


YK7380A數控成形砂輪磨齒機研發與(yǔ)應用
2020-12-18 來源:秦川(chuān)機床工(gōng)具集團股份公司 作(zuò)者:黃亞超 樊利軍
一、概述
隨著海洋工程、艦船、機車、風電、軍工等行業快速發展,對大規格傳動齒輪精密、高效磨削加工關鍵設備的需求日益增大,傳統(tǒng)采用展成法磨削,效率和精度難以滿足要求。秦川機床工具集團股份公司研製的(de)YK7380A磨齒機(如圖1所示),采用成(chéng)形法磨削,精度達到國標GB/T10095.1-2008 3級以上,效率(lǜ)顯著提高。機床(chuáng)突破的關鍵技術包(bāo)括:高剛性、高精度、高可靠性設計技術;機床熱變形控製技術;機床磨削專家係(xì)統開發;機(jī)床在機測量與綜合誤差補償技術開發;機床無附加傳感器檢測預警和故障診(zhěn)斷技術等。YK7380A磨齒機所達到的較高技(jì)術水平,對提升(shēng)我國高端裝備製造業(yè)水平(píng),滿足國家(jiā)戰略和國防(fáng)需求具有(yǒu)重要意義。

圖1 YK7380A數控成形砂輪磨齒機
YK7380A磨齒機最大加工直徑φ800mm,模數35mm。機床為(wéi)全閉環(huán)控製,可對磨削工件齒形、齒向任意形狀修形,並通(tōng)過集成內置砂輪動平衡係統中的AE功能對砂輪(lún)修整及工件磨削實(shí)時監測。機床操作界麵為人機對話式,操作簡單,通過輸入磨削齒輪基本參數(shù)即可自動生成成形砂輪截形修整(zhěng)和機床循環動作執行程序,完成工件自動循環磨削(xuē)。機床磨削循環自(zì)動化程度高,具有自動對刀、工件自動檢測、自動(dòng)誤差校正、遠程故障診(zhěn)斷等功能(néng)。
秦川機床通過(guò)對比境內外Ф800mm規格磨齒機,吸取先進的數控成形砂輪磨齒機(jī)發展趨勢和技術特點,並依據客(kè)戶提出的性能要求,在機床設計、加工、製造、試驗、檢測等(děng)核心技術層麵展開攻關,使機床的設計製造技術水平、工作精度、效(xiào)率、可靠性等與境(jìng)外(wài)同類機床相當,機床磨(mó)削精(jīng)度達到GB/T10095.1-2008 3級以上,能夠替代進口,機床售價卻(què)遠(yuǎn)低於境外同類產品,具有較高的性價(jià)比優勢和市場競爭力(lì)。
二、產品性能介紹
YK7380A數控成形砂輪磨齒機采用最新成形砂輪磨齒機設計理念,是一款(kuǎn)集機械、電(diàn)氣、液壓(yā)、自動化技術、伺服控製技術、精密測量技術、計算(suàn)機軟件技術等多種學科技術於一(yī)體(tǐ)的複雜高檔數控機床,可加工直(斜)漸開線齒輪及其他任意齒形,如擺線(xiàn)齒輪,圓弧齒輪等,具有高效率、高精度、高可靠性等特點。
1. 高效率
采用成(chéng)形磨削,砂輪與(yǔ)齒輪為線接觸,磨除率高;機床配(pèi)置高壓大流量冷卻裝(zhuāng)置,適應大功率、大切深磨削(xuē)加工,減(jiǎn)少粗磨循環(huán)次數,提高(gāo)機床磨削效率,是傳統(tǒng)機床效率的3-5倍。
2. 高精度
采用數字伺(sì)服係統,選用高精度光柵尺(chǐ),全閉環控製,運動平穩,無衝擊,實現了很高的運動精度;磨削專家係統具有誤差校正功能,可補償磨削加工誤差,提高機床磨削精度。
3. 高可靠性
