


淺談槍鑽在普通鏜床深(shēn)孔加工中的運用
2018-7-30 來源: 湖北三峽職(zhí)業技術學院 作(zuò)者:許穎
摘要 :通過試驗進行分析(xī)研究,將槍鑽技術(shù)運用到普通鏜床對單(dān)件小批量產品中(zhōng)的(de)深孔進行加工,采用(yòng)適當的加工工藝,在保(bǎo)證深孔(kǒng)加(jiā)工(gōng)精度的(de)同時,提高了(le)生產率(lǜ),節(jiē)約了生(shēng)產成(chéng)本。
關鍵詞(cí) :槍鑽 ;鏜床 ;深孔加工
0 引言
目前,帶有小(xiǎo)直徑深孔的產品數量越來越多,而(ér)深孔加工是機械加工中的一道難題,尤其是細長孔的加工。由(yóu)於刀具細長,不僅加工精度低,表麵(miàn)粗糙(cāo)度差,而(ér)且散熱困難,排屑不易,因此導致操作勞動強度大,質量難以保證(zhèng)。
因(yīn)為(wéi)在生產過程中(zhōng)經常會有單件小批量的產品,會有一些精度要求較(jiào)高的細長孔,所以對細長孔加工工藝(yì)的製定和實施是保證產品加工質量的關鍵,特別是針(zhēn)對此次需要加工的小批量產品中存在的直徑為(wéi) 8mm,而深度達到 290mm 的(de)細長孔。
1 、加工刀具的選擇(zé)
1.1 麻花鑽的運用
麻花鑽是孔加工刀具中應(yīng)用最廣的刀具,可以被(bèi)夾持在手(shǒu)動、電動的手持式鑽孔工(gōng)具或鑽床、銑床、車床乃至加工中心上使用。傳統上小直徑(jìng)深孔加工主要(yào)采用接長麻花鑽。
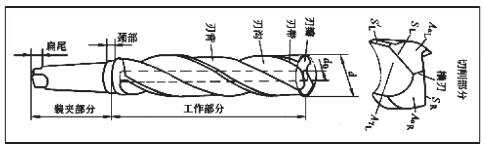
圖 1 麻花鑽結構示意圖
如圖所示,麻花鑽由工作部分、頸部及柄部三部分組成,結構簡單,刃麿方(fāng)便,但切削難以排出,熱量又不能及時散發等諸多加(jiā)工過程中呈現的問(wèn)題也使麻花鑽的使用存在了一定的局限性,尤其在深(shēn)孔加工中,這些問(wèn)題更為突出。另外,使用麻花鑽加(jiā)工的孔形位誤差較大、孔的精度低、加工後的表麵粗糙度差也是難以解(jiě)決的問題.
1.2 槍鑽的運用
槍鑽是一種有效的深孔加工刀具,其加工範圍(wéi)很廣,可以涉及從玻璃纖維等塑料到高(gāo)強度(dù)合金的深孔加(jiā)工。在公差和表麵粗糙度(dù)要求較嚴的深孔(kǒng)加工中,槍鑽可保(bǎo)證孔的尺寸精度、位置精度和直線度。
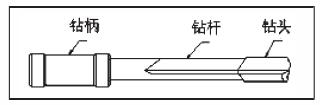
圖 2 槍鑽結構示意圖
如圖所示,鑽頭是整個槍鑽的關鍵部分,其獨特的結構可以保證在完成切削工作的同時還起到自導向的作用(yòng),可以通過一次貫穿得到一個(gè)高精(jīng)度的深(shēn)孔。為(wéi)了更好地對比槍鑽與麻花鑽在孔加工過程中的參數,我們選擇的試樣為 45# 鋼,直徑為 φ11 深300 的孔,對比結果如表 1 所示。
表 1 麻花鑽與槍鑽加工孔的主(zhǔ)要(yào)參數(shù)對照表(試樣:45#鋼 φ11×300孔)
由以上試驗可以看出在孔加(jiā)工過程中,槍鑽比麻花鑽(zuàn)有明顯的優(yōu)勢,特別在(zài)深孔加工中這個(gè)優勢會更加突出。槍鑽加工屬於半精加(jiā)工,孔各個方麵的精度都會有比較大的提升,一般不會產生毛刺。最大的優勢在於中途不(bú)用退刀,一次(cì)性加工完(wán)成,所以效率高(gāo)。槍鑽能夠加工的深度比麻花(huā)鑽深很多,但也因為排屑的問題,需(xū)要機床有很高的內(nèi)冷壓力。
2、 加工設備的選擇
利(lì)用簡單的工藝裝備,對中小型工廠企業 、個體加工者(zhě)有著較高的實用價(jià)值,因此對許多(duō)細長孔的加工,經濟(jì)實用的普通(tōng)車床是首選。而對於此次加工的產品,由於整體尺(chǐ)寸偏大,孔精度(dù)要(yào)求高,車床的(de)加工受到了限製,於是結合實際情況進行綜合考慮,我們選擇了普通(tōng)鏜床做為加工的設備。
臥式鏜床是鏜(táng)床中應用最廣泛的(de)一種,它主要是孔加工,鏜孔精度可達 IT7,表麵粗糙度可以達到 Ra1.6 ~ 0.8μm。鏜軸水(shuǐ)平布置並做軸向進給,主軸箱沿(yán)前立柱導(dǎo)軌垂直移動,工作台做縱向或橫向移動(dòng),進行鏜削加工。
3 、加工工藝方案分析
