


螺紋專用車床的改造
2020-4-27 來源: 佛山市(shì)順德區容桂(guì)職業技術學校(xiào) 作者:許大試
摘要:本文通過對加工螺紋專(zhuān)用車床的結構進行(háng)改造,使該機床的使用性能有了較大的提高,並提高了零配件的(de)使用壽命,從而使車床工(gōng)作安全可(kě)靠(kào)。通過(guò)此次改造,使客戶和本單位(wèi)都收到(dào)較高的經濟(jì)效益(yì)。
關鍵詞: 脫落;極限(xiàn)位置;使用性能
0 引言
生產應用專機是企業(yè)提高生產效率和經濟效益的重要手段,隻要能(néng)根據生產需(xū)要,對設備加以改進,提高設備的使用性能,便能收(shōu)到良好的效果(guǒ)。為能滿足企業的加(jiā)工,需用一種專門(mén)車削螺紋的機床,於是決定利用現有的(de)設備 C6132A 車床(chuáng)改製成螺紋專用車床(chuáng),以滿足客戶的使用要求。
螺紋專用車床是廠家為了提高生產效率,增加經濟收入的(de)一種主要設(shè)備,是用於(yú)車、削、管螺紋的一種專用(yòng)機床。由於現有(yǒu)的 C6132A 普通車床,對產品的加工要求有一定差距,而且有(yǒu)部分功能是用不上的。於是利用現有的產品 C6132A 車床改裝(zhuāng)成螺紋專用車床,以滿足加工的使用要求。
1、 螺紋專用車床的總體結構
螺紋專用車床主要由:床身與床腳,床(chuáng)頭(tóu)箱,走刀箱(xiāng),溜板箱,溜板部件,掛輪(lún),電(diàn)機與電器等各部件組成(chéng)。與普(pǔ)通車(chē)床相同,車螺紋專機主要由電機傳(chuán)出動力,通過皮帶輪傳(chuán)動把動力傳入床頭(tóu)箱,再通過一(yī)係列的齒輪傳動使主軸轉動。而主軸獲(huò)得(dé)轉速是由電機轉速和齒輪變換傳動比獲得(dé),最高轉(zhuǎn)速為 1400 轉/分。然後由床(chuáng)頭箱輸出掛輪,再傳入走刀箱,通(tōng)過走刀箱變換齒輪獲得不同的
進給量,最後(hòu)再傳出(chū)絲杆,絲杆帶(dài)動溜(liū)板箱內的開合螺母,使溜板箱與(yǔ)溜板部(bù)件作直線移(yí)動,即獲得刀具(jù)的切削螺紋運動。與普通車床不同的是,溜板箱部件自動進給機構(即杠杆(gǎn)傳遞動力部分及杠杆)已(yǐ)經取消,隻剩下開合螺母機構,這就隻能通過絲杆來完成溜板部件作直線進給運動的傳遞。
2 、車螺紋專(zhuān)機的改裝(zhuāng)形式
車螺紋專機在原 C6132A 的基礎上作如下改動:
①由於結(jié)構的需(xū)要,床身比原來加長 250mm,(即從(cóng)原來車削長(zhǎng)度 750mm 改(gǎi)為 1000mm),而傳(chuán)動絲杆也相應加長 250mm。加(jiā)長後床身導軌精度(dù)保持不變,(即國標要求為 0.02/1000mm)。
②取消尾座(zuò)部件,小刀架(jià)部件和中拖板橫向移動絲杆部件。而刀架則用專用刀盒代替。
③溜板箱內各傳動(dòng)機構除開合螺母機構(gòu)外全部取消。
3、 車螺紋專機的(de)試製及改造建議
車螺紋(wén)專機(jī)正式投入生產,由於部分零(líng)部件取消(xiāo),所以在加工時節省了很多(duō)時(shí)間(jiān),通過一係列的零件(jiàn)加工(gōng),很快進入到部件安裝、總裝和調試(shì),不到一個月時間便把產品(pǐn)交付企業使(shǐ)用。初時,企業對我們改裝的產品也很滿(mǎn)意。但經過一段(duàn)時間使用後,企業又對車螺紋(wén)專(zhuān)機提出了新的要(yào)求:
①為提高生產(chǎn)效率,要求把(bǎ)主軸的轉速提高 400-500轉/分。
②解決掛輪過渡齒經常崩齒現象。
③由於(yú)開合螺母由氣缸操縱,撞擊較大,容易導致(zhì)開合螺母開合困難,而且經常發生脫落現象,撥塊也很(hěn)容易撞崩,經常使用不到一個月就需(xū)要更換(huàn)零(líng)件,因此要求(qiú)徹底解決。
