


摘要:數控機床與傳統機床相比具(jù)有精度高,效率高的(de)特點。但目前國內小型企業仍以普(pǔ)通機床為主,製約了小型企業的發展(zhǎn)。未解決上述問題利用現代先進數控技術對舊的設備(bèi)進行改造和提升,以最少的投入來滿足現代化加工的需求,成為近幾(jǐ)年機床改造的發展方向。本文以C616普通車(chē)床的數控化改造為例,介紹以西門子802S為(wéi)數控係統的(de)電氣化改造方案。
關(guān)鍵詞:西門子(zǐ)802S數控係統;控製電(diàn)路
1、 802S數控係統(tǒng)的基本功能與方案(àn)配置
德(dé)國西門子公(gōng)司生產的802S數控係(xì)統是一種(zhǒng)專門針對中國市(shì)場(chǎng)開發的經濟型機床數控係統。它采用32位的微處理器(AM486DE2)、集成PLC,分離式小尺寸操(cāo)作麵板、液晶顯示器和(hé)機床控製麵板(bǎn)。802S可以控製2~3個步進電機驅動的進給軸和一個主軸。802S數控係統(tǒng)的基(jī)本功能(néng)如下:線性插補軸最多3軸(開環);一個變頻器驅動的主軸,具有主軸編碼(mǎ)器反饋接(jiē)口;PLC模塊具有16個輸入點和16個輸出(chū)點,經擴展(zhǎn)可以達到64個輸入點和64個輸出點;支持中/英文轉換;螺距補償(cháng)和間隙補償;具有RS232C串行接口(kǒu),可以與計算機通信;具(jù)有故障報警(jǐng)信息顯示和診(zhěn)斷數據顯示;支持車削循環和銑削循環;刀具(jù)補償功能;螺旋插補(bǔ)功能;用戶程序存(cún)儲器(qì)256K;可以擴展兩個電子手輪;通(tōng)過特定的參數設置可以獲(huò)得示教功能(néng)。
本文C616改造方案中的(de)配置為:選用802S NC係(xì)統,含顯示和操作麵板;根據X軸的進給(gěi)功率要求,通(tōng)過計算,選擇(zé)9Nm的步進電機;根據z軸的進給功率要求,通過計算,選擇(zé)12Nm的步進電機;X軸和Z軸驅(qū)動(dòng)器,選用SETPDVEC型驅動器;主(zhǔ)軸變(biàn)頻器采用ATV-28HU90N4變頻器(qì);主軸(zhóu)編碼器(qì)采用1024線變頻器;采用lOOVA的係統電源隔離(lí)變壓器;係統電源(yuán)采用24V/4.5A電源(yuán);主電機仍采用原來舊機床的電機。
2、 控製電路設計
2.1主軸電路
(1)802S數控係(xì)統的主軸速度模擬量(liàng)控製電壓西門子802S數控(kòng)係統的主軸速度模擬量控製電壓為:DC-10V~+10V。其(qí)中0~+10V為主軸正轉(zhuǎn)速度(dù)控製(zhì)(執行M3指令),0~-10V為主軸反轉速(sù)度控製(執行M4指(zhǐ)令)。而變頻器的速度(dù)控製電壓(yā)為0~+10V,其正(zhèng)/ 反轉由變頻器的I/O端口輸入的狀態控製。如果直接把數控係統的(de)速度控製模擬電壓輸(shū)出端直(zhí)接與變頻器連接,將導致變(biàn)頻器不能識別反轉控(kòng)製電壓而不能實現反轉。電路KAl、KA2用(yòng)於控製變頻器的正反轉,KA3用於對速度控製電壓的極性進行轉換,保證變頻器的速度控製(zhì)電壓在反轉時也為0-+10V。
(2)變頻器故障報警輸出
變頻器(qì)的故障報警輸出作為係統的報警輸入,如果主軸出現過流、短路(lù)、過熱等故障時均可及時停止係統(tǒng)的運行(háng),並發出報(bào)警信號。
2.2軸限位與參考點(diǎn)返回電路
(1)軸(zhóu)的(de)限(xiàn)位輸入(rù)端(duān)設置為負邏輯
采用負邏輯控製:使(shǐ)用限位行程開(kāi)關的常(cháng)閉觸點,當限位開關沒有壓下時I/O點與24V接通,當限位開關被壓下I/O點與24V斷開,機床限位。這種接法消除因線路開路而產生限位失靈現象,提高了限位電路的可靠性。限位輸入端采用負邏輯需對係(xì)統的相關參數進行修改(gǎi)。采用負邏輯輸入的(de)方法,這樣有(yǒu)利於提高數控機床的可靠性(xìng)和安全性。本次數控改(gǎi)造使用的數(shù)控(kòng)係統為西(xī)門子802S數控(kòng)係統,實現負邏(luó)輯輸入要軟(ruǎn)件、硬件兩方麵配合才能實現。
a.硬件連接(jiē)

