jì),確(què)保其(qí)數控銑(xǐ)削功能的應用更加合理(lǐ)。在其刀具生成
控製過程中,要求完成(chéng)對其編程步驟進行(háng)控製,提(tí)升高速銑削工藝的(de)編程的應用控製。其主要的(de)數控機(jī)床工藝流程為以下幾個步驟:獲得 CAD 模板—選擇(zé)加工模型、定義配置和設(shè)備—CAD 模型—創建修改(gǎi)—道具數(shù)據、程序、幾何
體、工序—創建操作設計—生成道具路徑—刀具路徑的(de)檢驗和編輯—後(hòu)置處理技術(shù)應用 —NC 程序 。
利用Unigraphics 程序設計軟件(jiàn),完成對 CAD 模型的綜合(hé)應用設計,提升數控機場設計(jì)效果,確保麵齒輪高速數控銑削刀具加(jiā)工更加合理。
②在麵齒輪加工工藝的應用過程中,需(xū)要完成對刀具軌跡(jì)生(shēng)成以及動態鏈開發控製。本次道(dào)具軌跡生成過程(chéng)中,UG/Open API 動態鏈接庫進(jìn)行設(shè)計應用,提升了數據庫的設計效果,能夠(gòu)最大程度上提升數據(jù)設計(jì)效果。
在實際的刀具軌跡生成過程中,要求做好 C++語言編寫文件設計.利用 C+語言程序進行設計應用,可以完成對刀具生成的綜合應用控製,提升設計效(xiào)果。以下是對(duì)其刀具設計流程的應用分析。刀具流程主(zhǔ)要包括坐標流(liú)程體係設計—精加工(gōng)體係設計—加工餘量(liàng)設計為 0.2mm—機床視圖設計分析—創建刀具直徑為 20 球頭立銑刀—做好刀具參數設計(jì)。
針對刀(dāo)具參(cān)數設計,確保其更加合理的完成對設計管控,提升設計效果。
③在進行齒輪高速(sù)銑削工藝應用過程中,本次研究完成了加工仿真工藝(yì)應用,在最大程(chéng)度上(shàng)提升(shēng)加工技術(shù)的(de)應用效果。並且進行加工研究過程中,需要完成麵齒輪(lún)銑削加工模型仿真,插銑刀(dāo)直(zhí)徑 20mm,倒杆伸長(zhǎng)長度 50mm,加工步長 0.3mm,加(jiā)工行距 0.5mm,轉(zhuǎn)距角為(wéi) 0.5°。通過具體的加工應用(yòng)過程中,完成對(duì)齒輪高(gāo)速銑削加工控製,一定程度上也關係到銑削工藝的應用效(xiào)果。並且進行加工研究中,針對某齒輪進行加工,其中齒輪數為(wéi) 60、模數為(wéi)3.5mm、壓力角設計為(wéi) 20°、齒頂係數為 1。齒根(gēn)係數為1.25,外半徑 120mm、內半徑(jìng)為(wéi) 102.5mm。應用了麵齒輪加(jiā)工(gōng)工藝,整個齒麵的加工誤差達到 0.712vm,證明齒輪高速銑削方法具有良好的加工精度和可行性。
4 、結束(shù)語
本文筆者針對麵齒輪高速銑削數控加工方法進行分析研究,文章中簡要闡述麵齒輪高速銑削數控加工方法的要點,同時也以仿(fǎng)真實驗實現仿真加工(gōng)的綜合應用管控,提升了加工效果。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息
金馬")
業界視點
| 更多
查")
行業數據
| 更多
- 2024年11月 金屬切削(xuē)機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能(néng)源(yuán)汽車銷量情況(kuàng)
- 2024年10月 新能(néng)源汽車產(chǎn)量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中(zhōng)心精度(dù)的幾(jǐ)種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數控機床(chuáng)何去何從?
- 中國(guó)的技術工人都(dōu)去哪裏了?
- 機械老板做了十多(duō)年,為何還是小作坊(fāng)?
- 機械行業最新自殺性營銷,害人(rén)害己!不倒(dǎo)閉才
- 製造業大逃亡
- 智能時代(dài),少談點智造(zào),多談點製造
- 現實麵前,國人沉默。製造業的騰(téng)飛,要從機床
- 一文搞懂數控車床加工刀具(jù)補償功能
- 車床鑽孔攻螺(luó)紋加工方法及工裝設(shè)計
- 傳統鑽削與螺(luó)旋銑孔加工工藝的區(qū)別