


數控全自動衝(chōng)擊試樣 U形缺口加工係統的設計、製(zhì)造及應用
2020-9-24 來源(yuán): 中航飛機股份(fèn)有限公司長沙起落(luò)架分(fèn)公司 作(zuò)者:肖文,駱軍輝,翟光(guāng)耀,胡建雄,韓(hán)金軍
摘要: 材料力學性能中的衝擊試驗對缺口的幾何形狀、尺寸、粗糙度都有嚴格要求,受到設備及技術條(tiáo)件(jiàn)的限製,現有技(jì)術加工出的衝擊試樣試驗衝擊值和材料(liào)的真實衝擊性能有一定(dìng)的差距,主要缺口的幾何形狀、尺(chǐ)寸、粗糙度及(jí)加工損傷幾(jǐ)個方麵因(yīn)素所(suǒ)致。設計(jì)、製造的數控衝擊試樣 U 形(xíng)缺(quē)口(kǒu)加(jiā)工係統集數控砂輪修整裝置和數控磨床為一體,衝擊試樣缺口加工(gōng)自動化程度高,可(kě)在缺口磨削的同(tóng)時對砂輪(lún)進(jìn)行多次動態修整,微米級的砂輪修整及缺口磨削保證缺口尺寸、粗糙度和近於無損加工缺口,使得試驗衝擊值最大(dà)限度地接近材料的真(zhēn)實衝擊性能。
關鍵詞: U 形缺口; 數控砂輪修整; 無損加工; 衝擊性能
衝擊性能是材料力學性能重要指標之一,材料衝擊性能的試驗[1]值與真實值間的差異(yì)取決於試樣加(jiā)工狀態和試驗過程,試樣加工的難點(diǎn)是缺口加工,缺口加(jiā)工外在質量體現在缺口形狀、公差尺寸(cùn)、粗糙(cāo)度、加工損傷程度幾個方麵,內在質量體現在衝擊性能的試驗值與(yǔ)真(zhēn)實值間(jiān)的差異大小。
對超高強度(dù)鋼材料,砂輪磨削缺口成型方法一次可加工多個試樣,砂輪(lún)磨削的表麵粗糙(cāo)度和形狀規則度較好,是目(mù)前衝(chōng)擊試樣缺口加工的首選方法,但是存在砂輪修整技術難題,砂輪修整程度達不到精確量化(huà),中途修整過程繁瑣,U 形缺口(kǒu)整體加工(gōng)效果不理想。
1 、數控(kòng)全自動衝擊式樣 U 形缺口加工
係統(tǒng)的設計特製(zhì) 200 × 2 × 32 超細粒度砂輪片,通過特殊磨(mó)削工藝進行衝擊試樣 U 形缺口(kǒu)加工,加工後的缺口粗糙度達到 Ra0. 2。數控砂輪修整(zhěng)裝置與數控磨床(chuáng)一體化設計(jì)的數控全自動衝擊試樣 U 形缺口加工係統(tǒng),可同時進行砂輪修整與缺口磨削。
對砂輪修整及缺口加工過程進行(háng)試驗數據分析,優化機(jī)器參數(shù)設置,編(biān)製加工程序( 砂輪(lún)修整程序、衝擊試樣 U 形缺口磨削加工程(chéng)序(xù)) ,實(shí)現砂輪修整(zhěng)與缺口加工的全自動化操作。
1. 1 數控全(quán)自動衝擊試(shì)樣 U 形缺口加工係統結構
數控全自動衝擊試樣 U 形缺(quē)口加(jiā)工係統結構圖及實物分別如圖 1、圖 2 所示。
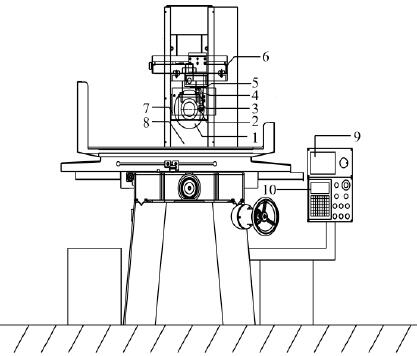
