


“眼鏡孔(kǒng)”類零(líng)件(jiàn)車床夾具設計
2016-9-19 來源:中航工業(yè)鄭(zhèng)州飛機裝備有(yǒu)限責任公司 作者:範(fàn)存輝(huī) 尚 文 孫成祥
摘 要:隨著機械加工自動化的(de)不斷發展,數控車床得到了更廣泛的(de)應用。然而對於孔不在軸(zhóu)心(xīn)的零件(jiàn),隻有使用特定的車床夾具(jù)才能滿足加工需求。為此我們以某一零(líng)件為例,設計了專(zhuān)用車床夾具,有效解決了此類零件的數控車削難題(tí),大大提(tí)高了產品質(zhì)量和生產效率。
關鍵詞:裝夾定位;同軸
1、背景介紹
我單位主製的某泵類零件為航空產品機構中的關鍵零(líng)部件,該零件材料為2Cr13 不鏽鋼,最大外徑尺寸(cùn)為Ф58.6d6,零件(jiàn)長度為80mm,在零件上有兩個對(duì)稱孔2-φ10+0.016 0 沉孔2-φ14+0.0240深度1(見圖(tú)1),孔內粗糙度Ra1.6。隨著數控車床的普及和應用,如何在數控設(shè)備上高質、高效的完成此類零件加(jiā)工,成為了我們不得不(bú)麵對的難題,為此我(wǒ)們設計製造(zào)了(le)此類零件的專用車床(chuáng)夾具。
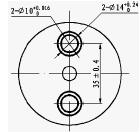
圖1 零件左視圖
2、車(chē)床夾具設計思路及實踐(jiàn)
零件的加工內容是鑽鏜(táng)孔。但孔中心與零件軸心不重合,且φ10 的孔公差隻有0.016,這就要求製作的車床夾具(如圖2)裝(zhuāng)在數(shù)控車床上時,保證被(bèi)加工的孔和機床主軸同軸。把高22 的開口襯套(如圖3)壓到車床夾具φ14.3 的孔內,用於(yú)裝夾零件,零件外圓杆放入後,用2 個M8-6h 的螺釘擰緊,加工(gōng)完成(chéng)第一個(gè)孔後,擰鬆螺釘,旋轉零件,用銷子(如圖4)通過已加工孔和車床夾具(jù)φ9.8 的(de)孔(kǒng)定位,然後擰緊螺釘,拔出銷子,就找到了第二個孔的加工(gōng)位置,尺寸穩定(dìng)裝夾方(fāng)式簡單方便。(如圖5)。
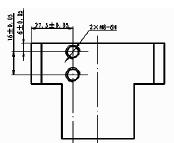
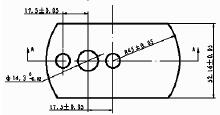
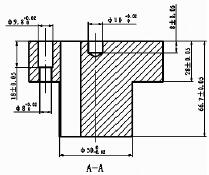
圖2 車床夾具圖
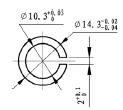
圖3 開口襯套圖
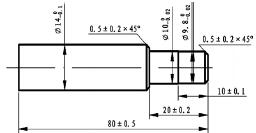
圖4 定位銷圖

圖5 車床夾具裝夾(jiá)效果圖
3、結語
設計的車床夾具,在(zài)加工此類零(líng)件過程中(zhōng),定位準確、裝卸方便快捷,大大提高了(le)零件(jiàn)的加工精度(dù)和效率。同時也使數控車床得到了更廣泛的應(yīng)用。
參考文獻
1、張超英.數控(kòng)加(jiā)工綜合實訓.北(běi)京:化學工(gōng)業(yè)出(chū)版社,2003
2、穀清賢.數控編程與數值計算.上海(hǎi):上海交通大學出版社,2006
3、李銀(yín)海.數控車削加工.北京:科學出版社,2008
投稿箱:
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相(xiàng)關(guān)信息
")
業界視點
| 更多
調查")
行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產(chǎn)量(liàng)數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據(jù)
- 2024年(nián)11月 新能(néng)源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月(yuè) 金(jīn)屬切削機床產量數據
- 2024年(nián)9月 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據