采用高剛性設計保證機床較高的幾何精度;機床熱關鍵點布置冷卻噴淋、溫機控(kòng)製等(děng)措(cuò)施以(yǐ)保證機(jī)床(chuáng)熱穩定狀態;機床配置溫度(dù)、壓力、流(liú)量、振動等多種傳感器,對機床工作狀態實時進行監控,保證(zhèng)機床高可靠性和穩定性。
三、新技術應(yīng)用情況
1. 大規(guī)格數控成形磨齒機設計製造技術
(1)模塊(kuài)化設計技術(shù)
機床采用(yòng)立式結構,模塊化設(shè)計,縮短開發周期,提高(gāo)機床可靠性。機床主要包括床身(shēn)、立柱、工作台(tái)、工件立柱、滑(huá)板、修整器、磨具等部件,機床布局如圖2所示。
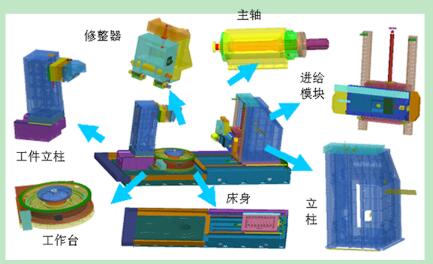
圖2 YK7380A磨齒機模塊布局圖
(2)高剛性(xìng)設(shè)計製造
成形磨削載(zǎi)荷大,對機床剛性要求高。在設計中對機床整機及關鍵零部件進行(háng)有限元分析、結構優化,保證(zhèng)機床高剛度;對關(guān)鍵零部件進行模態實(shí)驗分析(xī),使機床固有頻率遠高於磨(mó)削時的激振頻率;對關鍵結合麵進行精密刮削,保證接觸剛度(dù)。
(3)大型磨齒機熱特性控製技(jì)術
大型磨齒機工作過程(chéng)中,在內外熱源共同作用下產生熱變形,影響工件與砂輪(lún)間(jiān)相對位置,造成齒輪加工精度(dù)降低。研究表明,精密(mì)加(jiā)工中,由(yóu)熱變(biàn)形引(yǐn)起的加工誤差所占比例達40%-70%,因此,減小熱變形及盡快使機床(chuáng)達到熱平衡對提高加工精度和(hé)穩定性至關重要。
為此采取的主要方法有:
①機床熱對稱設計及冷卻流道優化。通過有限元分析機床(chuáng)熱變形(xíng)情況,優化機(jī)床布局,采用熱(rè)對稱(chēng)結構,優化床身流道設計,增加床身周圍冷卻液流動,使溫度分布更加均勻(yún),提高機床熱特性。
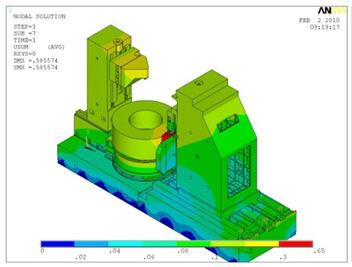
圖3 磨齒機整機溫度場雲圖
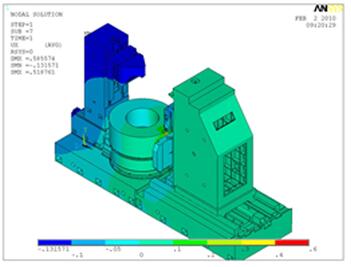
圖4 改進流道後整機變形雲圖
②等溫磨削控製技術。實時檢測機床(chuáng)內部及外圍環境溫度(dù),自動調節磨削冷卻液溫度,使機床內部溫度與環境溫度差保持在穩定範圍內,減小熱變(biàn)形引(yǐn)起的誤(wù)差,實現(xiàn)機床工作過程變形最小,滿足高精度磨削要求。
(4)靜壓導(dǎo)軌和靜壓(yā)軸承設計製造技術(shù)。采用(yòng)閉式靜壓導軌,解決直線導軌大負載情況下出現爬行和滯後,直線軸重複定位精(jīng)度達(dá)到0.002mm,回轉軸定位精度達到±3角秒(miǎo),機床最(zuì)大承載2t,滿足產品設計要求。
(5)複合(hé)材料應用。機床裝配過程中,幾何精度調整需要(yào)多次修刮導軌結合麵,大型機床結(jié)合麵修刮時大件的起(qǐ)吊、翻身、刮研工作量非常大,采用新型複合材料,實現機床(chuáng)導軌(guǐ)精度一次定型,就能滿足精度要求,減少裝配工作量,提高(gāo)機床裝配精度。
2. 磨削專家係統開發
磨削專(zhuān)家係(xì)統是成形砂輪磨齒機最為核心的軟件係統,解決(jué)了機(jī)床操作人員機下繁瑣計算程序編製,可根據用戶磨削工件要求推薦磨削工(gōng)藝,供用戶選擇多種形式的磨削(xuē)方法、砂輪修整方法,自動生成機床加(jiā)工(gōng)程序,指導用戶進行精密、高(gāo)效磨削,提高了機床加工效(xiào)率。
