


MS-WEDM 工作液智能控製係統裝置研製
2017-4-5 來源:四川理工學院 作者: 郭翠霞 ,劉康 ,謝文玲 ,楊大誌 ,
摘要:根據(jù)高速走絲(sī)電火花線切割機(jī)床(具有多次切割功能)的加工特點,研製工(gōng)作液智能控製係統裝置。 該(gāi)裝置由STC89C52RC單片機、工作液電導率信(xìn)號采集器、電磁閥和繼電(diàn)器等組成。 闡述了控製裝置的結構與功能、硬件控製方案、機床信號轉換電(diàn)路和報警電路等。 該裝置可(kě)直接安裝在現有的(de)高速走絲電火(huǒ)花線切割機床(chuáng)上,通用性好,且控製可靠(kào)性高,能夠滿足高速走絲電火(huǒ)花線切割機床對工作液智能控製的要求。
關鍵詞:中走絲電(diàn)火花線切割(gē)機(jī)床;工(gōng)作液控製技術;STC89C52RC單片機
多次切割技術在我國高速走絲電火花線切割機床已成功地運用,以(yǐ)低的成本改善了切割加工表麵的精度和質(zhì)量[1]。 多次切割技術[2]對工件實施多(duō)次(cì)切割,即第一次高速切割成形;第(dì)二次精修,保證(zhèng)加工尺寸精度;第三次及以上拋磨修光,提高工件表麵質量,俗稱(chēng)“中走絲電火花線切割機床”。 但是,現MS-WEDM 仍存在切割精度(dù)忽高忽低、 保持性(xìng)差等缺陷,其主要影響因素有電極絲換向、振(zhèn)動引起電極絲空間位置發生變化、 工作液性(xìng)能發生變化等,它(tā)們嚴重影響了加工放電效果[3-5]。結合(hé)高速走絲(sī)電火花線切割機床(具有多次切割功(gōng)能)加工特點(diǎn),在大量、相關研究的基礎上,研製出一套適合我國 MS-WEDM 工作液的智能控製係統 ,其加工穩定性得到提高(gāo),它的研製具有實際應用意義。
1.裝置的結構與功能
工作液控製裝置結構示意(yì)如圖 1 所示,裝置由(yóu)1 個 自吸水泵(bèng) 、1 個 過濾器 、1 個 球閥和 6 個(gè) 電(diàn)磁水閥(電磁水閥帶單向功能)以(yǐ)及 2 個儲液箱(分別(bié)是粗加工(gōng)液箱和精加工液箱)組成。 工作液通過進(jìn)液電磁閥(9 或 10),流經過濾器 13 至自吸水泵 1,從自吸水泵 1 流出的工作液有一部分經過泄壓(yā)回路( 球閥 3、 泄 壓電磁閥 7 和 泄壓(yā)電磁閥 8) 回 流到對應的(de)工作(zuò)箱中,另一部分經過工作液電導(dǎo)率采集器和上、下絲臂供液管流(liú)到工作台液槽上(shàng)參與電火花(huā)放電加工,工(gōng)作液最終經過回液電磁(cí)閥(fá)(5 或 6)回到對應的工(gōng)作液儲液箱中。
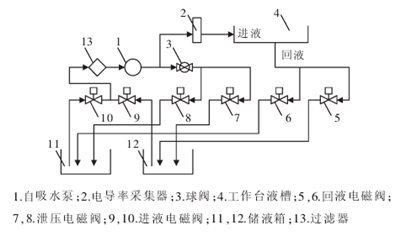
圖1 控製裝置結構示意圖
工作液智能控製係統在接通電源後,首先進行開機自檢,即區分出具體的粗工作液箱和精工作液箱(xiāng)。 其具體控製流程為(wéi)
1)自 吸水泵 1 啟 動 ,進液電磁閥 10、 泄 壓電磁閥 8 和回液電磁閥 6 開,工作(zuò)液電(diàn)導率采集器 2 開始(shǐ)采集(jí)儲液箱 12 的電導率信(xìn)號,經(jīng)過 A/D 轉(zhuǎn)換後,發送至單片(piàn)機計算並保存。
