


N一084數控車(chē)床刀架升級改造
2016-10-14 來源:轉載 作(zuò)者:陳培亮
摘要:N一084數控(kòng)車床刀架係統存在的f*-I題,升級改造刀架係統(tǒng),介紹改造實施過程,改造涉(shè)及的電路接線及(jí)PMC程序編製,改造效果良好。
關鍵詞:數控(kòng)車床;刀架;程序;改造;電路
1.存在問題
淮海工業集團(tuán)有限公司10台N一084數(shù)控車床(chuáng)(南京數控機床廠生產),采用FANUC 0i Mate係統和BWD8—100型(xíng)電動(dòng)刀架(常州亞興數(shù)控設備有(yǒu)限公司生產)。BWD8—100型電動刀架為8工位,換(huàn)刀時隻能沿1個方向由低號向高號順時(shí)針旋轉,如1。刀位向8*刀位換刀時,刀盤必須順時針旋轉(zhuǎn)l周才能選中目標(biāo)刀位。換刀時間(jiān)長且運行(háng)不穩定(dìng),故障(zhàng)頻發,10台數控機(jī)床價值三百多萬元,目前因刀架(jià)問題長期無正常運行。為(wéi)此決定對BWD8—100型電動刀架(jià)進行升級改造。對目前市場上進口、國(guó)產刀架進行調研後,決定采用性價比較高的AK3180A數(shù)控回輪刀架(煙台環球機床附件集團有限公司生產)作為替代升級品。AK3180A數控回輪(lún)刀架引進意大利Baruffaldi公司技術,可確保零(líng)件通過一次裝夾(jiá)自動完成車削外圓、端麵、圓弧、螺紋(wén)和鏜孔、切槽(cáo)、切斷等(děng)加工工序。
2.改造方案
改造技術難點是機械連接、刀架控製(zhì)電路和刀架PMC控製程序均需重新設計,而且確少原機床廠設計(jì)資料,改造風險大。為慎(shèn)重起見(jiàn),先在l台N一084數控車床進行改造,成功後,再推廣(guǎng)至其餘機床。
3.改造實施
3.1機械連接
(1)AK3180A刀架安裝固定位置和(hé)原刀架不(bú)同,因此,必須根據AK3180A刀架實際安(ān)裝固定尺寸,對上(shàng)拖板進行安裝螺孔的修配加工。
(2)AK3180A刀架中心高(gāo)度比原刀架中心低10 mm,因(yīn)此需(xū)重新配製刀架墊板和刀(dāo)架定位銷。
3.2控製電路(lù)
