


20世紀60年代單向慢速走絲靠模電火花線切(qiē)割機床進入(rù)我國。我們既驚奇其(qí)靠一根很細的黃銅絲,能在(zài)浸泡(pào)於煤油中的鋼工件上加工出冷衝模的凹凸模塊,同時又不滿其(qí)極低的加(jiā)工效果,每分鍾隻(zhī)能加工幾平方毫米。
70年代(dài)初期,張(zhāng)維良高工(gōng)發明了高速走(zǒu)絲機械係統,往複無限(xiàn)循環走絲,依然用的是靠模切割方式,但(dàn)加工效率立刻提升(shēng)到10幾mm2/min。在上海市(shì)科(kē)技主管的指令下,複旦大學設(shè)計了全部用分立元件構成的數控裝置,形成(chéng)了我們獨(dú)有的複旦型快走絲電(diàn)火花線切割機床,俗稱“快走絲線切割”。而後為了適用於塑料模具,我們獨立發明了錐度裝(zhuāng)置,引入了單板機控製,一直發展到今天的微機CNC控製。
在這時期,西方的(de)單向慢(màn)走絲電火花線切(qiē)割機床也從靠模切割方式發展(zhǎn)到了數控方式,俗稱(chēng)“慢走絲線切割”,也有錐度切割,也是計算機CNC控製方式。
在(zài)人們的心目中,快走絲線切割機床(chuáng)是低檔機,精度永遠在0.01~0.03 mm,表麵粗(cū)糙(cāo)度差,表麵總有黑白條紋。而進口的慢(màn)走絲通過多次切割精度可以達到2~5 μm,表麵粗糙度值可以達到0.2 μm。習慣概(gài)念上,人們認為快走絲線切割可以通過降低速度並且多次切割(gē),也能達到慢走絲一樣的精度和表麵(miàn)粗糙度,於是出了“中走絲(sī)”方法。閉環控製的中走絲電火花(huā)線切割機床在實施多(duō)次(cì)切割之後(hòu),是提高(gāo)了精度,也降低了表麵粗糙度值,但由於往複循環的走絲方式存在兩個(gè)工況,總差那(nà)麽最後一口氣。
走絲方式(shì)的總結分析
通過分析收集整理國內外不同類型的電火花線切割機床,研究分析了它們的機械構造(zào),大致可以分為如下4大類:①拋棄式單向走絲(sī)。②無限往複循環走絲。③旋(xuán)轉式無限往複循環走絲。④單向無限循環走絲。
(1)拋棄式單向走絲是國外(wài)電火花線切割機床的唯一主力走絲(sī)方式,即俗稱中(zhōng)的“慢走絲線切割(gē)”,其優點(diǎn)和缺點一樣明顯。走絲速度慢,可以用送絲滑塊,因而定位精度高,誤差幾乎為(wéi)零(líng)。在恒張力的控製下,加工表麵粗糙度質量也好。但是因(yīn)為(wéi)其走絲速度慢,放電間隙中的冷卻能(néng)力不夠,絲的損耗很大,隻能拋棄。尤其是第一次切割(gē)時更為明(míng)顯,為了能切割,隻能(néng)加高電壓,增大加工電流,此(cǐ)時間隙不穩,精度很(hěn)差。放電加工的時間利用率很高,但是效率不高,特別是不(bú)能切割大厚度的工件(jiàn)。
(2)無限往複循環走絲是我們(men)中國人自己的發(fā)明。
我國生產的快走絲電火花線切割機(jī)床無一例外(wài)都是這種走絲方式(shì)。自從張維良發明這種走(zǒu)絲方式之後,一直沿用至今。無論是快走絲還是(shì)中走絲,都是如此(cǐ)。它使用導輪定位,在往複循環下,有兩種定位工(gōng)況。因為是往複循環,走絲會來回反複,絲應力也會正反向波動。冷卻液進出口也會定時交換,工件(jiàn)表麵必然有條紋(可以是黑白相間,也可(kě)以是(shì)同色條紋,但必定都是高低(dī)相間的條(tiáo)紋)。 換向時,走(zǒu)絲暫停,因而時間利用效率低。
但因為走絲速度高,冷卻效果好,放(fàng)電效率高,特別明顯的是,它能切割高達1 m之多的大厚度工件。這(zhè)種走絲方式分成單(dān)存絲(sī)筒和雙存絲筒(tǒng)兩類(lèi),因為效果相似,所以單存絲筒方式占據了絕對多數。
