


隨著工業的快速發(fā)展,電火花(huā)高精(jīng)密加工技術在特殊加(jiā)工中日趨廣泛,其中微細孔的(de)應用(yòng)尤為突出。針對加工汽車噴油嘴的高精密微細錐孔,研製出(chū)了一種高精密旋轉錐孔(kǒng)機構,以滿足高標準的排放要求,從(cóng)而實現噴油嘴的批量化電(diàn)火花加工(gōng)。
1. 結構方案的設計:
高精密旋轉加工錐孔的機構是數控電火花噴孔鑽加工機床的重要部(bù)件,為(wéi)了滿足電火花數控噴孔鑽加工噴油嘴(zuǐ)噴孔(kǒng)的錐度和圓度(dù)的精(jīng)度要求(qiú),需要電極絲以(yǐ)某一工作原點為參考點傾斜一定角度α ,並沿(yán)一回轉中心子線作(zuò)旋轉運動(dòng)進行(háng)放電加工(gōng)。當噴油嘴(zuǐ)在工作原點上方時,可以加工出正錐噴孔,噴油嘴在工作原點下方時,可以加工出倒錐噴孔(見(jiàn)圖1)。因此,該高(gāo)精密旋(xuán)轉倒錐孔機構必須具有傾(qīng)斜角(jiǎo)度(dù)、工作原點可以調節和沿一回轉中心子線作旋轉運動的功能。根據數(shù)控電火花噴孔鑽加工機床機械(xiè)的結構特點和加工錐孔的需求,設計出高精密旋轉錐孔機構(見圖2)。
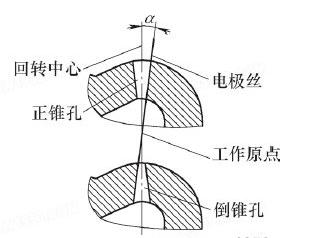
圖1:錐孔(kǒng)加工示意圖
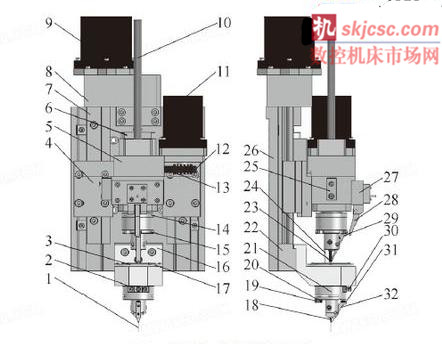
圖2:高精密旋轉錐孔機構
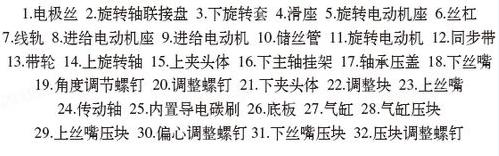
高精密旋轉錐孔機(jī)構,主要部分包括上夾頭體旋轉裝置、聯接裝置及下夾頭偏擺裝(zhuāng)置,輔助部(bù)分是上夾頭(tóu)體(tǐ)的進絲裝置(zhì)。其特征是:旋轉電動機通過帶輪帶(dài)動同步帶運動,進而通(tōng)過同步帶實現上旋轉軸(zhóu)的旋轉運動;固定在旋轉套上(shàng)的傳動(dòng)軸安裝在(zài)上夾頭體的滑孔內,下主(zhǔ)軸掛(guà)架的內側裝有陶瓷角接觸軸承,軸承壓蓋安裝在下主軸(zhóu)掛架上(shàng)將陶瓷角接觸軸承外圈(quān)預緊在下主軸掛架內部,陶瓷(cí)角接觸軸承內圈上(shàng)安裝有旋轉套,旋轉軸(zhóu)聯接盤通過螺釘和旋轉套聯接在一起,下夾頭體固定在旋轉軸聯接盤上,通過調節下夾頭體上的角度(dù)調節螺釘,進而實現下夾頭體的傾斜;和下夾頭體聯接在一起的偏心調整螺釘,與旋轉聯接盤(pán)絲(sī)母孔相配合,通過調節偏心調整螺(luó)釘,使下夾(jiá)頭體偏離中心一定的位置,下絲嘴夾持電極絲安裝在(zài)下夾頭體內,因此通過調(diào)節角度調節螺釘和偏心調整螺釘,綜合反映出工作原點的合理位置。工作原點的確定則需要用電子放大鏡在顯示(shì)器上投影來確定(dìng)(見圖3)。將加工工件放置(zhì)於工作原(yuán)點上下的相對位置,進而就可加工(gōng)出所需的錐孔。下絲嘴壓塊通過回轉銷固定在下夾頭體上,壓塊調整螺釘安裝在下絲嘴壓塊的上端,壓塊調整螺釘上端麵有一彈簧壓在下夾頭體(tǐ)上的圓孔(kǒng)內,可以調節下絲嘴夾持電極絲的鬆(sōng)緊程度。輔助進絲裝置包括:底板安裝(zhuāng)在機床體(tǐ)上,滑座通過(guò)線軌聯接在底板上,進給電動(dòng)機安裝在與底板(bǎn)固定的進給電動機座上(shàng);通過氣缸帶動氣缸壓塊,進而(ér)實現上絲嘴壓塊對(duì)上絲(sī)嘴的夾緊和鬆開(kāi);進(jìn)給電動機通過絲(sī)杠帶動滑座沿線軌上下運動配合上絲嘴對電極絲的夾緊和鬆開,從而完成進絲動(dòng)作。
圖3

圖4:樣(yàng)件
2. 加工案例:
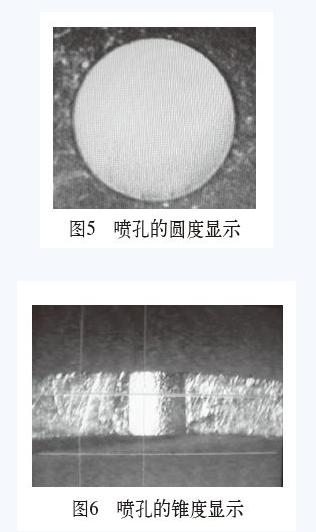
加工噴油嘴如圖4所示,該噴油嘴的材料為18CrNi8,壁厚1.2 mm;選用直(zhí)徑為0.18 mm、長度為400 mm的電極絲進行加工;對加工出的噴(pēn)孔進行了(le)放大顯示,放大倍數(shù)為300倍,可見孔的(de)圓度好,邊緣(yuán)整齊(見圖5),噴孔為所要求的倒錐孔(見圖6)。
3. 結語:
該機構加(jiā)工出的噴油嘴孔錐度和圓度符合要求(qiú),該機構結構緊湊、效率高,具有一定(dìng)的應用價值,可實現噴油嘴的批(pī)量化電火花加工。
如果您有機床行(háng)業、企業相關新聞稿(gǎo)件發表,或進(jìn)行資(zī)訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年(nián)11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數(shù)據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地(dì)區金屬切削機床產量數據
- 2024年10月(yuè) 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源(yuán)汽車(chē)產量數據
- 2028年8月 基本型乘用車(轎車)產量數據