


摘 要:宏程序(xù)是數控車削中比較高能的編程方法,本文通(tōng)過橢圓的各種情況的程序編(biān)寫,說明各種情況橢圓粗車和精車的方法,同(tóng)時說明了宏程序(xù)的使用方法。
關鍵詞:宏程(chéng)序;橢圓;數控車床
一(yī)、 宏程序的特點
隨(suí)著數控技術的發展,數控車(chē)削加工在(zài)機械加工中使(shǐ)用越來越普遍,這是因為數控(kòng)車(chē)床與普通車(chē)床相比有著相當顯著的優勢,尤其(qí)是在圓弧加工和一些非圓曲線的加工(gōng)方麵更是顯示出了無可比擬的優勢。在數控(kòng)車削加工中,非圓曲(qǔ)線的加工經常用的就是用用戶宏程序來加工。宏程序是程序編製的高級形式,宏程序裏用了(le)大量的(de)編程技(jì)巧,例如數
學模型的建立、數學關係式的表達、加工刀具的選擇、走刀方式的取舍等,這些使(shǐ)宏程序的精度很高。特別(bié)是對於中等難度的零(líng)件,使用宏程序進行編(biān)程(chéng)加工要比自動編程加工(gōng)快(kuài)的多(duō)。有時自動編程(chéng)的程序長度可能是宏程序的幾十倍、幾百(bǎi)倍甚(shèn)至更懸殊,加工時間也會大大增加。宏程序的使用已經成為數控編程人員不可缺少的一項技能,在很多的數控大
賽中加入宏程序內容(róng)也(yě)說明了這點。那究(jiū)竟什麽是宏程序呢?
宏程序是以(yǐ)變量的組合,通過各種算術和邏(luó)輯運算、轉移和循環等命令,編製的一種可以靈活運用的程序,隻(zhī)要改變(biàn)變量(liàng)的值,即可以完成不同的加工和操作,並可以當作子程序調用。適(shì)合(hé)於(yú)具有一定規律的非圓曲(qǔ)線、列表曲線及曲麵的零件,可以顯(xiǎn)著(zhe)地增強機床的加工(gōng)能力,同時可精(jīng)簡程序量。宏程序的最大(dà)特點是可(kě)以對(duì)變量進行計算(suàn),使程序
應用更加靈活、方便。宏程序由於(yú)允許使用變量(liàng)算術和(hé)邏輯運算及條件轉移(yí),使得編製(zhì)相同的加工程序更加(jiā)方便、容(róng)易,可將相同的加工操作編為通用宏程序,宏程序的調用和子程序的調用基本上是相同的,不(bú)同的(de)是要用 G65 指令來調用。
二 、橢(tuǒ)圓程序的編製
(一) 橢圓精車程(chéng)序
下麵(miàn)就以經常使(shǐ)用的 FANUC Oi 數控係統(tǒng)為例說明:
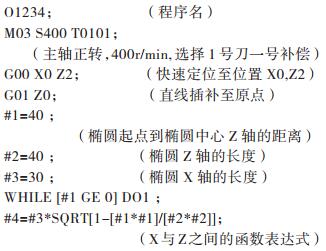
如果把橢(tuǒ)圓的頂點做為坐標原點,橢圓(yuán)的長半軸(Z 軸)為 40,短半軸(X 軸)為 30,那麽橢圓方程(chéng)為 X2/302+Z2/402=1。根據宏程序的編程規則,如下定義:

