


數控銑競賽典型零件的加工
2022-8-23 來源: 廣東(dōng)省(shěng)機械技師學院 作者: 陳泳桓
摘要: 本文(wén)是數控銑競賽典型零件的加工(gōng),目的是解決零件圓孔的垂直度精度一直達不到(dào)要求的(de)技術難點,通過對零件圖的(de)分析,裝夾方案(àn)的確定,製定合理(lǐ)的加工工藝。依據所加工數控零件結構的性質,以及在銑床上銑孔(kǒng)加(jiā)工的特點,找出位(wèi)置尺寸及形位精度,利用(yòng)軟鉗口、工藝台及塞塊對零件(jiàn)的圓孔進行銑削加工並保證(zhèng)其垂直度,最終通過(guò)該工藝(yì)方法成(chéng)功解決了(le)該技術難點。
關鍵詞(cí) : 典型零件 ; 技術難點 ; 工藝(yì) ; 垂直(zhí)度
作為世界(jiè)技能大賽數控銑項目(mù)的之一,零件圓孔垂直度精度加工一直是個難點,具有內腔鏤空、難以裝夾(jiá)、易變形等特點。在選手多次實訓過程中發現零件的圓孔垂直度一直達不到圖紙(zhǐ)要求。了解(jiě)到選手的相關加工工藝後,對工藝進(jìn)一(yī)步優(yōu)化,通過使用塞塊、專(zhuān)用軟鉗(qián)口、螺紋千斤(jīn)頂以及工藝(yì)台來保證刀具旋(xuán)轉(zhuǎn)軸線對零(líng)件定位表麵(miàn)有正(zhèng)確的相互位置,從而保(bǎo)證該尺寸的形位精度。
1. 零件圖紙分析
從圖 1 可以得(dé)出零件形狀比較複雜,加工工序多。零件(jiàn)整體外形可裝夾位置(zhì)少,接觸麵小,內腔鏤空,懸臂結(jié)構伸出(chū)長剛性差。ф24(位置F11)的圓孔垂直度一直達不到要求,經(jīng)過分析可采用多次(cì)定位裝(zhuāng)夾,並且互為基準原則(zé),先雙(shuāng)麵開粗(cū)加工後再精加工(gōng)、優先加工基(jī)準麵再加工孔,並保證 ф24 圓孔垂直度加工時和基準麵重合(hé)。
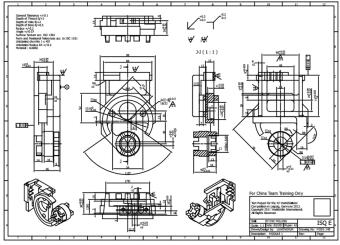
圖 1 零件圖
2. 零件加工工藝分析
該零件表麵質量和(hé)精度要求(qiú)高(gāo),從精(jīng)度上(shàng)考慮(lǜ),如何控製零件的(de)變形(xíng)量在精度範圍內是該零件加工的最大難點,通過對該零件的精度要求、材料及設備等原因進行分析(xī),主要有以下幾個方麵 :
(1)毛坯本身內應力引起的變形切削力。
(2)夾緊(jǐn)力引起的變形。
(3)切削力及切削熱引起的變形。
(4)其中影響最大的時夾緊力引起的變形。為解決上訴問題,提出以下解決(jué)方法。
2.1 改進(jìn)零(líng)件(jiàn)的傳統夾裝法
對於該內空的薄壁件,使用以下的夾裝辦法,以減少變形 : ①填塞(sāi)法。在零件的內部(bù)填塞賽塊(kuài),使零件在裝夾時不受裝夾力影響(xiǎng)。②留出合理的工藝台。在零件的懸空位置以及裝夾位置留出工藝台,加強加(jiā)工剛性和減少裝夾的變形。
2.2 合理安排工序
動態銑削時,由於刀具快速間斷式進(jìn)給切削,整個過程會產生衝擊,影響零件精度和表(biǎo)麵粗糙度。所以,數(shù)控動態銑削時工藝一般可分為(wéi) : 粗加工、清底麵餘量和清圓(yuán)角、半精加工,最後精加工等工序。
2.3 薄壁、空型零件處理(lǐ)方(fāng)法
薄壁(bì)件、鏤空類零件在加工時容易因為裝夾力而變形。裝夾力過(guò)小,零件容易因為加工而鬆動,裝夾力過(guò)大,零件會產生變形(xíng),為控製(zhì)零件變(biàn)形量最小,可(kě)以在零件半精加工之後準備最後一步精加工時,把虎鉗輕微的鬆一下,讓(ràng)零件能自然(rán)回彈釋放部分應力,然(rán)後再輕輕夾緊(jǐn),保證剛(gāng)好能夾緊工件,獲得較好的加工(gōng)效果(guǒ)。夾緊原則是力(lì)的作用點最好在支承麵上,夾緊力方向作用(yòng)在工件剛性最好的方向上,在確保工件不鬆動的前提下,夾緊力越小越好。