2)自吸水泵 1 保 持工作狀態 ,在相繼關閉進液電磁閥(fá) 10、 泄壓(yā)電磁閥(fá) 8 和回液電磁閥 6 的同時,進液電磁閥 9、 泄壓(yā)電磁閥 7 和(hé)回液電磁閥 5 也相應的開啟,此時電導率采(cǎi)集裝置 2 開始采集儲液箱11 的 電導率(lǜ) ,將(jiāng)此信號發送至單片(piàn)機 ,並與之前儲液箱 12 的電導率進行比較,從而區(qū)分出具體的粗、精工作液箱。
3) 完成開機自(zì)檢後 ,控製(zhì)係統關閉自吸水泵 1及所有的電磁閥,係統待機,等待(dài)接收機床加工信號。 係統一旦檢測到機(jī)床的加工信號,如機床開始粗加工,係統就(jiù)會接收到粗加工信號,使粗(cū)加工(gōng)工作液的供給、泄壓和回液管路相應的電磁閥打開;如機床(chuáng)半精或精加工時(shí),係統就會接收到相應的信(xìn)號,並(bìng)立即關閉粗加工工作液的相應供給、泄壓(yā)和回液(yè)管路(lù)的電磁閥,打開精加工工作液供給、泄壓和回液管路的電磁閥。 控製係統能夠滿足在第一次切割時提供粗加工工作液, 第二次及以上(shàng)切割時提(tí)供精加工工作液的加工要(yào)求,同時提(tí)高了工作液的使用壽命。
4)控製係統(tǒng)能夠(gòu)實(shí)時監測工(gōng)作液(yè)電導率值。 一(yī)旦工作液電導率超過(guò)其設定值,係統在保證(zhèng)不(bú)影響機床正常加工(gōng)的狀態下, 發出相應的(de)報警信號,提醒操作人員更換粗工作液(yè)箱(xiāng)的工作液。
整個工作液智(zhì)能控製係統設計采用模塊化(huà)思想。 硬件係統以單片機為控製核心,設計有電源模塊、信號采集模塊(kuài)、控製模塊和執(zhí)行模塊。 軟件係統(tǒng)程序包括各模塊初始化程序、A/D 模塊 TLC2543 轉換程序設計、溫度傳感器程序、串口屏顯示程(chéng)序、自動換擋檢測程序、電磁閥程(chéng)序、中斷信號程序和串口上位機程序等。 各軟件係統模(mó)塊分別用 C51 語言編寫、編譯和調試,運用主(zhǔ)控程序 Main()來調用各模塊程序,從而完成對整個裝置的控製。
2.硬件電路設計
工作液智能控製係統硬件電路框架如圖 2 所示(shì)。 係(xì)統由(yóu)信號輸入回路、單片(piàn)機和執行元件三部分構成。 輸入回(huí)路包括工作液電導率信號采集(jí)電路,機床控製櫃發出的(de)工(gōng)作液粗、精(jīng)加工轉(zhuǎn)換信號和 工 作液控製(zhì)係統啟動信號 ; 控(kòng) 製 芯 片(piàn) 為STC89C58RD+;執 行元件包括報警裝置、繼電器(qì)、電磁閥和水泵等。 該裝置器件的選擇主要參考與(yǔ)單片機兼容、可控製的原則。
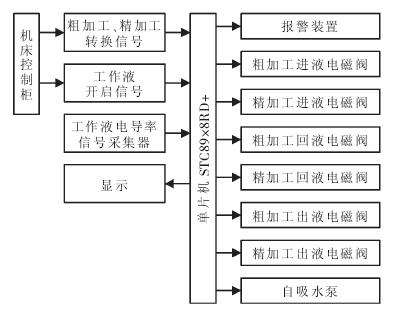
圖(tú) 2硬件(jiàn)設(shè)計方案
係統首先開機自檢,自動判(pàn)別具體的粗、精工作液箱。 自檢完畢,控製係統處於待機狀態,等待機床加(jiā)工信(xìn)號。 當機床發出加工(gōng)信號時,控製係統立即啟動水泵,並根據機床的加工狀態,開啟相應的電磁閥,同時對工作液(yè)電導率進行實時采(cǎi)集。 工作液的電導(dǎo)率一(yī)旦超過設定值,則蜂鳴器報警,液晶顯示相應的警示符號。 此時,係統(tǒng)仍會保持工作液供給,不會影響正常加工。 待機床完成(chéng)加(jiā)工,工作液控製係統自動關閉(bì)水(shuǐ)泵及相應(yīng)電磁閥。
2.1 工作液電導率(lǜ)信號采集器