(3)旋轉式往複循(xún)環走絲是中國式無限往複循環走(zǒu)絲方法中的一朵奇葩。發明人是(shì)畢業(yè)於上海交通大學的(de)楊新生博士。這也是一種雙存絲筒走(zǒu)絲方法。其特點是(shì)走絲係統圍繞著電極絲做高速旋(xuán)轉(zhuǎn),而走絲速度如同慢走絲機床一樣,可以非常地低。它的(de)出現曾經引起線(xiàn)切割界內部(bù)技術人士極大的關注與(yǔ)轟動。人們一度認(rèn)為這可(kě)能是中國式電火(huǒ)花線切(qiē)割走(zǒu)向精密化的(de)方向,因為人們天然地認為走絲速度低(dī),容易精度高。由於種種(zhǒng)原因(地(dì)區加工能力不足及資(zī)金短缺等),這種方法沒有出現人們期待中認為它應該走到的輝煌。所以無從進一步評價。
(4)單向無限循(xún)環(huán)走(zǒu)絲(sī),這是中國電(diàn)火花線切割界中高端(duān)技術人士夢寐以求的(de)走絲方式。幾十年來的經驗(yàn)告訴我們,這是中國式快走絲電火花線切割機床走向高(gāo)端精密化(huà)的必由之路。現在我們已經成功發(fā)明了這種走絲方式,並且已經申請了發明專利。
單向無限循環走絲方法兼顧采用了第一種單向慢走絲和第二種往複循環快走絲(sī)的長處,努力避(bì)免(miǎn)了它(tā)們的缺(quē)點,因而有非常明顯的特點。它可以無限循環地使用電極(jí)絲,從而加工(gōng)時間(jiān)利用效率高,不需有往複循環(huán)那樣的換向停息時間。它又是單向無限循環,走絲速度無級可調,它(tā)既可以像快走絲那樣有超過10 m/min的走絲速度,也可以像慢(màn)走絲一樣慢(màn)到每秒幾毫米。因為單向走絲,所以可以穩定地實施(shī)單一的(de)恒張力控製,定位非常穩定,加(jiā)工精度很高,而且冷卻進出水口(kǒu)一(yī)致不變,表麵粗糙(cāo)度值也(yě)低,從而不會出現黑白相(xiàng)間高低相間的條紋。
單向無限循環走絲方式的創新理(lǐ)念
單向無限循環走絲方法及構(gòu)造是一種創新發(fā)明。它(tā)的存在(zài)有其明確的技術特征。這種技術特征有兩點:第一,因為無限(xiàn)循環電極絲(sī)的頭尾兩端相聯,必須能簡便快速地進行正確而精致的(de)對接(jiē);第二,電極絲必定(dìng)能從存絲筒的一端進入存絲筒的筒體上,通過機械合理與精確的運(yùn)行,從(cóng)存絲筒的另一端出來,通過導輪進(jìn)入加工區,再通過導輪回到存絲筒的進入口,從而完(wán)成周而複始的生生不息的無限循環。
第一個(gè)特征,人們很容易理解。人(rén)們(men)可以利用激光束(shù)電(diàn)子束離子束對金屬絲(sī)進行焊接。我(wǒ)們曾經嚐試使用電阻焊,因為加工使用的電極絲是一個短路(lù)環,使用困難。第一種方法:在使用激光離子電(diàn)子進行束焊接時,我(wǒ)們在(zài)保護氣氛中把頭尾兩端各燒熔成一(yī)個小熔(róng)球(qiú),再迅速對(duì)接在一起冷凝,這樣電極絲(sī)兩端通過熔球相連在一起,有很好的物理性質。這時隻要用線切割電(diàn)源(yuán)進行電火花磨削,磨掉小球,使電極絲直徑一致。第二種辦法:我們認真地加(jiā)工電極(jí)絲(sī)的兩端,使其具有特別形態(tài),然後在保護氣氛中燒熔兩端極(jí)薄的(de)一(yī)層,快速對接冷凝,這時電極絲直(zhí)徑前後一致。雖然電(diàn)極絲拉應力有點下降,但我們鍾情於後(hòu)一種方法。兩種(zhǒng)方法均需要一個精致的機構(發明專利)。
第二個特征,理解要花一定的精力。人們習慣理解的存絲筒(tǒng)是一個像快走絲(sī)一樣的剛性的圓筒體。這種快走絲的圓筒上繞著許多圈電(diàn)極(jí)絲,電極絲與存絲筒的表麵在加工(gōng)運行中處於相對(duì)靜止的位置。這種相對(duì)靜止的狀態必定導致運動時的往複循環,因為(wéi)電極絲必定有走到盡頭的(de)時候(hòu),隻能反過來倒走回去,由此往複循環(huán)。
為了理解我們的發明,可(kě)以想象一下,是否可能(néng)存在著這樣一個可(kě)任意(yì)變形的“柔性筒體”,它(tā)有內外兩個麵,而(ér)且是內外兩麵柔性相(xiàng)連接的,外麵不僅可以沿著存絲筒軸心線方向運動,而且還可(kě)以柔性地轉(zhuǎn)到裏麵,裏麵同樣可以轉到外麵。這樣的“柔(róu)性存絲筒”在繞著軸心線旋轉時,“柔性存絲筒”
