


注射模鑲塊數控電火花成型的(de)工藝(yì)分析與加工
2017-2-28 來源:東莞職業技術學 作者:曹(cáo)會元
摘要(yào):通過對注射模鑲塊數控電火花h_Z-的工藝分析,得出正確的電規準參數(shù),提高工件的表麵質量。
關鍵詞:注射模鑲塊;電火花加工;工藝分析;電規準
1.引言
電火花加工是利用浸在工作液中的兩級間(jiān)脈衝(chōng)放電時產生(shēng)的電蝕作用蝕除導電(diàn)材料的特種加工方法。正確的設計加工電極,合理的選擇電規準可有效提高工(gōng)件的表麵質量(liàng)。
2.注射模鑲塊數控電火花成型(xíng)的工藝分析
注射模鑲(xiāng)塊材料如圖1所示(shì),材料(liào)為40Cr,硬度為38。40HRC,加工表麵粗糙度值砌為0.81xm,要求型腔側麵棱角清晰,圓角半徑R<0.25mm。
(1)方法(fǎ)選擇。
選用單電極平動法(fǎ)進行電火花成型加工(gōng),為保證側麵棱角清晰(尺<0.3mm),其平動量應小,取6≤O.25mm。
(2)工(gōng)具電極(jí)。
a.電(diàn)極材料選用鍛造過的紫銅,以保證電極(jí)加工質量(liàng)以及加工表(biǎo)麵粗糙度值。
b.電極結構與(yǔ)尺寸如(rú)圖(tú)1b所示。
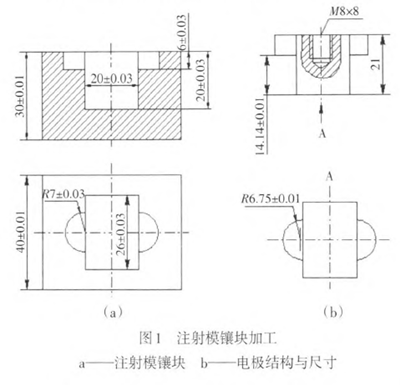

由於電極尺寸縮放(fàng)量較小,用於基本成型的粗加(jiā)工電規準參數不宜太大。根據經驗可知,實際使用的粗加工參數會產生l%的(de)電極損耗。因此,對應(yīng)的型腔主體20mm深度與R7mm搭子的型腔6mm度(dù)的(de)電極長度之差不是14mm,而是(20—6)×(1+1%)=14.14mm。盡(jìn)管精修時也有損耗,但由於兩部分精修量一樣,故不(bú)會影(yǐng)響二者深度之(zhī)差(chà)。圖1b所示(shì)電極結構,其總長度無嚴格要求。
c.電極(jí)製造。電極可以用機械加工的方法製造,但因有兩個半圓的搭子,一般(bān)都用線(xiàn)切割加工,主要工序如下:①備料;②刨(páo)削上下麵;③畫線;④加工M8x8的螺孔;⑤按水平尺寸(cùn)用線切(qiē)割加工;⑥按(àn)圖示方向前後轉動900,用線切(qiē)割加工兩個半圓及主體部分長度;⑦鉗工修(xiū)整。
d.鑲塊坯料加工。①按尺寸需要備料;②刨削六麵體;③熱處理(調質)達38~40HRC;④磨削鑲塊6個麵。
e.電(diàn)極與鑲塊的裝夾(jiá)與定位。
用M8mm的螺釘固(gù)定電極,並裝夾在(zài)主軸頭(tóu)的夾具上。然而(ér)用千分表(biǎo)(或百分表)以電極上端麵和側麵為(wéi)基準,校正電(diàn)極與(yǔ)工件表麵的垂直度,並使其X、Y,軸與工作台X、Y移動方(fāng)向一致。鑲塊(kuài)一般用(yòng)平口鉗夾緊,並校(xiào)正其X、Y軸,使其與工(gōng)作台X、y移動方向一致。定(dìng)位,即保證電極與鑲(xiāng)塊的中心線完全重合。用數控電火(huǒ)花成型機床加工時(shí),可利(lì)用機床(chuáng)自動找中心功能準確定(dìng)位。
3.注射模鑲塊數控電火(huǒ)花成型加工
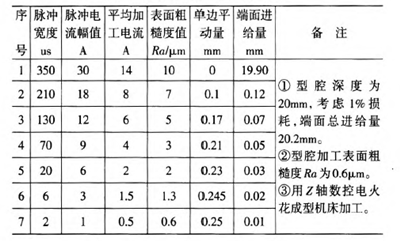
電火花成型加工中所選用的電(diàn)規準和平動量及其轉換過程如表(biǎo)1所示(shì)。
表(biǎo)1 電規準轉換與平動量分配(pèi)
4.結束語
通過注射模鑲塊數控電火花加工的工藝分析(xī),得出合理的(de)電加工規準,從而最(zuì)大限度地實現“高效低耗(hào)”生產加工,提高工件的表麵質量。
投稿箱:
如果您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界(jiè)視點
| 更多
")
行業數據
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分地區金屬切削機床產(chǎn)量數(shù)據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(chē)(轎車)產量數據
- 2024年11月 新(xīn)能源(yuán)汽車產量數據
- 2024年(nián)11月 新(xīn)能源(yuán)汽車(chē)銷量情況
- 2024年(nián)10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產(chǎn)量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新(xīn)能源汽車產量數(shù)據
- 2028年8月 基本型乘用(yòng)車(轎車(chē))產量數據
博文選萃
| 更(gèng)多
- 機械加工過程(chéng)圖示
- 判斷一(yī)台加工中心精度的幾種辦法
- 中走絲線切割機床(chuáng)的發展趨勢
- 國產數控係統和數控機床何去何(hé)從(cóng)?
- 中國(guó)的技術工人都去哪(nǎ)裏了?
- 機械(xiè)老板做了十多年,為何還是小作坊?
- 機械行業最新自殺(shā)性營銷,害人害己!不倒閉才(cái)
- 製(zhì)造(zào)業大逃亡
- 智能時代,少談點(diǎn)智造,多談點製造
- 現實麵前,國(guó)人沉默(mò)。製造(zào)業的騰飛,要從機(jī)床(chuáng)
- 一文搞懂數(shù)控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔(kǒng)加(jiā)工工藝的區別