4 、車螺紋專機的改造(zào)
針對企業提出的要(yào)求,組織有關人員進行研究解決,最後決(jué)定(dìng)采用如下的方案。
4.1 提高主軸轉速
要提(tí)高(gāo)主軸轉速,若改變床頭箱內的齒輪齒數,必需重新複查計算傳動比,而且加工難(nán)度相應較大,也加重了(le)成本(běn),生產周期又加長。
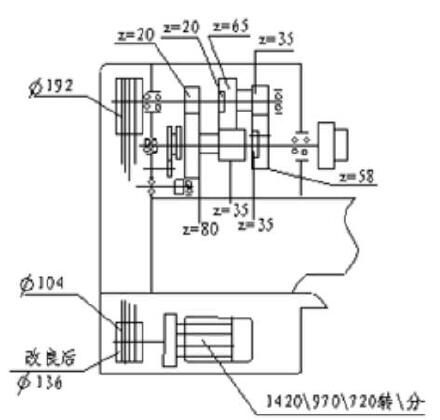
圖 1
通過測量數據,可以把主動輪(即電機皮帶輪(lún))直徑加大,通過改變傳動比來提高(gāo)主軸轉速。這種方法(fǎ)加工較簡便,成本也沒有(yǒu)提高。通過把電機皮帶輪從原來的準104mm 改為 準136mm,通過計算傳動比,可以把主軸轉速提高 400 轉/分,達到了企業提出的要求。(如圖 1)
根據主(zhǔ)軸(zhóu)轉速傳動(dòng)比計算公式:
n =1420 ×104/192 ×20/20 ×65/35 ×35/35 ×0.98 ≈1420轉/分改造後主軸最高轉速:n =1420 ×136/192 ×20/20 ×65/35 ×35/35 ×0.98 ≈1830轉/分改造後的各軸的轉速均(jun1)未超過其支承滾動軸承的極限轉速,這樣既節約了成本(běn),又滿足了客戶的要求。
4.2 提高過(guò)渡齒輪(lún)的使用壽命
在 C6132A 車床原設計時(shí)是考慮到切削條件惡劣及安全等角度,可能出現各種事(shì)故,因此,掛齒輪過(guò)渡齒是用尼龍加(jiā)工而成,主要起消音和保護作用。但現在(zài)改為車螺紋(wén)專(zhuān)機(jī),它的切削力較小,加工條件比較好,所以(yǐ)我就從改(gǎi)變過渡掛齒輪的材料入手,因掛齒輪模數較小 m=1.75,齒(chǐ)的(de)強度較弱。要(yào)改(gǎi)動需把齒輪模數加大來提高齒根的強度,這樣,齒輪外徑也相應增大。但床頭箱輸出軸到走(zǒu)刀箱輸入軸的中心距較小,而掛齒輪直徑加大後,兩(liǎng)軸之間就裝不下成組掛輪,因此,此方法是(shì)行不通(tōng)。如若在材料上作改變,以增強齒(chǐ)的強度,其它的零(líng)件可(kě)以(yǐ)不變。若(ruò)采用鑄鐵(tiě),這在過去的機床是應用較多的,而且鑄鐵(tiě)齒輪耐磨,強度比尼(ní)龍齒輪要高,且加工性能較好(hǎo),成本也(yě)較低(dī),按正常使用齒輪是不易崩齒的。於是決定改用耐磨鑄鐵代替尼龍製造過渡齒輪。經過客戶試用,與我(wǒ)的設想吻合,基本(běn)上沒有出現崩齒現(xiàn)象。
4.3 保證(zhèng)開合螺母不脫落。提高(gāo)撥塊使用壽命(mìng),確保(bǎo)開合螺母的限位裝置。
4.3.1 克服對開合螺母脫落(luò)現象
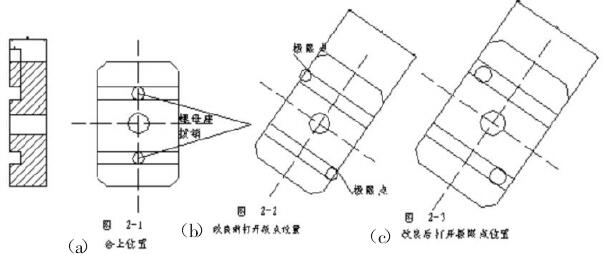
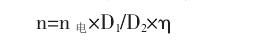
圖 2
當撥塊處於該狀態時,螺母是合上的。(如圖 2(a)),當撥塊處於該狀態時,螺母打開至極(jí)限位置,此時螺母座上兩撥銷(xiāo)的直徑切(qiē)點剛好(hǎo)與槽口相接(如圖 2(b))。而撥塊原設計寬度為 45mm,手動開合是滿足(zú)要求的。而(ér)現(xiàn)在使(shǐ)用氣缸操縱開合,衝擊力較大,使用次數多(duō)了(le),撥塊兩(liǎng)端槽口自然形成喇叭口,這時撥塊就(jiù)不能限製撥銷的死點位置,至使開合螺母脫落。針對出現的問題,通過分析研究,對溜板(bǎn)箱尺寸作了檢查,發(fā)覺安裝撥塊的位置(zhì)還有空(kōng)間,可以讓撥塊轉動,於是決定采用較簡便又節(jiē)約的方法。隻需把撥塊在原來的基礎上(shàng)寬度方(fāng)向每邊加(jiā)大 5mm,(如(rú)圖 2 (c)(即把尺(chǐ)寸45mm 改為 55mm),通過改良試驗,使撥塊在打開到極限位置時,螺母座上兩撥銷的極限位置仍處於(yú)撥(bō)塊(kuài)槽(cáo)口5mm 內,(如圖 2(c))這樣,開合螺母即使撞寬了也不會輕易脫落,而且螺母開合起來就比較暢順。收到較好的效果。