圖2.1負邏輯輸入
圖2.1所示的是負邏輯輸入的連接方(fāng)法,信號輸入使用行程開關的(de)常閉觸點。在正常(cháng)情況下SQl是閉合的,該輸入點(diǎn)的邏輯值(zhí)為“1”,當SQl被壓下斷開時輸(shū)入點邏輯值(zhí)為“0”。這時(shí)要求通過數(shù)控係統的參數設置或修改PLC程序把該點邏輯值“1”設定為無(wú)效狀態,而邏輯值“0”設定為有效狀態(tài)。如果從+24V端子到PLC的(de)輸入點之問的線路出現開路或(huò)接觸不(bú)良時,該點被認為有效,機床會立即(jí)報警,必須在電路連接良好的情況下機床才能正常運行。這種方法排除了因限位電路開(kāi)路而造成故障的可能性,機床的安全性得到提高。
b.軟件(jiàn)設置
負邏輯需要把邏輯“1”改為無效狀(zhuàng)態而邏輯“0”為有效狀態,是(shì)通過在西門子(zǐ)SINUMERIK802S數控係統中改變參數實現的。
(2)參考點返回采用雙開(kāi)關方式(shì)
用(yòng)行程開(kāi)關做(zuò)參(cān)考點返回減速開關,用接近開(kāi)關作為參考點檢測開關(guān)。在各軸返回參考點時,先高速運動到(dào)參考點返回(huí)減速開關,將其壓下後(hòu)反向慢速逼近參考點,到參考點檢測開關後完成參考點返回。由(yóu)於這種(zhǒng)方法使各軸在達到參考點前速度較低(可通過參(cān)數設定改變),所以(yǐ)精度較高並且可以消除絲杠的(de)反向間(jiān)隙。
2.3 電動刀架控製電路
電動刀架的刀位檢測霍爾元件為輸出電路(lù)為集電極開路輸出方式,不能與數控係統(tǒng)直接相連,需要在各刀位檢測電路輸出端添加集電極上拉電阻。如圖2.2所示。
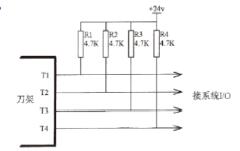
圖2.2刀架電路
2.4驅動器與步進電機的連接線路
驅動器與(yǔ)步(bù)進電(diàn)機(jī)的(de)連(lián)接電纜采用數控係統配置的專用動力電纜。為保證步進電機的相序準確(què),必須按照係統說明書的要求連接,否則步進電機不能正常運(yùn)轉。
2.5係統接地電路
接地包括係統電(diàn)源接(jiē)地和步進電機驅動係統接地(dì)。分別如圖2.3、2.4所(suǒ)示。
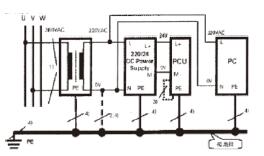
圖2.3 係統電源接地
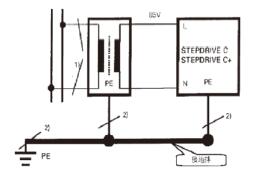
圖2.4 步進電機驅(qū)動係統接地
良好合理的接地是係統可(kě)靠工作(zuò)的重要保證。為提(tí)高係統抗(kàng)幹擾能力各須接(jiē)地的設備均通過10mm2的接地線直接與接地排相(xiàng)連,地線排再通過16mm2的(de)接地線與(yǔ)電源係統的地線相連接。這種接地方法可以抑製各設備間的共態幹擾。
2.6機床參數設置(zhì)及(jí)控製元(yuán)件
機床參數(shù)的設置應(yīng)根據(jù)設計(jì)電路情況、802S係統的操作(zuò)說明書以及C616機床的基本參數進行設置。針對C616普通車床的改造共用(yòng)到如下元(yuán)件:802S數(shù)控係統含有主機操作麵板驅動單元、步進電機(X軸9Nm,Z軸(zhóu)12Nm);航(háng)空插件(jiàn);繼電器(qì);空氣開關;接觸器;起停按鈕;急停開關(guān);小按鈕;三相吸收(shōu)器;變壓器(用於步進驅動器電源和照明);導線;電纜;風扇(用於強電櫃散熱/操作櫃散(sàn)熱);熱縮管;線號管;電源指示燈;蜂鳴(míng)器;線槽和卡軌。
結論
本文對C616普通(tōng)車床進行基於西門子802S數控係統的數控化(huà)改造,設計了(le)其中主(zhǔ)軸電路、刀架控製電路等部分。對完成改造(zào)後的機床進行安裝、調試,其性能滿足用戶使用要求。
如果您有機(jī)床行業、企業相關新聞稿(gǎo)件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
")

- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區(qū)金屬切削機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機(jī)床產量數據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據