



作者:楊(yáng)興,東風汽車模具衝壓有限公(gōng)司模具分公(gōng)司製造技術部。
1. 概述
近年來,多軸激(jī)光切割技(jì)術以加工應用範圍廣、工(gōng)藝靈活多樣、加工精度高、質量好、生產清潔、易實現自動(dòng)化、柔性化和智能化等(děng)優點正逐步取代傳統的加工方法。汽車工業(yè)是一個需要大量加(jiā)工和測試的生產(chǎn)型產業(yè),也是激光技術應用最廣泛的行業之(zhī)一。
如今多軸激光(guāng)切(qiē)割加工在汽車的新產品(pǐn)開發中,已逐漸取代傳統汽車(chē)覆蓋件(jiàn)的手工送樣,成為(wéi)汽車製造商(shāng)縮(suō)短開發周期、降低成本,提高競(jìng)爭力的有力工具。汽車模(mó)具生產的特點導致(zhì)了(le)在落料模、修邊衝(chōng)孔模製(zhì)造中試驗尺寸不易控製(zhì)的問(wèn)題,該類模具生產(chǎn)周期相對較長,送(sòng)樣階段模(mó)具尺寸往往沒有定型時,主機廠已經需要樣件裝車。為此(cǐ),激光切割(gē)技術(shù)在汽車零件的(de)送樣階段加工、應用,有(yǒu)效地縮短了模具試驗尺寸的周期(qī),同時激光(guāng)切割汽車零件的高質(zhì)量和高效率為單件小批量或者(zhě)迂回提供製(zhì)件帶(dài)來了(le)可能。特別是(shì)在(zài)小批(pī)量供件時,可以(yǐ)直接采用激光切割技(jì)術,節省工裝費用,經濟(jì)效益十分明顯。在模具生產中使用(yòng)激光切割技(jì)術,可以取代以(yǐ)往手工生產樣(yàng)件(jiàn)的工藝,合理(lǐ)地消除以往(wǎng)手工(gōng)生產誤差和(hé)幾個樣件的不(bú)統一性,提高模具生產中的技術含量和生產能力。本文重點闡述了激(jī)光切割技術在(zài)汽(qì)車產品送樣階段的(de)應用。
2. 激光切割設備概況(kuàng)
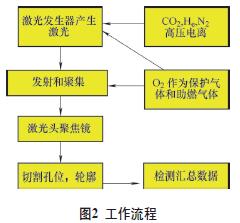
我公司使用(yòng)的OPTIMO 2545型數控激光切割機(見圖1)是由意大(dà)利(lì)普瑞瑪電器公(gōng)司設計製造的(de),其工作流(liú)程如圖2所示(shì)。OPTIMO是一種大型龍門框架式結構的機床(chuáng),它主要由床(chuáng)身(shēn)、激光發生器、數控係統、導光係統、冷卻係統(tǒng)及高壓切割(gē)係統(tǒng)組成。激光發生器主要作用是產生激光束;導光係統由發射(shè)鏡和(hé)聚焦透鏡組成,它的作用是將激光發生器產(chǎn)生的激光束傳遞到加工頭來進(jìn)行激(jī)光切割加工;數控係統控製機床的運(yùn)動,同時控製加工過程中(zhōng)所有的工藝參數,例如加工速度、激光(guāng)器參(cān)數等;高壓切割(gē)係統主(zhǔ)要用於在切割不鏽鋼時使用(yòng)N2或其他保護氣體以減少切割時工件邊緣的氧化;冷卻係統用於將激光器(qì)和導光係統中所產生的熱量帶走。
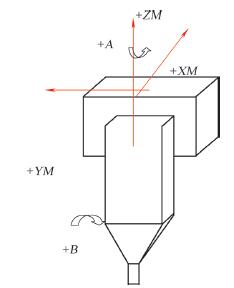
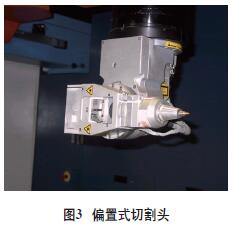
由於(yú)激光切割加(jiā)工的工藝要求,激光光束必須和加工對象表(biǎo)麵法向垂直才能得到較好的加工質量(liàng)。因此,對於三維(wéi)激光切割加工來說,除了需要X、Y、Z三個直線軸控(kòng)製空間位置外,還需兩個旋轉軸形成五軸(zhóu)聯動,才能進行有效(xiào)地切割加工。OPTIMO2545型激光(guāng)切割(gē)機由X、Y、Z三直線軸,繞Z軸擺動的A軸,繞X軸擺(bǎi)動的B軸構成(chéng),這樣(yàng)可以保證焦(jiāo)點以恒速運動且光束垂直於加工(gōng)表麵對象。另外切割頭還有一個可快速運動(dòng)的隨動C軸,其行程為±7.5mm(見圖3)。