4.3.2 提高撥塊的使用性能
撥塊原來設計(jì)材料為鑄鐵,其特點(diǎn)是耐磨,但較脆性,撞擊容易崩爛,導致經常要更換,影響了機床的正常使用。針(zhēn)對該情況,筆者對(duì)箱體(tǐ)作了複查,由於(yú)位置限製,要把撥塊加厚已經不可能(néng),隻能在材料變更來考慮。將撥(bō)塊改用45# 材料,加工後再進(jìn)行熱處理,(一(yī)般采用淬火(huǒ)約 820 度和回火約 180 度),使工件硬度提(tí)高到大約 HRC45 度(dù)左右,提高了撥塊的耐磨性(xìng),使用時就不那(nà)麽容易撞爛。由於螺母座上的撥銷是用 45# 鋼製成,又沒經過熱處理(lǐ),硬度比改良後的撥塊低,顯得較容(róng)易磨(mó)損,而且撥銷與螺母座是過盈配合,拆卸更換較因難。通過翻閱有關資料,知道高速鋼有較高的硬度、較好的耐磨性和抗彎強度高,韌性也較好。於(yú)是(shì)我采用 準12mm 的高速(sù)鋼衝針來製造撥銷,它的硬度(dù)達到 HRC55 度以(yǐ)上,比改良後的撥塊硬度高。經過使用試(shì)驗,其使用性能穩定,效果相當好,最(zuì)後經過客戶使用後也感到很滿意,至今也未聽到提出維修更換的要(yào)求。
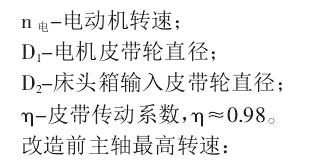
4.3.3 螺母限位的確定 (如圖 3)
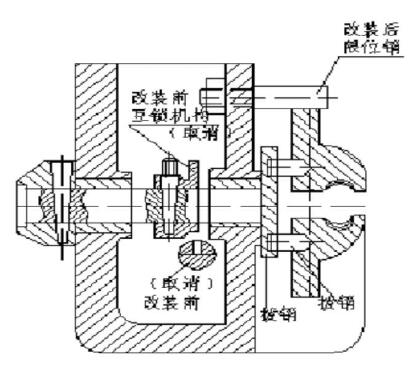
圖 3
由於原來開合螺母的互鎖、限位裝置已經(jīng)取(qǔ)消,沒有限位,螺母開多了便自動脫落。怎樣(yàng)才能保(bǎo)證螺(luó)母打開後(hòu)不脫落(luò),達到(dào)使用要求。經過反複測量,決定在箱體加一定位(wèi)銷,在箱體上配作一 M12 的螺絲(sī)孔,銷釘采用 M12 的(de)螺絲擰入孔中,再利用 M12 螺母作自鎖,防止(zhǐ)銷釘鬆脫。銷釘直徑采用 準12mm 作限位(wèi),這樣既達到對開合螺母的限位效果,而且方法較簡便(biàn),成本也較低,拆裝更換方便,對箱體使用性能也沒有改變,大大地提高了生產效率,得(dé)到單位和客戶的好評。
5 、結論
通過對(duì)螺紋專機的改良,使車螺紋專(zhuān)機的(de)使用性能大大提高,從開始經常出現故障,經常維修,更換零件,到(dào)後來讓企業滿意,再也聽不到企業的維修要求(qiú)。
投稿箱:
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行(háng)資訊合(hé)作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行(háng)資訊合(hé)作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

業界(jiè)視點
| 更多
調查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區(qū)金屬切(qiē)削機床產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源汽(qì)車產量數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產(chǎn)量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年(nián)10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量(liàng)數據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源(yuán)汽車(chē)產量數據
- 2028年8月 基本型乘用車(轎車)產量數(shù)據