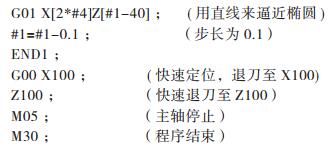
如果橢圓的開始不是從頂點開始,也就是說不是一個完整的(de)半橢圓,隻改變 #1 的值就可以了。再接下來編寫橢圓的轉移(yí)條件(jiàn),我們的(de)思路是當車刀走到橢圓的最左邊(biān)時,宏程序(xù)結束。用 WHILE 語(yǔ)句和用 GOTO 語(yǔ)句都可(kě)以。根據自己的習慣此處(chù)用WHILE 語句。轉移(yí)條件的意思是當 #1 的值大於(yú)等於 0 的時(shí)候順序(xù)執行下麵的語句(jù),如果 #1 的值小於0 則跳到 END1 的下(xià)麵語句。轉移條件非常重要,它可以說是宏程序的核心,必須把實際問題(tí)分析清楚,才能編寫出符合條件(jiàn)的(de)程序。如果上圖中的橢(tuǒ)圓沒有到 40 而是 38,那麽我們隻(zhī)要改(gǎi)變一下轉移條件就可以了,WHILE [#1 GE 2] DO1。式中的 2 為(wéi) 40和 38 的差(chà)。如果(guǒ)橢圓超過一半,我們依然可以改變轉移條件來實現(xiàn)。再就是根據橢圓方程列出關於一個 X 的表達(dá)式,來反(fǎn)映(yìng) X 與 Z 的關(guān)係。需要說明的是:我們開始的設定 #2 對應 Z 變量,#1 對應 X 變量,有了這樣的表達式,對於每一個變化的 Z(#1)就(jiù)有一個 X 與之對應,我們就可以確定 X 和 Z 的坐標。再就是(shì)步長,我們每一次循環(huán)都給 Z 一個增量,再根據表達式求出一個 X 值,這就是 X 與 Z 之間的函數關係,這個量就是步長。步長的大小決定橢圓的精度,粗車可以大一點,精(jīng)車相對要小(xiǎo)一點。這樣我們就(jiù)可以(yǐ)解決中心在(zài) Z 軸的橢圓的(de)精加(jiā)工的問題。具體的程序為:
(二) 橢圓粗車程序
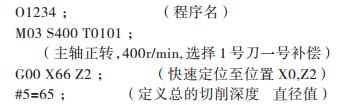
如果給的是直(zhí)徑(jìng)為 65 的棒料,用上麵講到(dào)的精車程序,一刀加工出來肯定是不可能的,那我們該怎麽加工呢?我們經常想到的應該是用子程序調用的方法,也就(jiù)是(shì)說把(bǎ)精車程序作為一(yī)個子程序,根(gēn)據(jù)刀具、機床、材料的性能(néng),分幾次來逼(bī)近曲(qǔ)線就可以了。有的數控係統還可以把宏程序嵌套在粗車(chē)循環裏做(zuò),性能低的隻允許尺寸有單(dān)調性的宏程序
嵌套,如西門子(zǐ) 802C,但是有些時候如果步長太小的話數控係統可能要報(bào)警。其實我們也可以用宏程序來做,我們隻要把總的切削深度算出來,每次的切削深度定下來,定義在我(wǒ)們程序(xù)中,隻要把精(jīng)車程序再進行(háng)簡單的修改,很容易的就能實現。程序如下:
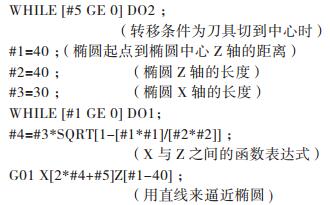
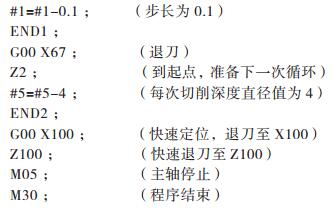
這樣切削的原理就是在精車零件輪廓的基礎上,刀具向外平移,每次再向內平移(yí)一個定義的(de)切削深度,達到粗車的目的(de)。
如果橢圓不是(shì)凸的,而是凹的,那麽我們該怎麽辦呢。其實我們隻要把 X 的表達式的符號變一下就可以了
![]()
宏程序的(de)編程就是這樣靈活,我們隻要做一些簡單的修(xiū)改(gǎi),就可以做出很多複雜的零件(jiàn)。宏程序其實很簡單,它可以用在難的地方,也可以用在簡單的地方,但都可(kě)以簡化我們的編(biān)程,磨礪我們(men)的(de)思維!
如果(guǒ)您有機床行(háng)業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
")

- 2024年11月 金屬切削機床產(chǎn)量數據(jù)
- 2024年11月 分地區金屬切削機(jī)床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分地區金屬切削機床產量數據
- 2024年10月 金屬(shǔ)切削(xuē)機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎(jiào)車)產(chǎn)量數據
- 機械加工過程圖示
- 判斷(duàn)一台加工中心(xīn)精度的幾種辦法
- 中走絲線切割機床(chuáng)的發展趨勢
- 國(guó)產數控係統(tǒng)和數(shù)控機床何去何從?
- 中(zhōng)國(guó)的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最(zuì)新自殺性營銷,害人害己!不倒閉才
- 製造(zào)業大逃亡
- 智能時代,少談點智(zhì)造,多談點(diǎn)製造(zào)
- 現(xiàn)實(shí)麵前(qián),國人沉默。製造業(yè)的騰飛,要從機床
- 一文搞懂數控車床(chuáng)加工刀具(jù)補(bǔ)償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝(yì)的區別(bié)