AK3180A刀架結構及傳動原理與原刀架不(bú)同,因此控製信(xìn)號、點數不同,需要重(chóng)新設計控製電(diàn)路(lù)。兩(liǎng)種刀塔I/O(輸入,輸出)信號對比見表1,可以(yǐ)看出,除采(cǎi)用二進製8421編(biān)碼刀號信號、選通信號和公共信號外,其餘信號均為新增輸入輸出信號。

(1)FO輸出控製電路(圖1)。Y3.2和Y3.3為新增加(jiā)輸出信(xìn)號,利用喲板輸入輸出空(kōng)餘點A21和B21,通過NC輸出信號給中間繼電器線圈,使用Y32和Y3.3中間繼(jì)電(diàn)器射I通斷電來控製(zhì)電機抱閘、預定
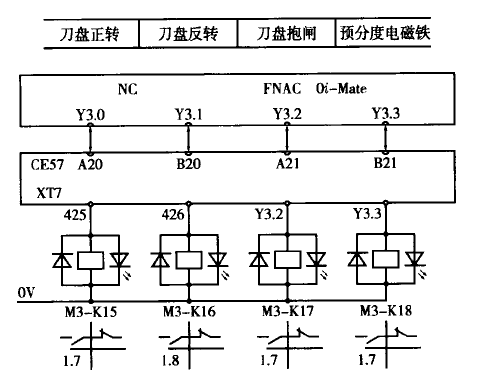
圖1 AK3180 7J架PMC輸出信號(hào)控製電路(lù)
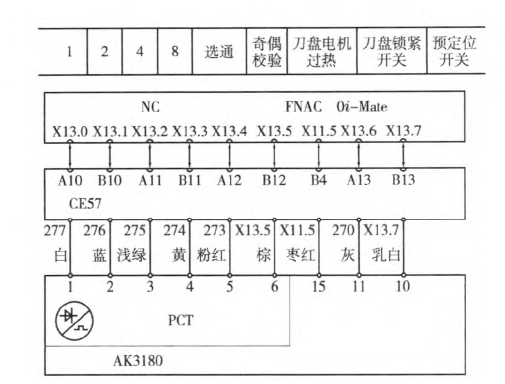
圖2 AK3180刀架PMC輸入信號控製電路
位(wèi)電磁鐵動作。注意電機抱(bào)閘、預定位電磁鐵采(cǎi)用DC 24 V電源,且(qiě)工作時電流較(jiào)大,由於原來向NC供電的DC24 v開關電源容量不夠,同時確保NC係統(tǒng)24 v不會受到(dào)幹擾。因此,需新(xīn)增加1個DC 24 V開關電源專門向電機抱閘、預(yù)定位電磁鐵(tiě)供電。
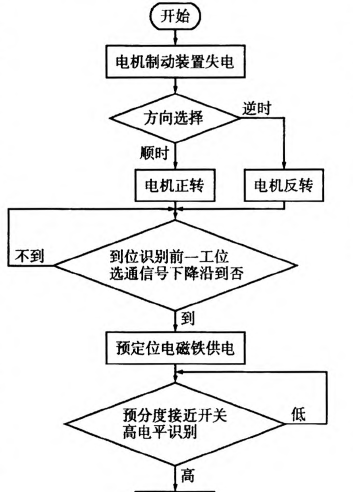
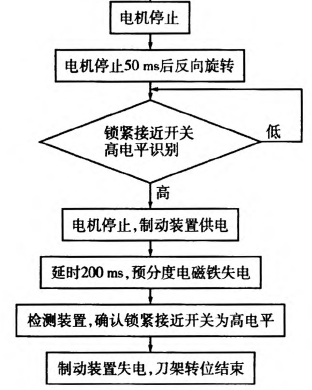
圖3數控轉(zhuǎn)塔刀架操作流程
(2)m輸人信號電路(圖(tú)2)。根據I/O接口輸入點占用情況,利(lì)用(yòng)空閑點,分(fèn)別設置B12對(duì)應X13.5奇(qí)偶校驗、B4對(duì)應X11.5刀架電(diàn)機過熱、A13對應X13.6鎖緊檢測開關、B13對應X13.7預定位檢測開關新增輸入點信號。為便於和原電路圖結合,對新增加信號線,直接以信號(hào)名稱(chēng)標注信號線。采用0.5mill2x16芯電纜作為刀架信號線,預留2根作為維修備用。
(3)電機正反轉控製電路。根據AK3180刀架傳動原理,重新(xīn)設計正反轉控製電路。
(4)刀架接線排端子與I/O信號連接電(diàn)路。所用16芯(xīn)電纜要直(zhí)接與I/O板輸入輸出接線(xiàn)端子(zǐ)相對應並連接,應盡量避免電纜中間出(chū)現節點,確保I/O信號(hào)可(kě)靠。