由(yóu)外連續不斷向內轉換時,可以使電極絲從(cóng)一端運動向另一端。當電極(jí)絲頭尾相連時,可以達到單(dān)向無限循環(huán)的結果(見附圖)。
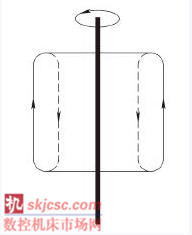
柔性存絲筒原理(lǐ)簡圖
這種想象中存在的“柔性(xìng)筒體”在實(shí)現時可以有幾組相(xiàng)同的機械結構組合而成,並且完成這種“柔性筒體”的功能。
單向無限循環走絲中(zhōng)的存絲筒(tǒng)分成軸輥和(hé)環帶(dài)兩大類,有多種(zhǒng)不同類型組合的機構都能完成“柔性存絲筒”的功能。軸輥類需要像快走絲一樣的上絲機構,而環(huán)帶類儲存運行上絲均自己完成。這些機構都能完成電極絲在“存絲筒”上存儲和運行,電極絲從“存絲筒”的一端存運(yùn)到另一端,通過導輪到達加工(gōng)區,再通過導輪返回“存絲筒”,周而(ér)複始單向無限循(xún)環。限於篇幅,在此不再贅述。
單向無限循環走絲有其明顯的特征性優點:①提高(gāo)時間利用率,以上海特略公司的中(zhōng)走絲(sī)機床為例,存絲筒滿筒或半筒(tǒng)時候(hòu)的時間利用效率(lǜ)提高5%~10%。②提高表麵質量,快走絲與中走絲進出冷卻水口交換造成的高低條(tiáo)紋不平(píng)從(cóng)0.020~0.002 mm降(jiàng)到理論上的零。③提高加工精度,單向運行機製(zhì)可平穩張力,有利於定位,沒有往複走絲的電極絲扭張力(lì)跳變(biàn)驅動導輪二次偏動,導(dǎo)輪定位誤差從0.01~0.02 mm,降(jiàng)到理論上的零(líng)。④單向(xiàng)運行機製有利於平穩放電壓,有利於進給,穩定(dìng)電極絲應(yīng)力變化,有(yǒu)利於提(tí)高行走進給效率。
我國從事電火花線切割的工作者,早(zǎo)就知道慢走絲第(dì)一次加工(gōng)後精度(dù)比不上往複循環快走絲加(jiā)工的精度。
那麽有了單向無限循環(huán)走絲的電火花線切割,在既定的加工精度及(jí)粗糙度之下,還需要多次切割嗎?進口的慢走絲電火花機床,需要3~5次切割(gē)的精度與表麵粗糙度,我們一次就可以完成,至多兩次。這是多麽美好的中國夢啊!中國式的快走絲電火花線切割機床,從此可以以高端精密化的姿態走向世界(jiè)。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬切(qiē)削機床產量數據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據(jù)
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬(shǔ)切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能(néng)源汽車銷量情況
- 2024年8月 新能源汽(qì)車(chē)產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加工過(guò)程圖示
- 判斷一台加工中心(xīn)精度的幾種(zhǒng)辦法
- 中走絲線切割(gē)機床的發展(zhǎn)趨勢
- 國產數控係統和數控機床何去何從?
- 中國的(de)技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械(xiè)行業最新自殺性營銷,害人害己!不倒閉才(cái)
- 製(zhì)造業大(dà)逃(táo)亡
- 智能時(shí)代,少(shǎo)談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰(téng)飛,要(yào)從機床
- 一文搞懂數控車(chē)床加工刀具補償功能
- 車床鑽孔攻螺紋加工(gōng)方法及工(gōng)裝設計
- 傳(chuán)統鑽削與螺旋銑孔加工工藝(yì)的區別