3. 激光切割軟件的使用
(1)原(yuán)始數據的擬(nǐ)合 使用類(lèi)似POWERSHAPE等軟件產生的SPLINE線直接進行加工,發現局部線串過多,激光(guāng)加工(gōng)滯留(liú)時間過(guò)長(zhǎng),會導致工件(jiàn)被灼傷。因(yīn)此,在進行FORMA數據格式轉換前,應將SPLINE線擬合成為直線和圓弧(與(yǔ)掃描數據擬合成為(wéi)線切割線圖的過程基本一致)。FORMA、PEPS軟件也提供了一些簡化(huà)數據線的方法,但操作相對比較麻(má)煩。
(2)編程和加工基準的確立 激光切割機的機床加工坐(zuò)標(biāo)係符合右手笛卡兒坐標係,因為機器本身不能設定類似與數控機(jī)床的相對坐標係,所(suǒ)以要(yào)按(àn)照三點定位法建立適合激光加(jiā)工的坐標(biāo)係(xì)。在導入數(shù)據前的(de)模型(xíng)中設立不在同一直線上的(de)三個點,以這三個點(diǎn)作為基準點(diǎn)。①將這三個基準點的坐標值記錄好後,傳輸給操作者,在主(zhǔ)模型標出此三點。②將數模與三個基準點(diǎn)使用平移的功能移動到相對合適(shì)的位置。注意:此時的(de)X,Y值必須(xū)為正,Z值必須為負(機床的編程範圍X-100~4300;Y0~2500;Z0~-900;Z值為Z-500~-600加工為好)。③在建立好的坐標係下,測量出三個基準點的坐標(biāo)值,以後(hòu)這三個值(zhí)將輸入到程(chéng)序代碼中去,以(yǐ)便補(bǔ)償使用。④上述的工作必須在數據(jù)格式(shì)轉換前完成(chéng),否則將給以後(hòu)的工作帶來極大不便。⑤進行數據的格式轉後,可以進行後續的編程工作。
(3)編(biān)程軟件(jiàn)的使用 激光切割(gē)程序(xù)生成的步驟如下:
第一步,直接創(chuàng)建(jiàn)、提取或直接導入CAD圖形;編(biān)程時應利用UG軟件的CAD功能,通過UG和PEPS軟件的數據接口實現最終(zhōng)的(de)激光切割編程。之所以使用UG軟件,是因為我公司CAD/CAM平台使用的是UG軟件,利於(yú)數據的轉換和保存。UG軟(ruǎn)件提供(gòng)大量線擬合的工具,方(fāng)便修改數(shù)據;PEPS軟件的優勢在(zài)於激光切割程序的編(biān)製。激(jī)光定(dìng)位流程如圖4所(suǒ)示。
第二步, 自動(dòng)定位工件位(wèi)置,因其包含一個快速的切割工件機床定位係統,采用易用的偏移模式,自動(dòng)選擇中心,並可對軸超程進行監測。
第三步(bù),選取曲麵或實(shí)體進行加(jiā)工(gōng),每一個加工路徑(jìng)可直接在界麵上(shàng)點取後進行修正,切割修正包括切割激光頭控製、牽引向下/中止/向上控(kòng)製、切割移動、增加微連接、增加轉換點、改變工藝點、改變切割次序、自動過切與空跑過濾及報警係統。第四步,PEPS自動產(chǎn)生(shēng)夾具(jù)係統,可采用多重夾具設計工藝產生(shēng)組合交叉夾具與夾具網格,並可產生夾具DXF與NC程序。第五步,PEPS調用相應的機床後置係(xì)統,選(xuǎn)取按“材料/厚度”對應的(de)機床切割工藝,自動產生(shēng) CNC代碼與工藝文(wén)件。
(4)切削參數的使用 保證穿孔和切割質量的前提條件:氧氣的純度≥99.95%;透鏡和噴嘴的品質良好;材料的質量可靠(經鑒定, 材料(liào)的含氧化物和(hé)磷化物的指標合格,無(wú)噴漆);激光切割(gē)的模式穩定。1mm碳鋼的穿孔和切割參數如表1、表2所示(噴嘴直徑(jìng)為2mm)。
4. 激光切割中出現的問題及解決方案
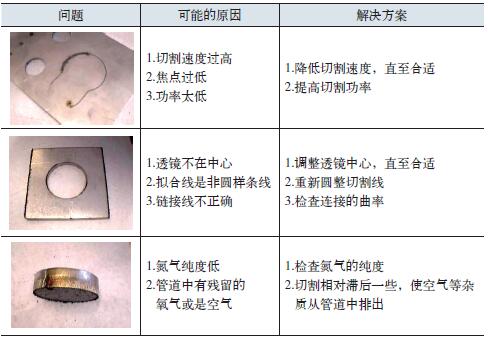
激光切割的過(guò)程中,分為穿孔階段和切割階段。出現的切割質量問題,綜合下來(lái)主(zhǔ)要受材料、切割速度、切割氣體及聚焦點等多個方麵共同(tóng)影響。穿孔和切割階段的問題和解(jiě)決方案分別如表3、表4所示。
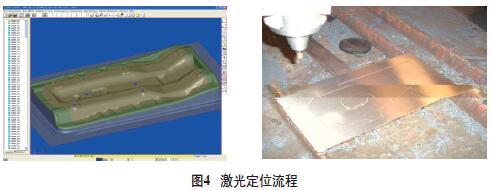
表1 穿孔參數