3.3運行過程
刀架轉位必須先斷開刹緊裝置(zhì),然後PMC程序才能輸出控製(zhì)信號給中間繼電器K15或K16(圖(tú)1),向刀架電機供電,按選擇方(fāng)向旋轉。當編碼器前1工位的選通信號下降沿到(dào)達時,則(zé)預分度電磁鐵立即供電(選通信號(hào)下降沿到達至(zhì)電磁鐵供電最大延(yán)遲必須小(xiǎo)於60 ms)。電磁鐵接電後,待預定位電磁鐵銷插入主軸等分鍵槽內,回轉被迫停止(zhǐ),接收到預(yù)分度接近開關信號(由0上跳(tiào)為1)後,電(diàn)機立即停止,50 ms後,電機反向旋轉使刀(dāo)架刹緊定位。刀架刹緊定位後(hòu),鎖緊接(jiē)近開關輸出由O跳變到1。該信號(hào)發出立即使電機停止(zhǐ),刹緊線圈通電(鎖緊(jǐn)接近開關發出信號至(zhì)電機停(tíng)機製(zhì)動最大(dà)延時小於60 ms)。鎖緊開(kāi)關發出鎖緊信號後,控製係統進行位置檢測,以發出允許(xǔ)刀架進(jìn)行(háng)切削加工工件的指令。200 ms後電磁鐵斷電(刀架鎖緊結束時,電磁鐵是否斷電不(bú)影響刀架鎖(suǒ)緊精度)。注意如果刀架在(zài)轉(zhuǎn)位過程中(zhōng)電控部分(fèn)故障急停,再次啟動時必(bì)須沿停止前的運動方向重新開始,具體操作流程(chéng)見圖3。
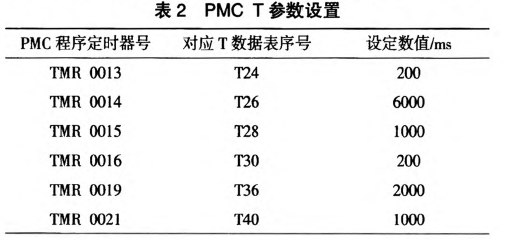
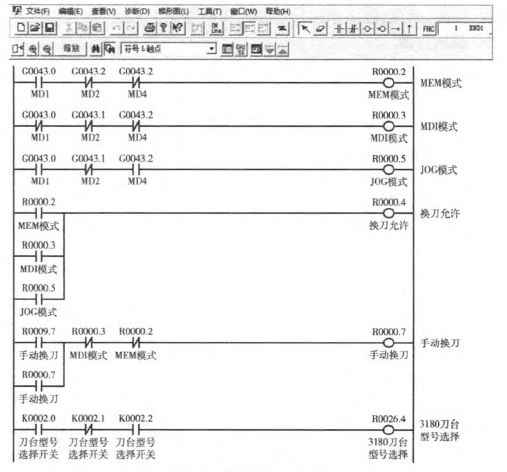
圖4滿足換刀條件
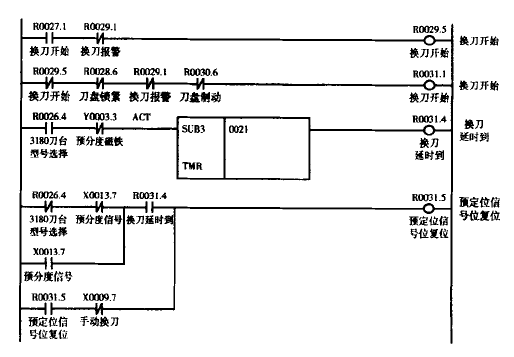
圖5換刀準備
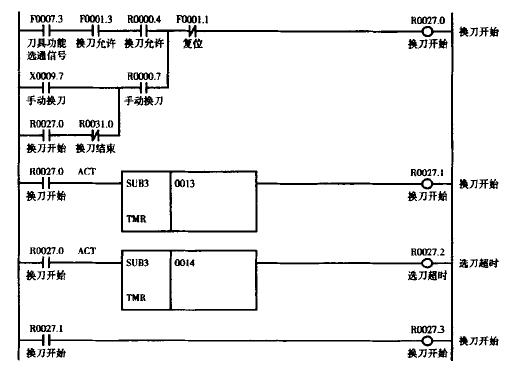
圖6換刀過程1
3.4 PMC程序編製
根據AK3 1 80A刀架(jià)運行信號波形圖及運行流程,編製PMC控製程序,PMC參數K2為刀塔的選擇開(kāi)關,當K2--00000101時,即K2.0=1、K2.1--0和K2.2=1,AK3180A刀塔才能(néng)有(yǒu)效,最後(hòu)調試時,按照波形
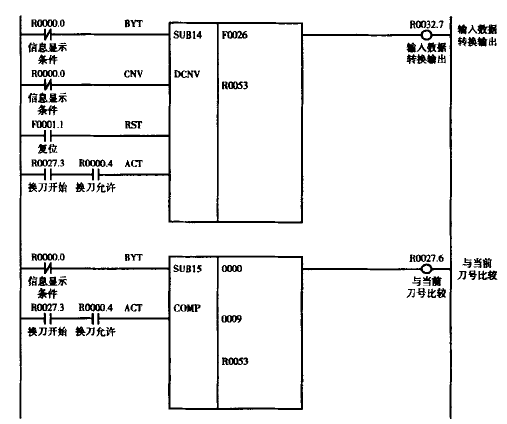
圖7換刀過程2