工作液導電性是靠離子的(de)遷移(yí)來完成的(de)。 電導率的檢(jiǎn)測受到溫度、電極常數和交流頻率等因素(sù)的影響。 為(wéi)了(le)能精確測量工作液電導(dǎo)率值,減(jiǎn)小極化效應、電容效應、溫(wēn)度效應和“漏電壓”幹擾(rǎo)帶來測量誤差,係統采用測量線性度較好的分壓法對(duì)工作液電導率(lǜ)測量。 電導率傳感器采用電極常數 K=10的兩極式鉑黑電極,基材為(wéi)玻璃,外殼為不鏽鋼,測量範圍為 10~20000 μs/cm,具有防水、抗汙(wū)染能力強的優(yōu)點。 電極驅動電壓為±5 V 的方波,其頻率為1000 Hz。 工 作液電(diàn)導率采集器由驅動電壓發(fā)生電路、電導率(lǜ)電(diàn)極接線電(diàn)路、變量程電路、信號放大調理電路、基準(zhǔn)穩壓電路(lù)、A/D 轉換電路、溫度傳感器電路和單片(piàn)機等(děng)組成。
2.2 控製(zhì)芯片和電源
控製芯片選用宏晶科技直插型的工業(yè)級STC89C52RC。 該芯片價格低廉 、性價比較高 ;工作電壓為 3.3~5.5 V,工作頻率為 0~40 MHz,片上已集成 512 B 的 RAM;工作溫度為-40~85 ℃。
控製係統板采用 11.0592 MHz 晶(jīng)振。 單片機引腳 P0.0~P0.5 端口用於控製電導(dǎo)率信號采集器的自動量程電路;P3.0 和 P3.1 端口與串口液晶屏(píng)相連,用於顯示;P3.1 和(hé) P3.2 端(duān)口接機床來的信號線,用於接收(shōu)機床加工狀態的信號;P2 端口控(kòng)製自吸水泵和電磁閥等(děng)。
控製係統的電源采用明 威生(shēng)產(chǎn)的開 關電源 ,型號為 Q60-C,220 V/50 Hz 交流電,4 組輸出分別為+15 V,-15 V,+5 V 和-5 V,1 個 COM 接口, 功率為60 W,能(néng)滿足係統要求。
2.3 機床信號轉換電路
機床信(xìn)號轉換電路, 由(yóu) 7 個(gè)線性光電耦合器PC817,3 個 2 kΩ 電 阻以及 2 個 1 kΩ 電 阻構成(chéng) ,如圖 3 所示(shì)。 來自機床的加工信號一般有 3 組,分別為第一次加(jiā)工信號 net1,第二次加工信號 net2,第三次及以上加工信號 net3。
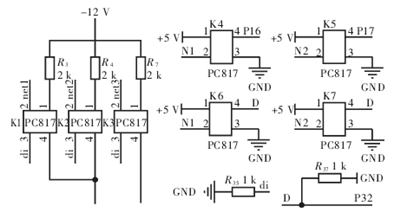
圖 3 機床加工信號轉換電路
當機床處於不加工時(shí),net1、net2 和 net3 端口均處於高電平,所有光電耦合均處於截止狀態。 初始加工狀態時,net1 端口置低電平,net2 和(hé) net3 端口置高電平,此時光電耦(ǒu)合 K3 導通,B 端口輸出低電平信號,K4 和 K6 導通(tōng), 單(dān)片機 P3.2 端口得到一個下降沿信號,外部中斷 INT0 開啟,同(tóng)時 P1.7 端口電(diàn)平被置低,單(dān)片機監測到此時加(jiā)工狀(zhuàng)態為第一次加工。 依次(cì)類推,通過置 net1,net2 和 net3 端口不同的(de)電平,單片機能檢測出第二次加工,第(dì)三次或以上的加工狀態。
2.4 蜂鳴器電路
為了避(bì)免幹擾, 蜂鳴(míng)器電路采用光電隔離,如圖 4 所示。 蜂鳴器為有源蜂鳴器,其控製口與單片機 P2.6 口相連,控製口為低電平時,蜂鳴器工作。
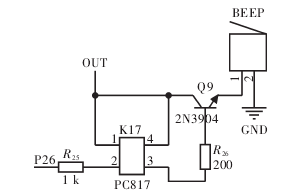
圖 4 蜂鳴器電路
2.5 執行器控製(zhì)電路