表2 切割參數

表3 穿孔階(jiē)段的問題和解決方案
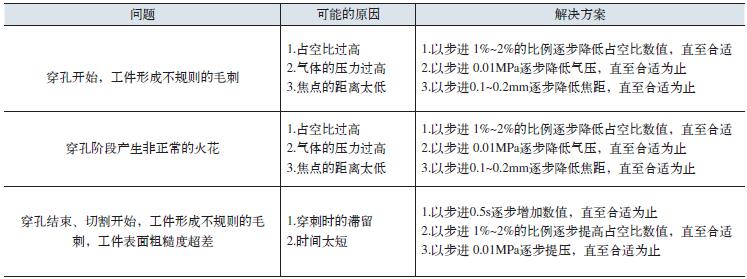
表(biǎo)4 切割階段的問題和解決(jué)方(fāng)案
5. 結語
由於五軸聯動和激光(guāng)束在加工過程中始終與工件表麵垂直的特點,所以激光切割可實現多(duō)輪試定輪廓的一次切割完成。同時由於激光切割具有切割質量好、切割速度快、曲線尺寸(cùn)容易控製、編程簡單的特點,使得激光切割(gē)的應用極大縮短了輪廓試定時間,改善了(le)汽車零件送(sòng)樣狀況。
同時我公司PEPS軟件的引進使用,解決了以往激光切割軟件使用的(de)不便,使編程(chéng)人員編製激光切割程序(xù)更加易(yì)於操作,合(hé)理避免激(jī)光頭的(de)幹涉碰撞問題,激光定位自動生成為生產車間提供了方便,改變以往塑料支架的製作,使激光夾具(jù)更利於加工和存放;同時減輕了操作人員的勞動強度。
如果您有機床行業、企業相關新(xīn)聞稿件發(fā)表,或進行資(zī)訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
州金馬")

- 2024年11月 金(jīn)屬切削機(jī)床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削(xuē)機床產量數據(jù)
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量數據
- 機械加工過程圖示
- 判斷一台加工(gōng)中心精度的幾種辦(bàn)法(fǎ)
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國(guó)的技術工人都去哪裏了?
- 機械老板做了十多(duō)年,為何(hé)還是(shì)小作坊?
- 機械行業最新自(zì)殺性營銷,害人害己!不倒閉才
- 製(zhì)造(zào)業大逃(táo)亡
- 智能(néng)時代,少談(tán)點智造,多談點製造
- 現實麵前,國人(rén)沉默。製造業的騰(téng)飛,要從機床
- 一文搞懂(dǒng)數(shù)控車(chē)床加工刀具補償功能
- 車床鑽(zuàn)孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別