圖和操作流程(chéng),對PMC程序中定時器對應的PMC參數(T數據表中對應的T參數)進行賦值(zhí)(表2)。PMC程序中l(2.0開關參數接通後,在選(xuǎn)擇不同機床操(cāo)作模式下,可允許執行換刀指令,操作模式(shì)為互鎖關係(圖4);具備換刀條件(jiàn)後,換刀準備在1000 ms內完成(圖5);換刀指令發出(chū)後,延時200 Ills開始換刀,若6000 Ills內未完成換刀過程,則輸出(chū)換刀超時報警(圖6);寫入目標刀號與(yǔ)當前刀號比較(圖7);換刀過(guò)程(chéng)3-7的PMC程序略;若換刀過程(chéng)中,出現一些原因未能完成換刀,則輸(shū)出換刀故障報警(jǐng)(圖8);各種報警信息顯(xiǎn)示(圖9)。
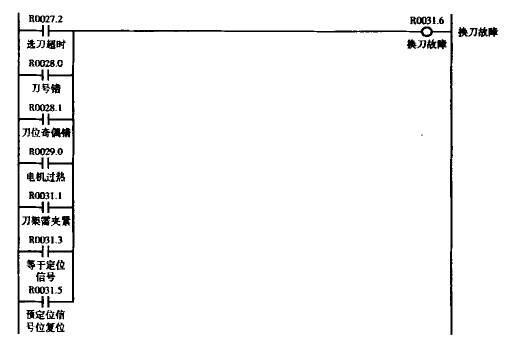
圖8換刀過程故障輸出
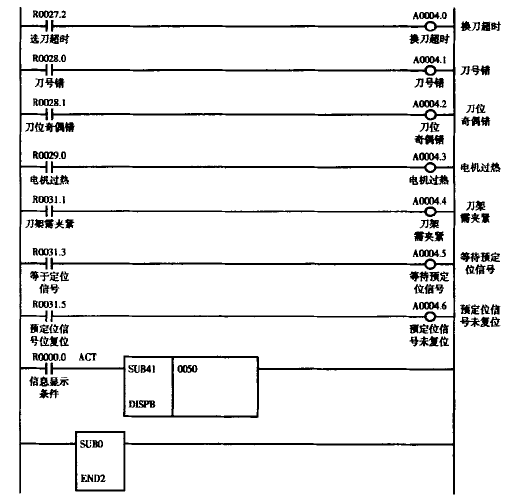
圖9報警信(xìn)息顯示
10台N-084數(shù)控(kòng)車床刀架升級改造後,盤活了公司長期停用的固定(dìng)資產,解決了生產設備棘手問(wèn)題,同時鍛煉和提高了(le)維修隊伍,為今後(hòu)數控(kòng)設備維修改造提供了寶貴經驗。
投稿箱:
如果您(nín)有機床行業(yè)、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行業(yè)、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息

業界視(shì)點
| 更多(duō)

行業數據(jù)
| 更(gèng)多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區(qū)金屬切削機(jī)床產量數據(jù)
- 2024年11月 軸(zhóu)承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新(xīn)能源(yuán)汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區(qū)金屬切削機床產量數(shù)據
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量(liàng)數據(jù)
博文選萃
| 更多(duō)