1—特製砂輪片; 2—金剛(gāng)石筆坐; 3—金剛石(shí)筆; 4—金剛石筆架;
5—伺服電機驅動 Z 軸旋轉平台; 6—伺(sì)服電機驅動 X 軸(zhóu)移動
平台; 7—砂輪(lún)防護罩; 8—平麵磨床;
9—輪修整裝置控製係統; 10—磨(mó)床控製係統
圖 1 數控全自動衝擊試樣 U 形缺口加工係統結構

圖 2 數(shù)控全自動衝(chōng)擊式(shì)樣 U 形缺口加工係統
1. 2 工作原理
衝擊試樣 U 形(xíng)缺口加工係統分為兩個(gè)相互獨立的子係統: 砂輪修整係統和磨床加工係統,工作模式(shì)也可(kě)分為兩種: 同(tóng)步式( 見圖 3) 和交替式( 見圖 4) 。同(tóng)步式是指在缺口磨削和砂輪(lún)修整同時進行,交替式是指缺口磨削和砂輪修整交替進行,即缺(quē)口磨削(xuē)時砂輪不修整,砂輪修整時缺口不磨削,這兩種工作模式的選擇可(kě)根據試樣的數量和材質來確定,如(rú)對鋼製件試樣,砂輪(lún)磨損量小(xiǎo)可采用同步式(shì),對(duì)鈦(tài)合金等砂(shā)輪磨損量大,可采用交替式,全(quán)自動模式指的是同步式。
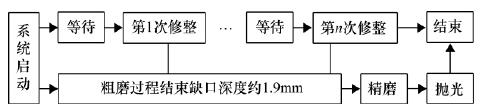
圖 3 衝擊試樣 U 形缺口(kǒu)加工係統同步工作模式
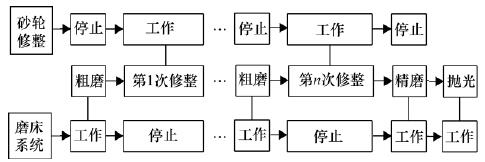
圖 4 衝擊試樣(yàng) U 形(xíng)缺口加工係統交替工作模式
2 、應用
2. 1 數控全自動衝(chōng)擊式樣 U 形缺口加工(gōng)係統可對砂
輪進行(háng)微米級的動態修整,磨削出的衝擊式(shì)樣 U 形缺(quē)口(kǒu)形(xíng)狀好,見圖 5; 人工加工缺口由於砂輪的磨損如(rú)不及時(shí)修整就會形成不規則的(de)缺口形狀,見圖(tú) 6。對衝擊試樣缺口加工而言人工修整砂輪費時費力,缺口(kǒu)磨削過程中需多次停機進行砂輪修整,修整過程又需(xū)反複將砂輪與修整器和缺口進行位置對中,整個加工(gōng)過程有一點做不到位都會影響缺口加工質量。
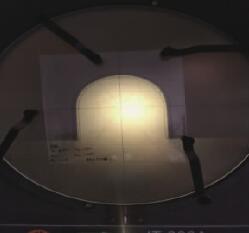
圖 5 係統加工缺口

圖 6 人工加工缺口
2. 2 係統在缺口磨(mó)削的(de)不同階段按程序依次進行粗
磨( 砂輪進給量 3 μm) 、精磨( 砂輪進(jìn)給量 1 μm) 和拋光( 砂(shā)輪進給量為 0) ,結合超細的砂輪(lún)粒度,加工的缺(quē)口(kǒu)粗糙鍍可達到 Ra0. 2,無需單獨增加研磨工(gōng)序,避免了對衝擊試樣缺口的二次破壞。
2. 3 係統在動態保證磨粒鋒銳度和在(zài)冷卻(què)液(yè)下的微進給磨削極(jí)大地降低了(le)材料的損傷程度,粗(cū)磨砂輪進給量 3 μm,精(jīng)磨砂輪進給量 1 μm,