主要功能模塊包(bāo)含以(yǐ)下幾(jǐ)項:
(1)基於工(gōng)作狀態下齧合誤差優化的齒(chǐ)廓修形
齒輪箱齒輪由於加工、裝配誤差、受載變形等產生邊緣接觸,形成應力集中(zhōng),對傳動平(píng)穩性和壽命產生很大影響,因此需對齒廓(kuò)進行精確修形,減少邊緣接觸和應力集中。機床采用成形磨削,可通過全閉(bì)環伺服軸精確插補對齒輪廓形修形,實現齒廓精確三維修(xiū)形。
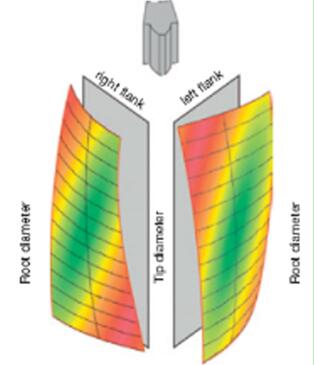
圖5 齒廓修形三維圖形
(2)齒麵扭(niǔ)曲控製技(jì)術
磨削斜齒輪時(shí),砂輪(lún)與齒麵的接觸(chù)線為一條空間曲線,需調整砂輪和(hé)工件的軸交角,改變接觸線(xiàn)相對位置,避免砂輪與齒麵兩側接(jiē)觸線不是同時脫離齒麵,受力不均,出現讓刀,造成齒麵扭曲。機床開發的齒麵扭曲控製技術,根據工件參(cān)數,自動優化調整砂輪軸交角,改變接觸線相對位置,改(gǎi)善齒麵扭曲。
(3)工件表麵質(zhì)量磨(mó)削控製技術
對大(dà)型齒輪磨削工藝進行研究,采集、分析高效磨齒工藝數據,建立工藝參數數據庫,對不同材料、不同熱(rè)處理要求齒輪都能找到適用(yòng)的磨削工藝參數供用戶選擇。工藝參數主(zhǔ)要包括砂(shā)輪的磨料、粒度、修整進刀量、磨削進刀(dāo)速度、冷卻液流量和壓力等,指導用戶實現精密、高效磨削,消除(chú)磨削燒傷和裂(liè)紋,提高磨削效率。
(4)磨削狀態智能監控
經過二次(cì)開發,砂輪主軸集成的AE(聲發(fā)射)裝(zhuāng)置,可實現磨削工件自動對刀、餘量自動分配、磨削過程及砂輪磨損狀況實時監(jiān)測,控製砂輪自動修整,保持砂輪鋒利,保證磨削質量。AE的防碰撞保護功能,可以在發(fā)生(shēng)啃刀(dāo)或偏磨時,機(jī)床執行緊急回退功能,保護工件(jiàn)和設備安全。
3. 在機檢測與綜合誤差補償技術
(1)在機測量技術
大型齒輪質量較大,齒輪拆卸、送檢不方便,機下測量費時費力,在機床上(shàng)配置在機測量功能十分必要(yào)。機床在機測量(liàng)功能利用機床數控軸,對齒輪進行測量,測量數據再回傳(chuán)磨削專家(jiā)係(xì)統,和設(shè)定的(de)目標對比,自動(dòng)調整機床加工參數(shù),實現閉環控製下的精密磨削。
機床在機測量係統主(zhǔ)要對齒輪齒形、齒向、齒距及齒距累積總(zǒng)偏差進行測量。
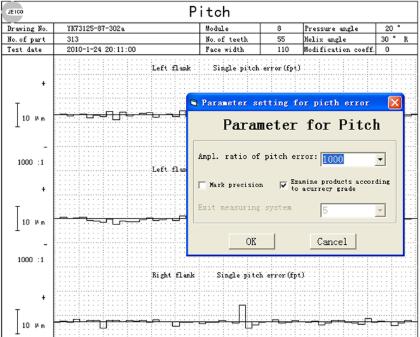
圖6 機床在機測(cè)量報告
(2)機床綜合(hé)誤差測試補償技術
利(lì)用激光跟(gēn)蹤儀對機床(chuáng)伺服軸各項誤差進行測量,建立機床空間誤差模型,應用數(shù)控係統的動態操作功(gōng)能,對軸(zhóu)間誤差進行補償。利用自行開發的(de)傳動鏈誤差測試儀對(duì)機床單軸(zhóu)運動誤差、多軸聯動誤差、插(chā)補誤差進行測量分(fèn)析,調整機(jī)床參數,達到最佳補償效果。

圖7 機床綜(zōng)合誤差補償現場測(cè)試
4.機床工作狀態監測、預警及故障(zhàng)診斷技術應用