自吸(xī)水泵控製(zhì)電路如圖 5 所示,單片機 P2.0 端口的控製信(xìn)號控製線性光電耦合器(qì) PC817 的開閉,通過三極管 Q1的導通與截止來(lái)控(kòng)製繼電器(qì) K7 的開閉。 繼電器最大耐壓 250 V,最大(dà)耐電流 10 A。 為了減少控(kòng)製電路對單片機的幹擾,在單片機與繼電器之間(jiān)進行隔離。
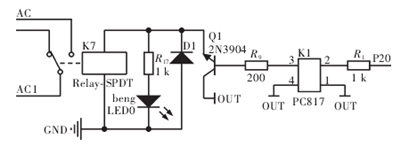
圖5 自吸水泵控製電路
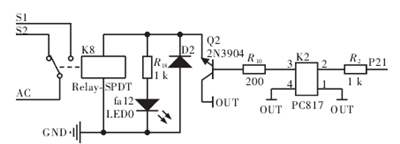
各(gè)電磁閥控製電路如圖 6、7、8 所示,S1 和 S2分別接工作液管路的進液電(diàn)磁閥,S3 和 S4 分(fèn)別接工作液管路的泄(xiè)壓(yā)電(diàn)磁閥,S5 和 S6 分別接工作液管路的回液電磁閥。 單片機通(tōng)過對各繼電器的控製即可實現工作液的智能(néng)控製。
圖(tú)6 進液電磁閥控製電路
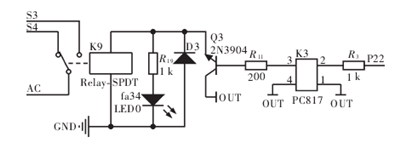
圖7 泄(xiè)壓電磁閥控製電路
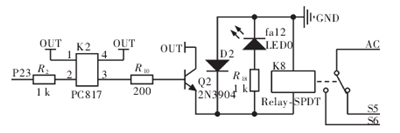
圖 8 回液電磁閥控(kòng)製電路
電磁(cí)閥控製(zhì)電路的繼電器為單刀雙擲繼電器。其線圈通斷電分別通過單片機 P2.1,P2.2,P2.3 控製三極管 Q1,Q2,Q3 的導通與截止來實現的(de),低電平時 導 通 。 在 繼(jì) 電 器 線 圈 上 反 向 並 聯續流二極管1N4007,用於抑製(zhì)和吸收線圈斷電時(shí)反向電動勢的作用。 在三極管與單片機 I/O 口之間,用光電耦合器(qì)PC817 隔離, 避免(miǎn)三極管 2N3904 漏電流對單片機的影響。
2.6 樣(yàng)機製作
工作液智能控製係統的樣(yàng)機已製作完成,如圖9 所示。 PCB 板製成 2 塊:信號板和控製板。 信號板與控製(zhì)板通過 JTAG 線連接,采用光電隔離,將單片機 I/O 口與三極管基極隔離, 使信號板與控製板僅保持信號(hào)聯係,而不直接發生電的聯係,避(bì)免三極管漏電流(liú)對單片(piàn)機的幹擾(rǎo)。
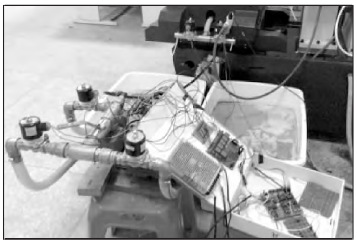
圖 9控製係統樣機
3.結(jié)語
MS-WEDM 工作液智能(néng)控製裝置能夠在線檢測粗、精工作液槽(cáo)的工作液(yè)電導率,並判斷其能否滿足粗、精加工要求;根(gēn)據多次切(qiē)割加工技術的特點,合理地控(kòng)製粗、精加工工作液(yè)的交換,有效地(dì)提高(gāo)加工精度和(hé)表麵質量等工藝性指標,並提高加(jiā)工穩(wěn)定性。 該裝置結構簡單,使用常用(yòng)的元器件,成本(běn)低;可直接安裝在現有的中走絲電火花線切割機床上,通用性(xìng)好。
投稿(gǎo)箱:
如果您有機床行(háng)業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視(shì)點
| 更(gèng)多

行業數據
| 更多(duō)
- 2024年11月 金屬切(qiē)削機床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬(shǔ)切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車(chē)產量數據(jù)
- 2028年8月(yuè) 基本型(xíng)乘用車(轎車)產量數據