2. 4 數控全(quán)自動衝擊式樣 U 形缺口(kǒu)加(jiā)工係(xì)統加工的衝擊試樣缺口(kǒu)具有形狀公差尺寸小、粗糙度低和近似於無損(sǔn)的加工效果,對超高強度 300M 這類對缺口(kǒu)狀態比較敏感的材料衝擊試驗(yàn)值提高較大(dà),取同爐批次300M 分兩組進行加工,試驗對比數據見表 1。
表 1 超高強度 300M 鋼衝擊試驗數據對比( 單位 J)
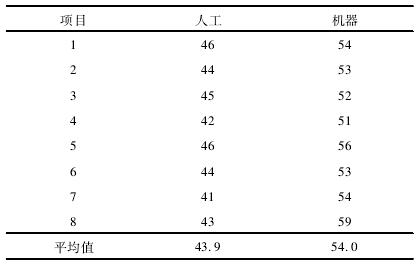
從表 1 可以看出 ,數控全自動衝擊試樣 U 形缺口加工係統加工的試樣比人工模式加(jiā)工試樣的(de)衝擊(jī)值提高 23% 。
無論人(rén)工模(mó)式或機器模式加工衝擊式樣缺口都不會改變材料(liào)本身的衝擊值(zhí),材料衝擊性能是材料的固有屬性,試驗衝擊(jī)值與材料固有衝擊性能的差異與試樣的加工質量和試驗過程有關,缺口加工質量體現在缺口的形狀、粗糙度及材料加工損傷程度幾個(gè)方麵,缺口加工質(zhì)量不(bú)高會導致試驗衝擊值下降,偏離材料本身的衝擊性能,特別(bié)是對缺口質(zhì)量敏感度高的超高(gāo)強度 300M 鋼而言,缺口加(jiā)工質量越好,試驗衝擊值就越接近材料本身的(de)衝擊性(xìng)能,反之就會造成衝擊(jī)值與材料本身的衝(chōng)擊性能偏離(lí)度過大。
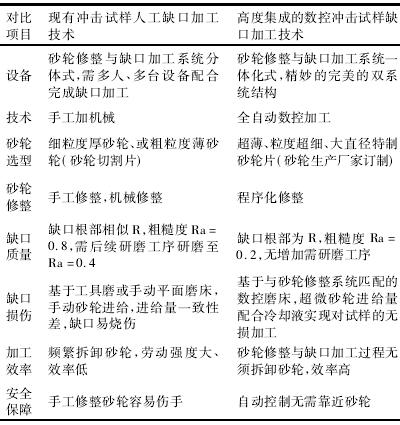
2. 5 數(shù)控全自動衝擊式樣 U 形缺口加工係統對比人工優(yōu)勢見表(biǎo) 2。
表 2 係統加工與人工加工缺口對比
3 、結論
衝(chōng)擊試樣 U 形缺(quē)口加工質量三要(yào)素: 缺口形狀、粗糙(cāo)度、加工損傷,數控全自動(dòng)衝(chōng)擊試樣 U 形缺(quē)口加工係統的動態砂輪修整可保證砂輪始終處於最佳的形狀(zhuàng)與磨(mó)粒鋒銳度,配(pèi)合數(shù)控磨床在冷卻液下的微進給磨削,保證缺(quē)口形狀、粗糙度的同時最大限度的降低加工損傷,從而使試驗衝擊(jī)值大幅提高而更接近(jìn)材料的衝擊性能。
投稿箱:
如果(guǒ)您有機床行業、企業(yè)相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床行業、企業(yè)相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
馬")
業界視點
| 更(gèng)多
查")
行業數(shù)據
| 更多
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金(jīn)屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本型乘(chéng)用車(轎車)產(chǎn)量數(shù)據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據