2.4 夾具的選擇
夾具(jù)選擇主要有以下幾點(diǎn) :
(1)夾緊機構不對零件造成幹涉。
(2)零(líng)件夾緊(jǐn)變形小。
(3)裝(zhuāng)夾快速方便。
(4)夾具結構簡單。
(5)夾(jiá)具便於定(dìng)位元件。
3. 加工(gōng)工藝路線
該零件宜(yí)采(cǎi)用帶測力裝置的平口鉗、專用軟鉗口、壓板及輔助塞(sāi)塊(kuài)便(biàn)能滿足加工。
(1)用平口鉗夾持(chí)毛坯 100mm 寬尺寸端麵為粗基準,對正麵進(jìn)行粗(cū)加工留出 98mm 尺寸工藝台。
(2)用平口鉗夾持 98mm 尺寸端麵對反麵進行粗、精(jīng)加工。
(3)將塞塊填(tián)塞至反麵凹(āo)槽裝夾,裝夾時校正零件平形度(小於 0.01mm),清根(gēn)正麵裝(zhuāng)夾工藝台並精加工正麵,如圖 2 所示。
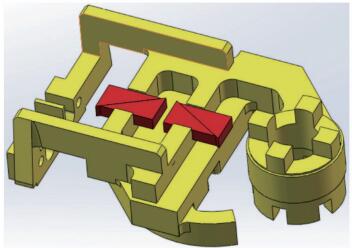
圖 2 反(fǎn)麵填塞示意圖
(4)銑削(xuē)專用軟(ruǎn)鉗口安裝在平口(kǒu)鉗上,同時夾持(chí) 94mm 與 78mm 端麵並清根工藝台(不包括懸臂工藝台)及精加工正麵,再利用用壓板壓緊正麵懸臂部分,底部用螺紋(wén)千斤頂做好支撐,並清根懸臂工(gōng)藝台(tái),如圖 3 所(suǒ)示。
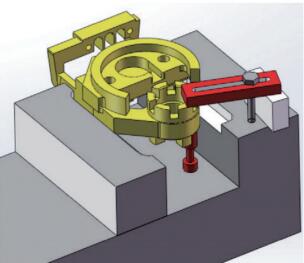
圖 3 支撐(chēng)裝夾示意圖
(5)側向安(ān)裝平(píng)口鉗裝(zhuāng)夾零件加工側麵。
4. 結束語
通(tōng)過本次零件加(jiā)工設(shè)計,利(lì)用相關(guān)軟鉗口、塞塊、螺紋千斤頂(dǐng)及壓板配合合理的加工工藝,成功克服了 Ф24(位置 F11)的圓孔垂直(zhí)度達不到要求的難點。
投(tóu)稿箱:
如果您有機床行業、企(qǐ)業相關(guān)新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關(guān)新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點(diǎn)
| 更多(duō)

行業數據
| 更多
- 2024年11月 金(jīn)屬切削(xuē)機床產量數據(jù)
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基(jī)本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地(dì)區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年(nián)9月 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃(cuì)
| 更多
- 機械加工過程圖示
- 判斷(duàn)一(yī)台加工中(zhōng)心精度的幾種辦法
- 中走絲線切割機(jī)床的發展趨勢(shì)
- 國產數(shù)控係統和數控機床何去何從?
- 中(zhōng)國的技(jì)術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷(xiāo),害人害己!不倒閉才
- 製造業大(dà)逃亡
- 智能時代(dài),少談(tán)點智造,多談(tán)點製(zhì)造
- 現實麵前(qián),國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具(jù)補償(cháng)功能
- 車床(chuáng)鑽孔攻螺紋加工方法及工裝設計
- 傳統(tǒng)鑽削與螺旋銑孔加工工(gōng)藝的區別