(1)機床無附(fù)加傳感器(qì)監測與預(yù)警
通過(guò)機(jī)床數控係統內置的位置、速度、扭(niǔ)矩、電流、電壓等接口,獲取機床動態(tài)響應信號(hào),提取機床(chuáng)進給(gěi)係統(tǒng)早期微弱故障(zhàng)特征(zhēng),對動態誤差和各種振動量進行實時監測。當誤差趨勢開始(shǐ)變大,故障征兆(zhào)開始出現時,及時對機床故障進行預警處理,提高機床的穩定性和可靠性。
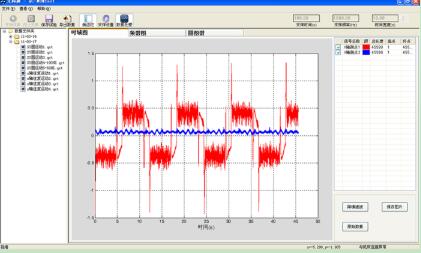
圖8 YK7380A磨齒機故障診斷軟件界(jiè)麵(miàn)
(2)遠程故障診斷技術應(yīng)用
機床遠(yuǎn)程診斷功能實現了外部計算機與(yǔ)機床工控機之間的遠程控製,以便對機床進行故障診斷、參數更改等(děng)在線操作(zuò)。當客(kè)戶機床出現故障時,維修人員不用到現場就可以處理機床故障,縮短了機床維修時間,提高了機床(chuáng)工作效率,機床用戶(hù)服務更加方便快捷。
四、成(chéng)果應用及市場前景
對於YK7380A數控(kòng)成形砂輪磨齒機的研(yán)發成(chéng)功,用戶給予(yǔ)了很高的評價,認(rèn)為該機床加工精度高、性能(néng)穩(wěn)定、故障率低,磨削(xuē)精度和磨削效率達到(dào)了國外(wài)同類磨齒機(jī)水平。公司根據不同行業、不同用戶的需求定製方案,積極拓展產品應用領域,使該產品獲得較(jiào)高(gāo)的市場份額,取得了良好的(de)經濟和社會效益。隨著國內市場對中大規格高效、高精度數控磨齒機裝備的需求不斷提升,對該(gāi)類產品的數(shù)量、質量和技術水平等各方麵都提出了更(gèng)高要求,大型磨齒機的市場需求將隨之擴大,YK7380A磨齒機將迎來廣闊的市場前景,同時將對我國磨齒機(jī)向更大規格、更(gèng)高精度、更高效率(lǜ)方向發展提供有(yǒu)力支撐,提升我國此類高端數控裝備的製(zhì)造水平。
投稿箱(xiāng):
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作(zuò),歡迎聯係本網編(biān)輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作(zuò),歡迎聯係本網編(biān)輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息
金馬")
業(yè)界視點
| 更多

行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地(dì)區金屬(shǔ)切削機床(chuáng)產量數據
- 2024年11月(yuè) 軸承(chéng)出口情況
- 2024年(nián)11月 基本型乘用車(轎車(chē))產量數據
- 2024年(nián)11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸承出(chū)口情況
- 2024年(nián)10月 分地區金屬切削機(jī)床產量數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本(běn)型乘用(yòng)車(轎車)產量數據
博文選萃(cuì)
| 更(gèng)多