槍鑽在(zài)使用過程中由於主軸上鑽頭通過引導孔或導套進入工件表麵,進入後,鑽刃的結構起到自導作用,保證切削精度(dù)。這時的冷卻液通過鑽頭中間的通(tōng)道(dào)到達切削部位,並將(jiāng)切削從排屑槽帶出工件表麵,同時對鑽刃進行冷卻和對背部的支撐凸台進行潤滑,從而獲得良好的加工表麵(miàn)和加工質量。高壓冷卻霧化裝置在加工過程中起到潤(rùn)滑、冷卻、排屑的作用。
槍鑽加工時最好使用專用機床,但(dàn)會大幅(fú)度增加加工成本,對於單件小批量產品的(de)生產或中小企業來說(shuō)並(bìng)不實用,因此結合實際生產(chǎn)情(qíng)況,將槍鑽技術運用在普通鏜(táng)床上(shàng)進行深孔加工,隻需對機床進行簡單的改進,增加高壓切削液泵,並製訂(dìng)出適當的工藝方(fāng)案,先加工導(dǎo)向孔,然後再用(yòng)長(zhǎng)刀,高(gāo)壓內冷(lěng),便可以很好的達到該產品的加工要求。
我(wǒ)們先後選擇(zé)了兩組試切對象,材(cái)料均為 Q235,鋼板類零件,並針對試切對象的材質,選擇了兩組不同長度的 R1 型槍鑽,分析現場操作所(suǒ)出現(xiàn)的一些問題,在加工工藝製訂的過程中一定要注(zhù)意以下(xià)事項(xiàng)。
(1)啟動機床主軸前,鑽頭必須在導向孔內,並且在鑽孔前必須先通冷卻液。
(2)深孔應采用不同(tóng)長(zhǎng)度的鑽頭(由短到長)分(fèn)級鑽(zuàn),不能一次鑽到位。
(3)在加工過程,應時刻注(zhù)意鐵屑(xiè)是否排出,並(bìng)觀(guān)察鐵(tiě)屑的狀態來判斷(duàn)鑽刃是否磨損。
(4)操作時嚴格遵守如下規則 :手動(dòng)將鑽(zuàn)頭引入(rù)導孔——打開霧化(huà)噴嘴——啟動主軸旋轉——開始進給、停止進給——停止旋轉——停止噴(pēn)嘴——退(tuì)出(chū)鑽頭。
4 、總結
槍(qiāng)鑽技術在普通鏜床上的(de)運用,不僅解決了(le)單件小(xiǎo)批量產品的深孔加工問題,又不會對原機床的加工性能(néng)造成破(pò)壞,提高了生產效率,節約了生產成(chéng)本,取得了很好的效果。
投(tóu)稿箱:
如果您有機床行(háng)業、企業相關新聞稿件發表(biǎo),或進行(háng)資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新聞稿件發表(biǎo),或進行(háng)資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界視點(diǎn)
| 更多

行業數據
| 更(gèng)多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地(dì)區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能(néng)源汽車銷(xiāo)量情況
- 2024年10月 新能源(yuán)汽車產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬(shǔ)切削機床產量數(shù)據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷量情(qíng)況(kuàng)
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據
博文(wén)選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中(zhōng)走絲線切割機床的發展趨(qū)勢(shì)
- 國產(chǎn)數控係統和數控機床何去(qù)何從?
- 中國的(de)技術工人都去(qù)哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人(rén)害己!不倒閉才
- 製造業大(dà)逃亡
- 智能時代,少談點(diǎn)智(zhì)造,多談點製造
- 現實麵前(qián),國人(rén)沉默。製造業(yè)的騰飛,要從機床
- 一文搞懂數控車(chē)床加工刀具補償功能(néng)
- 車床鑽孔攻螺紋加工方法及工(gōng)裝設計
- 傳(chuán)統鑽削與螺(luó)旋(xuán)銑(xǐ)孔(kǒng)加工工藝的區別(bié)